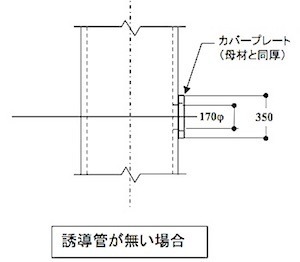
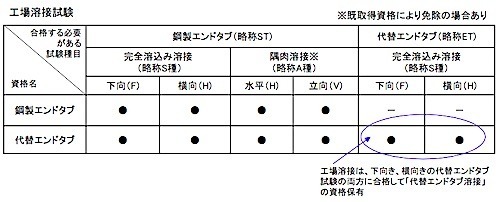
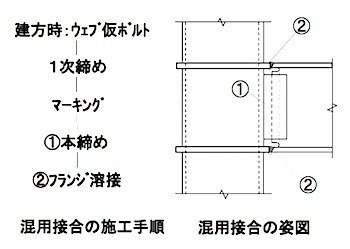
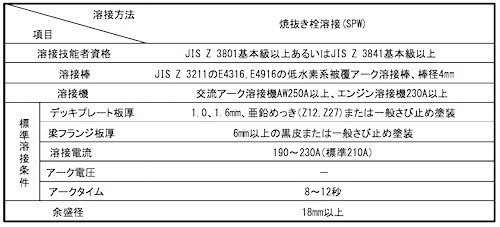
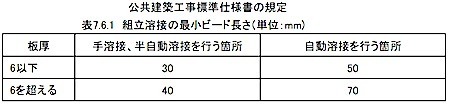
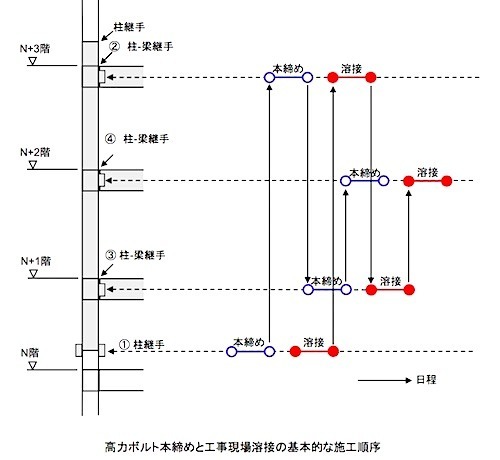
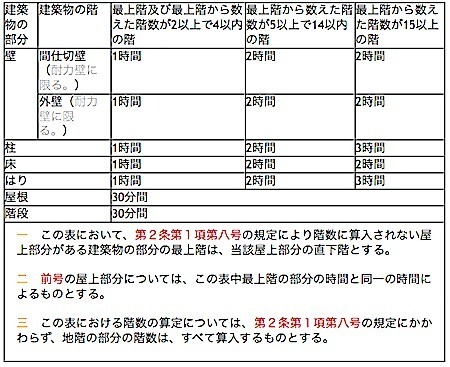
�S���H���@�H�Ɛ���@�H��A
�ȉ��A(���)���{���ݘA����HP�����p
�y ���C�ʏ��� �z
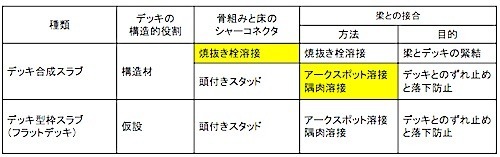
�E���K���i�܂�n�Z�����߂����ʂւ̂��_���������̗p����ꍇ�̗��ӓ_
���K���i�܂����_���������H���ė��҂̏��F�������͂��ׂ莎�����K�v�ł��������A2018 �N�ɉ��肳��AJASS6�ł͂����̎g�p���W���Ƃ��ĔF�߂�ꂽ�B
�������A���K���i�܂̏ꍇ�́A���珜���������ɍs�����͔̂F�߂��Ă��炸�A�܂��A���n�����̊Ǘ��A��ߏ����̊m�F�A�h�z��̎��Ԋm�ۂɒ��ӂ��K�v�ƂȂ�B���K���i�܂����_���������A���[�J�[�̎�舵���d�l���\���ɎQ�l�ɂ�����Őڍ����̐�����s���K�v������B�Q�l�܂łɁA�ߋ��ɍs��ꂽ���������i�܁A���_�������̎������ʂ������B

�o�T:���z�S���H���̐V���ȉۑ�ւ̎��g��
(���)���{���z�w��_�S���H���^�c�ψ����������E�����W 2010
(���)���{���z�w��_�S���H���Z�p�w�j�E�H�ꐻ��ҁA2018
�y �������i�� �z
�E���K���i�܂��g�p����ɓ������Ă̗��ӓ_
2018�N�ɉ��肳�ꂽJASS6�ł͍��̓{���g�̖��C�ʏ����Ƃ��āA���R�����̐Ԃ��сA�u���X�g�����ɉ����Ė�ܔ������̎g�p���W���Ƃ��ĔF�߂炽�B�������A��ܔ������̏ꍇ�́A���珜���������ɍs�����͔̂F�߂��ĂĂ͂Ȃ��A�܂��A���n�����̊Ǘ��A��ߏ����̊m�F�A�h�z��� ���Ԋm�ۂɒ��ӂ��K�v�ŁA���[�J�[�̎�舵���d�l���\���Ɋm�F����B
(�P)���������i�܂̌���
���������i�܂Ƃ��āA��ʂɔ̔�����Ă�����̂̂����A��\�I�Ȗ����Ƃ��̓����ɂ��ĉ��\�Ɏ����B�����̔��������i�܂́A�O���C���_���邢�̓u���X�g���ɂ�荕�������������̔������𑣐i������^�C�v�̂��̂ł���i�ꕔ�ɂ͍���ォ��h�z������̂����邪�A���H���K�v�ȏ�Ɍp������ꍇ������̂Ŏg�p���Ȃ��j�B

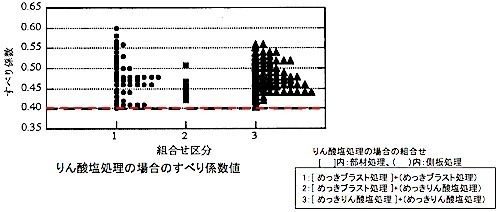
(�Q)���������i�܂ɂ�門�C�ʂ̂��ׂ�W��
�e��܃��[�J�[�������Ă���J�^���O�ɋL�ڂ��ꂽ���ׂ�W�������\�Ɏ����B�J�^���O�l�ɂ������Ɏ��������̂͂���������ׂ�W���Ƃ���0.45���m�ۂ��ꂽ���̂ł���B
(�R)���������i�g�p�̗��ӓ_
�@���������i�ܓh�z�O�̉��n�����Ǘ������i�ɍs���i�������������j
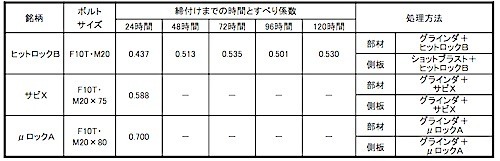
�A���������i�܂̊�߂̕K�v���̗L�����m�F����i���t�̂܂܂̂��̂Ɗ�߃^�C�v������j
�B���������i�ܓh�z��A����̂��ׂ�W����������܂ł̎��Ԃ��m�F����i24���ԃ^�C�v�� 48���ԃ^�C�v������j����̂��ׂ�W����������܂ł̎��Ԃ́A�h�z��̉��x�E���x�ɑ傫���ˑ����Ă���B���ɋC�� 5��C�ȉ��A���x80%�ȏ�Ȃǂ̈������ł͂��̌��ʂ��قƂ�ǂȂ����Ƃ�����Ă���B���̂悤�ɓh�z��{���g���t���܂łɕK�v�Ȏ��Ԃ͋C�ۏ����Ɗ֘A���Č��߂�ׂ��ł��邪�A�e�ЃJ�^���O���ł͕��ϓI�ȉ��x�E���x�ɑ��Ă̎��Ԑݒ�݂̂̋L�ڂȂ̂Œ��ӂ��K�v�ł���B
�C����������܂ŁA�J�Ɋ|����Ȃ��悤�ɂ���B
�o�T�F���z�S���H���̐V���ȉۑ�ւ̎��g��
(���)���{���z�w��_�S���H���^�c�ψ����������E�����W�A2010
(���)���{���z�w��_�S���H���Z�p�w�j�E�H�ꐻ��ҁA2018
�y �T���u���X�g �z
�E�T���h�u���X�g�����̏ꍇ�̐Ԃ��� �@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@
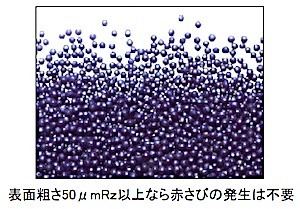
���C�ڍ��ɕK�v�Ȃ��ׂ�W�� 0.45���m�ۂ�����@�Ƃ��Ď��R�����̐Ԃ��тɂ��ꍇ�A��ܔ������ɂ��ꍇ�i2018�NJASS6������j����уu���X�g�����ɂ��ꍇ������B�u���X�g�����Ƃ́A����ނ����k��C�Ȃǂ𗘗p���ĉ��H�ʂɍ����ŕ��˂��A���̏Ռ��͂ō���Ȃǂٕ̈�����������ƂƂ��ɁA�K�x�̑e�����������e�ʂ����\�ʉ��H�ł���B����ނ̎�ނɂ���ăV���b�g�u���X�g�A�O���b�g�u���X�g����уT���h�u���X�g�Ȃǂ�����B JASS6�ł͕\�ʑe����50��mRz�i�}�C�N�����[�^�[�A�[���[�b�g�j�ȏ�m�ۂ���A�V���b�g�u���X�g�A �O���b�g�u���X�g�ʂC�ʂƂ��ėǂ��Ƃ��Ă���B�������A�T���h�u���X�g�����ʂ͏���̂��ׂ�W���������Ȃ����Ƃ�����F�߂��Ă��Ȃ����߁A�Ԃ��т̔������K�v�ɂȂ�B
���V���b�g�u���X�g
�|���̋��`�̗��𐁂��t����B

���O���b�h�u���X�g
�|���̉s��������p�������𐁂��t����B

���T���h�u���X�g
�K�[�l�b�g��e�핲�ӃX���O�Ȃǂ𐁂��t����B�P�C���͌���ނ�JIS����폜����Ă���B

�o�T:(���)���{���z�w��_�S���H���Z�p�w�j�E�H�ꐻ��ҁA2018
�y CFT���̃R���N���[�g������ �z
�ECFT���̃R���N���[�g�������̗U���ǁi�G���{�j
�i��Ёj�V�s�s�n�E�W���O�����ȗ��ł��鍪���͌��\����Ă��Ȃ��B�{�H��Њe�Ђ��Ǝ��Ɏ������s�Ȃ������ʂɂ��ȗ��ł��鍪���Ƃ�����A�ߋ��̕��������Q�l�ɂ��Ď����쐬���v�ҁE�H���ė��҂̏��F�Ă���B
�Q�l�������ȉ��Ɏ����B�����H�@�ɂ�����U���ǂ̖����́A�R���N���[�g�̗������������ �U�����邱�Ƃō|�ǂɗ]���Ȉ��͂������Ȃ��悤�ɂ��邽�߂ł��邪�A�����P�j�̌��ʂł͗U���ǂ�ݒu����ق����������͂͑傫���Ȃ�Ƃ̕�����A�܂��e�����Ƃ��|�ǂ̐��������c�ɑ���e���͂قƂ�ǂȂ��Ƃ���Ă���B

�@�@�@�@
�o�T:
�E�����P�j�uCFT���̈����H�@�ɂ�����U���ǂ̌����v
�@���{���z�w����[�T�W1999�N1261 �听���� �J�_��
�E����2)�u�U���ǂ̗L���ɂ��CFT���̈������p�`�|�Nj����̑���v
�@���{���z�w����[�T�W2002�N1415 �F�J�g �{����
�E����3)�uCFT�����̈����H�@�ɂ�����U���ǂ̉e���v
�@���{���z�w����[�T�W2003�N1251 �|���H���X �O�D��
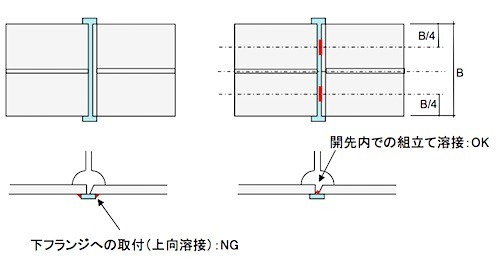
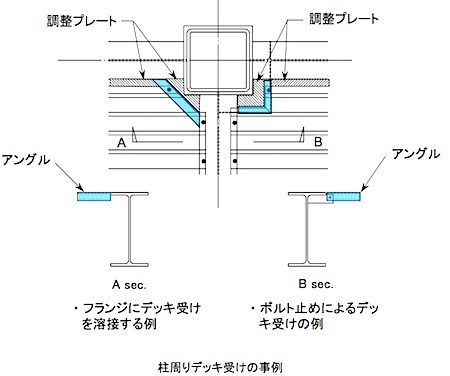
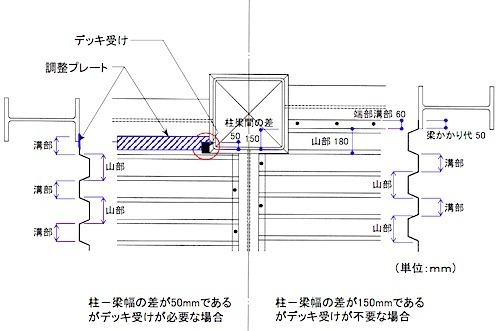
�y �o���h�v���[�g �z
�E�\�����̃o���h�v���[�g�s�b�`�̋K��
��ʂɃo���h�v���[�g�́AT���`�܂��͏\���`�S����g�ݗ��Ă邽�߂̌`��ێ��Ƃ��Đݒu������̂Ő��쑤�̐��x�ێ����@�ɂ�肻�̃s�b�`�͌��܂��Ă���B �������A�t�ł��H�@�ȂǂŒ��ɑ傫�����k�͂�������Ƃ��ɁA�t�����W���Ǖ��������N�����Ȃ��悤�ɐ݂���ꍇ������̂ŁA���̏ꍇ�̓o���h�v���[�g�̎d�l��v�ҁE�H���ė��҂Ɋm�F����K�v������B
�o���h�v���[�g�̃s�b�`�ɋK��͂Ȃ����A�^���b�v�Ƃ��Č��p���邱�Ƃ�����̂ŁA���̏ꍇ�� 400mm���x�̊Ԋu�Ŏ��t���邱�Ƃ������悤�ł���B�^���b�v�Ƃ��ăo���h�v���[�g���g�p����ꍇ�́A���S�Ǘ���A�o���h�v���[�g��t�n�ڕ��̕i�����Ǘ�����K�v������B

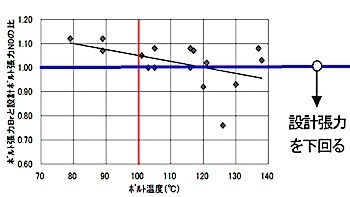
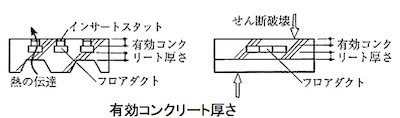
�y �Ђ����� �z
�E�Ђ��݂����M�ŋ�������ꍇ�̗��ӓ_
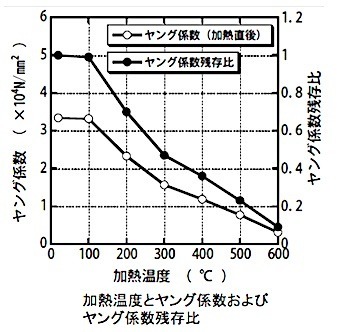
�S�Ă̍|�ނ́A���w�����̒����ƈ������x�A�����ʁ� �̐���A�M�����̑g�����ɂ�葢�荞�� ��Ă���B���������āA���M���������{���ꂽ�ꍇ�A�ގ��ւ̉e���͖Ƃ�邱�Ƃ͂ł��Ȃ��B �e�����q�Ƃ��ẮA�@���M���x�A�A���M���ԁA�B���M�͈́A�C��p�����ł���A�����̏����� �|�ސ����̑��݊W�ɂ����M���������̍ގ��ւ̉e���x�����͈قȂ�B
�S���H���Z�p�w�j�E�H�ꐻ��҂ł́A���L�̂悤�ȉ��M�������������Ă���̂ŁA���̊�����炷��Ǘ����K�v�ł���B�܂��A�M�e����\�ʋߖT�݂̂Ɏ~�߂�悤�ɁA�Ǘ����邱�Ƃ��d�v�ł���B
����12�N���ݏȍ�����2464���ł́A�u500�x������M���s���ꍇ�͉��H�O�̓��Y�|�ޓ��̕i���Ɠ����ȏ�ł��邱�Ƃ��m�F���Ȃ���Ȃ�Ȃ��B�v�Ƃ���Ă��邪�A�������̂����������ɂ́A�u�Ǖ��I�ȉ��M�͂��̌���ł͂Ȃ��v�Ƃ���Ă���B���M�����͉��x��500�x���Ă��邪�A�Ǖ��I�ȉ��M�Ȃ̂ŁA�����ɒ�G���邱�Ƃ͂Ȃ��ƍl������B
��������:�����ޗ���1��̈����Ŕ����Ȃ�����
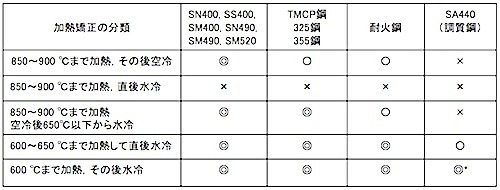
[���v ��\���x�͉��M�\�ʂł̉��x�ł���
*600 ��C���Ă��̌���܂��͐��₷��ꍇ�́A�m�F���������{���Ă��̏����ōs��
�i�}��j
�\���́��͎��{�A×�͎��{�s�ł���B ���͂���Ɍ����ȉ��x�Ǘ��Ɖ��M���ԁA���M�͈͂� �ŏ����Ƃ��邱�Ƃ�O��Ɏ��{���Ă��悢�B
�o�T:(���)���{���z�w��_�S���H���Z�p�w�j�E�H�ꐻ��ҁA2018
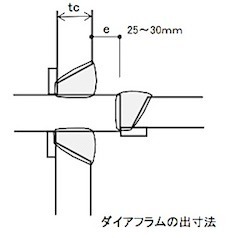
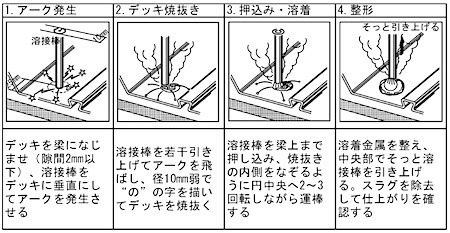
�y �_�C�A�t�����̏o���@ �z
�E ��Ԑ��`�p�`�|�ǂ̒ʂ��_�C�A�t�����o���@
�u2018�N�� ��Ԑ��`�p�`�|�ǐv�E�{�H�}�j���A���v�ł́A�_�C�A�t�����̏o���@ e�͉��L�̒l ����������Ă���B
�@e=25mm(tc<28mm) e=30mm(tc��28mm)
�@tc:�p�`�|�nj���
����͎��̓_���l�����Č��߂��Ă���B
�@���������͂ɑ���_�C�A�t�����̈��S���m�ہi�������e�A�ɂ��J���h�~�Ȃǁj
�A�_�C�A�t�����ƒ��E���t�����W�̗n�ڂɂ��M�e�����̊��y�ѐ��\�ቺ�̖h�~
�B���ƃ_�C�A�t�����̗n�ڂɂ��_�C�A�t�����̂����܂�̔����̖h�~
�@�ɂ��ẮA���Y�n�ڕ��ʂ����M�̏������K�X�V�[���h�A�[�N�n�ڂł���A�܂��_�C�A�t������ �ގ��SN�ނł��������̓����i Z�����i��l�E�ޗ�UT���� �j���K�肳�ꂽC���p���邱�� ����ʓI�ł��邱�Ƃ���A�������̃������e�A�i�J��j�̖��͖����ƍl������B
�A�ɂ��ẮA�@�Ɠ��l�ɓ��Y�n�ڕ��ʂ����M�̏������K�X�V�[���h�A�[�N�n�ڂł��邱�Ƃ���A ��ނւ̔M�e���͈̔͂͐�mm�Ə������A�_�C�A�t��������o���@��25~30mm���x�m�ۂ���A �M�e�������m�������ėn�ڕ��̐��\��ቺ������A�Ƃ������Ƃ͖����ƍl������B
�B�ɂ��ẮA�_�C�A�t�����o���@��傫������ƁA�n�ڂ̏����ɂ���邪�A�����܂�ʂ��傫���Ȃ�B���Ƀg�b�v�v���[�g�̏ꍇ�A�Б��n�ڂɂȂ邽�߂����܂ꂪ��������P�[�X�������A���O�ɋt�Ђ��݂�����ȂǑ���u���Ă��A���X�R���g���[���ł��Ȃ��̂�����ł���B�����܂ꂪ���������ꍇ�A�_�C�A�t�������������ꍇ�͉��M�����ł����S�ȏC���͍���ł���A���t���� �W�Ƃ̗n�ڂŐH�Ⴂ�������Ղ��Ȃ�B���������āA�@�ƇA�����������Ń_�C�A�t�����̏o���@�͒Z������i��ʂ�25~30mm���x�j�̂��ǂ��B

�@�@�@
�o�T:2018�N�� ��Ԑ��`�p�`�|�ǐv�E�{�H�}�j���A��
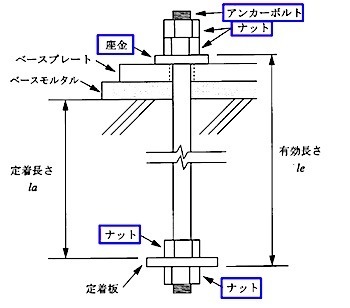
�y �A���J�[�{���g �z
�E�\���p�A���J�[�{���g(ABR�AABM)�̉��H�iL�`�EJ�`�j�y�т߂�������
�@ABR�AABM�̃A���J�[�{���g�̃Z�b�g��}�Ɏ����B�}�̂悤�Ƀi�b�g4�A�ۍ���1���y�ђ��`��̃A���J�[�{���g1�{�̃Z�b�g��JIS�K�i������Ă���B�Ȃ��蒅�͋K�i�ɓ����Ă��Ȃ��B
JIS�}�[�N�\���F�؎擾�H��ŋȂ����H����ꍇ�A�Ȃ����H���͉̂\�ł��邪�A�`�ς���Ă��܂��̂ŃA���J�[�{���g�́u�Z�b�g�Ƃ��Ẵ~���V�[�g�v�͔��s����Ȃ��̂Œ��ӂ���B
�A�A���J�[�{���g�̕\�ʏ����ɂ��āAJIS�K�i�̕�����(�K��)�̔����������B
�EJISB1220:2015 ������A.7 �{���g�̕\�ʏ���
A.7.1 ABR�p�{���g�ɕ\�ʏ������{���ꍇ�́A�d�C�߂������͗n�Z�����߂����Ƃ���B �n�Z�����߂������{���ꍇ�́A�i�b�g�̂͂߂������l������JIS H 8641�ɋK�肷�� HDZ35�Ƃ���B
A.7.2 ABM�p�{���g�̕\�ʏ����ɂ߂������{���ꍇ�́A�d�C�߂����Ƃ���B
�@�̂悤�Ƀ{���g�E�i�b�g�E�����̓Z�b�g�ō\������Ă���B�\�ʏ����Ƃ��Ă߂������{���ꍇ�́A �{���g�̕\�ʏ����Ɠ����̕\�ʏ������{�����i�b�g�y�э�����g�ݍ��킹�邱�Ƃ��K�肳��Ă���̂ŁA�ޗ������ׂ��ꂽ�ہA�����⌟���ؖ����őg�������m�F����K�v������B
�o�T:���z�p�A���J�[�{���g���[�J�[���c��p���t���b�g�u�\���p�A���J�[�{���g�v JISB1220:2015 �\���p���˂��A���J�[�{���g�Z�b�g
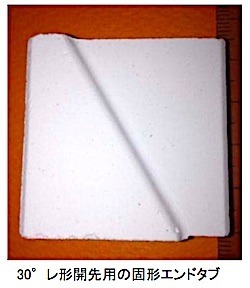
�y �J��p�x �z
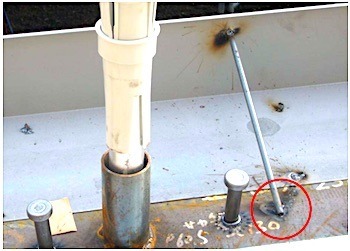
�E���S�n���ݗn�ڂ̃��`�J��p�x��30���ɕύX�������ꍇ
�J��p�x���������Ȃ邱�Ƃɂ�荂�����ꂪ���ƂȂ�ꍇ�����邪�A�ߋ��̎�������т���A �J��p�x��ʏ��35������30���ɕύX������x�ł���A�������ꂪ�������Ȃ����Ƃ��m���Ă���B������30���J��ɂ���ɂ͈ȉ��̒��ӂ��K�v�ł���B
�@�S������H��̊J����H�@��30���ɑΉ��ł���ꍇ�Ƃł��Ȃ��ꍇ������̂ŁA���O�Ɋm�F����B
�A�n�ڃ��C���̓ˏo�������̊m�ۂ�e�[�p�m�Y���`��A ����сA�Ō`�G���h�^�u���g���ꍇ�́A ���O�Ɋm�F����K�v������B
�B�n�ڋZ�\�҂ɋ��J��̗n�ڌo�����Ȃ��ꍇ�́A�K���ȗn�ڂ��ł��邩�{�H�����Ŋm�F����B
���̏ꍇ�A 30����苷���Ȃ鑤�̊J��p�x�Ǘ��l�ƁA�n�ڎ��̐ϑw�}��n�ڏ��� �����O�ɒ�߂Ă����B
�Ȃ��A�J��W����ύX���邱�ƂɂȂ�̂ŁA�v�ҁA�H���ė��҂̏��F���K�v�ƂȂ�B
































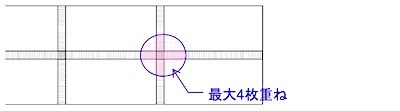



![�Ĕ�����n�ڗ]���a�s������.jpg](/archicome/file/E784BCE68A9CE3818DE6A093E6BAB6E68EA5E4BD99E79B9BE5BE84E4B88DE8B6B3E4BA8BE4BE8B.jpg)