







16�� ����H��
07�� �ؐ�����
16.7.1 �K�p�͈�
(a) ���̐߂ł́A�������ɓ��ł̉����̏o�����Ɏg�p����ؐ������ΏۂƂ��Ă���B
�܂��A�����A���I���̌˂ɖؐ��t���b�V���˂��g�p����ꍇ�́A��������p�ł���B
(b) �ߔN�̎������ɓ��ł́A�h�ΐ��\��K�v�Ƃ��Ȃ����ʂŁA�ؐ�����̎g�p���������Ă���B�ؐ�����ɂ̓t���b�V���ˁA���܂��ˁA�ӂ��܁A��q��������A��ނ��������߁A�u�W�d�v�ł͈�ʓI�ɏd�v�ȍ��ڂ݂̂��K�肵�A���̑��͌���쏊�̎d�l�ɂ�邱�ƂƂ��Ă���B
���쏊�̌���́A�H���o���A�\�́i��Ɛl���A�@�B�ݔ��A�Ǘ��̐��j���ɂ��A���̔\�͂����邱�Ƃ��K�v�ł���B
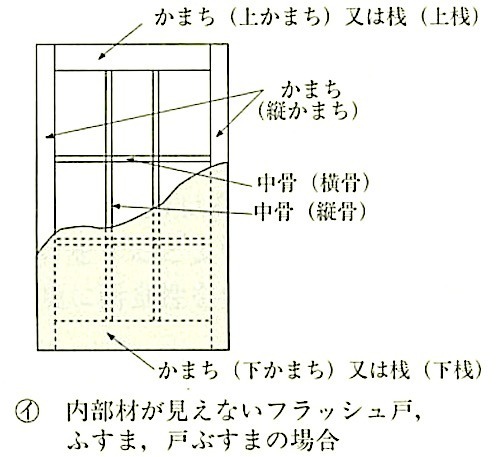
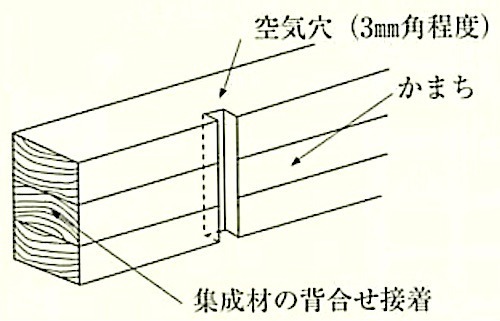
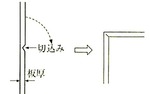
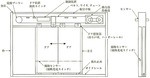
(c) �ؐ�����́A�t���b�V���ˁE�ӂ��܁E�˂Ԃ��܂̂悤�ɓ����ނ��O���猩���Ȃ� ����ƁA���܂��ˁE ��q�̂悤�ɂ��ׂĉ��ύނ���Ȃ錚��Ƃɑ�ʂ����B�O�����ނ́A���������́u���܂��i�c���܂��j�v�Ɛ��������́u���܂��i�ォ�܂��A�����܂��j�v���́u�V�i��V�A���V�j�v�Ƃ���Ȃ�A�⋭�̂��߂ɒ��Ԃɓ���镔�ނ́A�����ނ������Ȃ�����ł́u�����v�Ƃ����A���ׂĉ��ύނ���Ȃ錚��ł́u���V�v�Ƃ����i�}16.7.1�Q�Ɓj�B
�@
�@
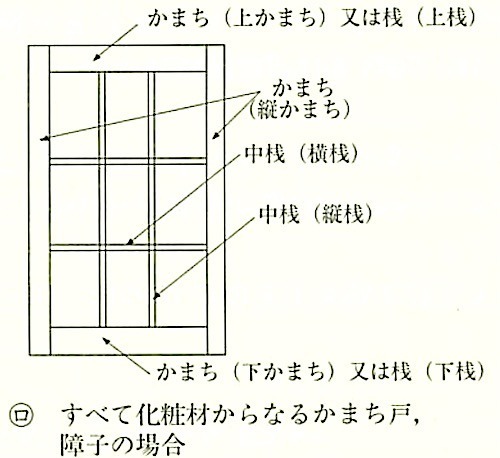
�}16.7.1 �ؐ�����̕��i����
16.7.2 �ށ@��
(a) �ܐ���
(1) ����ނ͔���A�˂���A���������@�ɕω���������ƁA���̋@�\�����������Ȃ��邨���ꂪ���邱�Ƃ���A��ʂ̖؍H���ޗ���茵�������Ă���B
(2) �l�H�����ƓV�R�������敪���Ă���̂́A�g�p����Ǝg�p���ʂɂ���Ďg�������邽�߂ł���B
(3) �V�R�����ɂ��؍ނ̊������Ԃ́A���t�ܐ�����12�`19�����x�ŁA�����̊ܐ����A�C�ۏ����A���A���퓙�ɂ���ĈقȂ邪����25�` 30mm�̂��̂�2�`6�ӌ��ȏオ�K�v�ł���B
(4) �l�H�����ɂ��؍ނ́A���t�ܐ������2�`3����߂Ɋ����������������͏��Ȃ��B�����ɂ�����؍ނ̕��t�ܐ����́A10�`15�����x�ƍl������B
(5) �W���ށA�P�ϑw�ށA���A�p�[�e�B�N���{�[�h�́A�����H����\���������Ă���̂�A��ƌ��Ȃ����Ƃ��ł���B
(b) �t���b�V����
(1) ���܂��y�юV�́A�ߔN�؍ނ̏W���Z�p��t���b�V���˂̕\�ʍނ̐ڒ��Z�p�����サ�Ă��邱�Ƌy�тނ��ނ̃R�X�g���������Ă��邱�Ƃ���A�W���ނ��g�p���邱�Ƃ���ʓI�ł���B�������A�g�p���Ă���W���ނ͓��������W���������̂Ƃ͌���Ȃ��B�ߔN�A���̊Ԕ��ނ����H�E�W���Z�p�̌���ɔ����g�p����Ă���B
�܂��A�P�ϑw�ށiLVL�Ƃ������A����3mm���x�̔���@�ە��������킹�Đϑw�����ޗ��j���g�p����Ă���B
����p�W���ދy�ё���p�P�ϑw�ނ̕i���́A����쏊�̎d�l�ɂ�邱�ƂƂȂ��Ă��邪�A�z�����A���f�q�h�̕��U�ʓ��́AJAS�ŕi�������߂��Ă���A�\�ʍނ̍��ɏ�����F���������̂��́A��z�����A���f�q�h�n�ڒ��g�p�̂��́A��z�����A���f�q�h�n�ڒ��܋y�уz�����A���f�q�h����U���Ȃ��h���g�p�̂��̂Ƃ��邱�Ƃ��]�܂����B
(2) ��K���A���ω��A�z���y�т���蓙�ɂ́A�����̏��Ȃ��\�����������ނ��ނ��g�p����B����́A���܂����̏W���ޓ��Ɠ������̂Ƃ��Ă���B
(3) �\�ʍނ̍��ŁA���|��̉ӏ��i�֏��A���ʏ��A�����A�~�[���j�́A�ϐ����̂���1�ނƂ���B
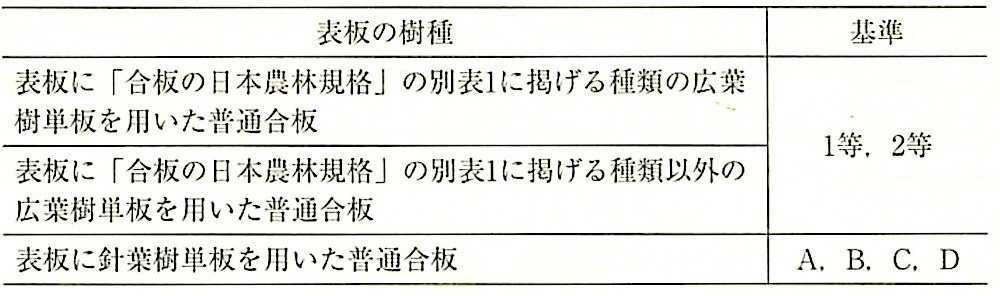
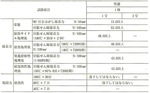
�܂��A���ʍ��̔ʂ̕i���́A�u���̓��{�_�ыK�i�v�́u���ʍ��̋K�i�v�ɕ\16.7.1��3�킪�K�肳��Ă���B�u�W�d�v��C-D�Ƃ́A�\�ʍނ̕i����C�A���ʍނ̕i����D�ł��邱�Ƃ������Ă���B�����́A�j�z����\�ʍނƂ��Ă��镁�ʍ��̒��ŁA�s�ꐫ��������̂̂����ł��i�����ǂ����̂ł���B
���ʍ��̃z�����A���f�q�h�̕��U�ʓ��́AJAS�ŕi�������߂��Ă���A�u�W�d�v�ł́A���L���Ȃ����F���������̂��̋y�є�z�����A���f�q�h�n�ڒ��g�p�̂��̂Ƃ��邱�ƂƂ��Ă���B
�Ȃ��A���U�ʂ̕\����m�F���@���ɂ��ẮA19��10�߂��Q�Ƃ��ꂽ���B
�\16.7.1 ���ʍ��̔ʕi���iJAS�j
(4) �u�W�d�v�ł́A�S�ނɎg�p����y�[�p�[�R�A�͎����Z���̂��̂Ƃ��Ă��邪�A�s�̕i�ɂ́A�y�[�p�[�R�A�Ɏ�����Z�����Ă��Ȃ����̂�����̂Œ��ӂ���B
(5) �K���X�����Ɏg�p����˂��A�B�̍ގ��́A�������ł͋��x�s���̂��߁A�X�e�����X���Ƃ��Ă���B
(c) ���܂���
�ߔN�́A�ؖڂ�������N�������b�J�[�iCL�j�d�グ�A���̓I�C���X�e�C���h��N�������b�J�[�iOSCL�j�d�グ�̂��܂��˂���ʓI�ł���B����́A�`�[�N�ނƂ��I�[�N�ނ̂ق��A��ނ��������߁A�u�W�d�v�ł͓��L�Ƃ��Ă���B�����A���܂��Ɠ���̔�p�������i����9mm���x�j���g�p���邱�Ƃ��������ߓ��L�ƂȂ�B
�Ȃ��A�u�W�d�v�ł������܂��˂Ƃ́A�ނ��ޖ��͗��t���ނ̂��܂���V�ɋ��i�z���t���K���X���܂ށB�j�����t�������̂�z�肵�Ă���A�t���b�V���˂̒������A���i�z���t���K���X���܂ށB�j��t����˂̓t���b�V���˂Ɋ܂߂�B
(d) �ӂ���
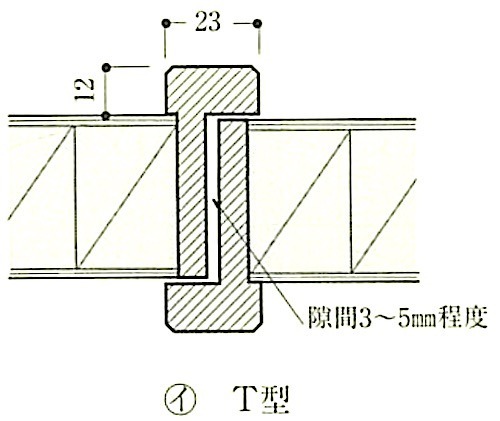
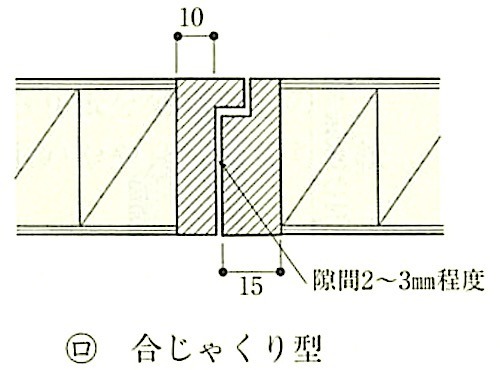
(1) �ӂ��܂̎�ʂ́A I�^��II�^��2��ނ�����B
(2) ���͍��A�����ɃX�v���[�X���g���邱�Ƃ����邪�A��ɂɒ��ӂ���B
(3) �ߔN�A I�^�ł́A������H���̍������̂��߁A������p�̒����莆�ƁA�ׂ�����p�̍������͎����Ƃ��H���ł������킹�����������g�p����Ă���B
(4) �㒣��̎�ނ́A���i�ɑ傫���e������̂œ��L���邱�ƂƂ��Ă���B
�Ȃ��A�V���̎q�́A������Ƃ���V���ƌĂԂ��Ƃ�����B�܂��A�_�ԁi���j���Ƃ́A�_�[�N�O���[���n�ɐ^�Ȃ��U�炵���悤�Ȗ͗l�̂���m���ł���B
(5) �h�������́A�����e��ɖ؍ނ����A�ق����E�ق��_��؍ނɊܐZ�i�ܐZ�� �؍�1m3������1.2kg�j������@�ł��邪�A���݁A��m�ނ̖h�������͎Y�o���ōs���A�����ł̏����͍s���Ă��Ȃ��̂�����ł���B
(e) �˂Ԃ���
(1) �˂Ԃ��܂́A�t���b�V���˂̕\�ʂƎ��͂Ƃ��ӂ��܂Ɠ��l�Ɏd�グ�����̂ł���A�t���b�V���ˋy�тӂ��܂Ɏg�p����ޗ��Ɠ����Ƃ��Ă���B
(2) �\�ʂ̍��́A���ʍ�����ʓI�ł���A����2.5mm�ȏ�Ƃ��Ă���B
(f) �������q
(1) ��q���̑㖼���Ƃ��Ĕ��Z���Ɠ��L����邱�Ƃ����邪�A�肷���a���Ɍ��肵�ĉ��߂��Ȃ��Ă悢�B
(2) ���[�����p���v���Ƃ́A��ʂɃr�j�����ƌĂ����̂ł���B
(3) ����̍ގ��ɂ́A�K���̖ؐ��Ɛ^�J�i�����j���̋������A�����������̂��̂�����B
(4) ���t����q�́A���������Ȃ��ߋߔN�͏��Ȃ��B
(g) �ڒ���
�u�W�d�v�ł́A�ڒ��܂�JIS A 5549�i����p�ڒ��܁j����JIS A 6922�i�ǎ��{�H�p�y�ь���p�łn�ڒ��܁j�Őڒ�����ޗ��ɓK�������̂Ƃ���Ă���A�z�����A���f�q�h�̕��U�ʂ́A���L���Ȃ����F���������̂��̂��g�p���邱�ƂƂ��Ă���B
�Ȃ��A���U�ʂ̕\����m�F���@���ɂ��ẮA19��10�����Q�Ƃ��ꂽ���B
16.7.3 �`��y�юd�グ
(a) �t���b�V����
(1) �u�W�d�v�\16.7.5�̌����ݐ��@30mm�̃t���b�V���˂́A�����A���I���̌˂�z�肵�Ă���B
(2) �\�ʍނ̌����́A�����Z�p���i�����Ă��邽�߁u�W�d�v�\16.7.6����ʓI�ł���B�������A�傫�ȉd�������邱�Ƃ��\�z�����ꍇ�́A���L�ō�����������K�v������B
(3) �\���ŕ\�ʍނ̎�ނ�ς���Ɖ����x�̍��Ŕ���⋶���������₷���̂Œ��ӂ���B
(4) ������H���ύ��́A�|���G�X�e�����ύ�������������Ă���B�����~���n�͉��ϔƏ̂������1.2mm�̃����~���݂̂���������Ă���A�����~�����ύ��͋ߔN��������Ă��Ȃ��B
(b) ���̑��̌���
�u�W�d�v�Ɏ������̑��̌���̌����ݐ��@�́A��ʓI�Ȓl�ł���B
�Ȃ��A�ӂ��܂̌����ݐ��@�́A�ǂԉ��i���葤�̏c���܂��j�̐��@�ɂ��B
16.7.4�H�@�@
(a) �t���b�V����
(1) �W�N�I�Ȃ��̂Ƃ��ẮA��ɕ�950mm × ����2,100mm���x�̂��̂�z�肵�Ă���B
(2) �H�@�́A�S�ޕʂɒ������ƃy�[�p�[�R�A���ɕ��ނ����B���ݐ�������Ă���t���b�V���˂́A�������̕����y�[�p�[�R�A����葽���B���ꂼ��̍H�@�̓����͎��̂Ƃ���ł���B
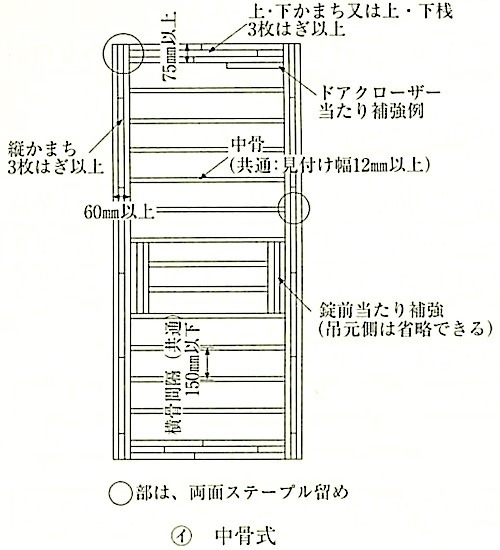
(i) �������̍H�@�i�}16.7.2(�)�j
�]���H�@���@�B�����삵�₷�����ǂ��A�������������݂̂Ƃ��āA���A����2�ӏ��̒��������i���t���������邱�Ɓj���Ȃ����@�ł���B
(ii) �y�[�p�[�R�A���̍H�@�i�}16.7.2(�)�j
�����̐��������A���̑���Ƀy�[�p�[�R�A�����ݍ��ލH�@�ł���B
�@
�@
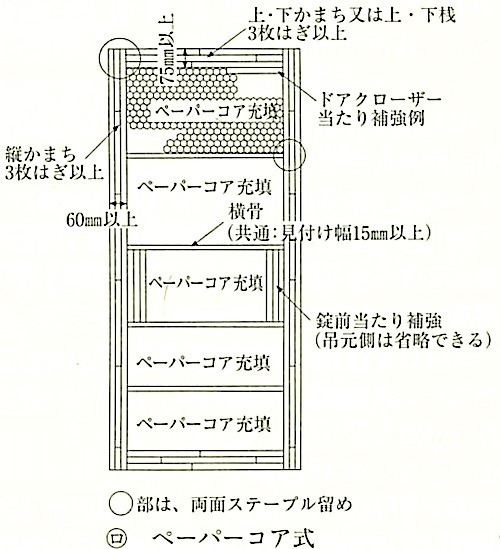
�}16.7.2 �t���b�V���˂̍H�@
(3) �����Z�p���i�����Ă��邽�߁A������̍H�@�ł��A�㉺���܂��Əc���܂��y�т��܂��ƒ����̎捇�����̃X�e�[�v�����߂͑g�����̉��Œ�̈Ӗ������������A�˂Ƃ��Ă̍����͐ڒ��܂ɂ��m�ۂ��Ă���B���������āA�����Ƃ��܂��Ƃ̎捇�����̌������݂͍s��Ȃ��B
(4) ������̍H�@�ł��A���O������̕����ɂ͍���300mm�ȏ�̕⋭���{���B
�܂��A�h�A�N���[�U�[�̎�t���˂����C�ォ�܂����O��邨���ꂪ����ꍇ�́A�ォ�܂��ɑ���������B
(5) ���ω��́A�t���b�V���˂̑��ʂ�ی삷�邽�߂̂��̂ł���A�\�ʍނ�ڒ������̂��A���A�����A�Ȃ��������C�����A�c���܂��ɐڒ��܂Ŏ��t����B
��E�����܂��ɂ́A���ω������t���Ȃ��̂���ʓI�ł���B���ω��̋��̔[�܂��}16.7.3�Ɏ����B
�}16.7.3 ���ω��̋��̔[�܂�
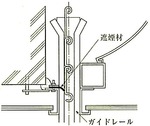
(6) �J���˂̒�K���́A�ʏ́u�Ƃ�ځv�ƌĂ�ł���T�`���ނ��邢�͍����Ⴍ��`���ނ�}16.7.4�̂悤�ɐڒ��܂Ŏ��t����B
�@
�}16.7.4 ��K���̗�
(7) ��C���́A�ߔN�R�[���h�v���X�@�̗̍p�ɂ���ĕs�v�ƂȂ�݂��Ȃ��t���b�V���˂������B�������A�z�b�g�v���X�@���g�p����ꍇ�́A�t���b�V���˓��̋�C�̖c���ɂ��c��݂�h�~���邽�߁A���ׂĂ̐������ށi��E�����܂��y�щ����j�ɐ}16.7.5�̂悤��3mm�p���x�̌���������B
�@
�}16.7.5 ��C���̏ڍ�
(8) ���˂̏��������܂��̒�K���ŁA����낤�t���Ƃ���ꍇ�͓��L�ɂ��B���̗��}16.7.6�Ɏ����B
�@
�@
�}16.7.6 ���������܂��̂���낤�t���̗�
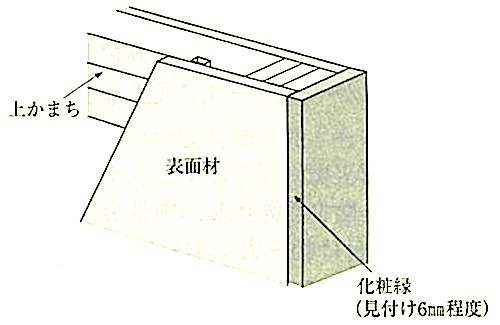
(b) ���܂���
(1) �ق��̌`���̗���A�}16.7.7�Ɏ����B
�}16.7.7 �ق��̌`���̗�
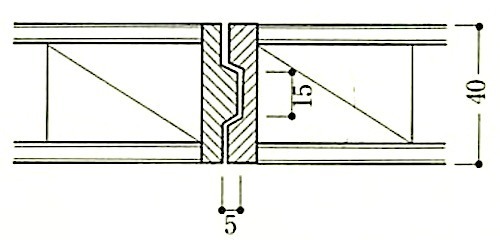
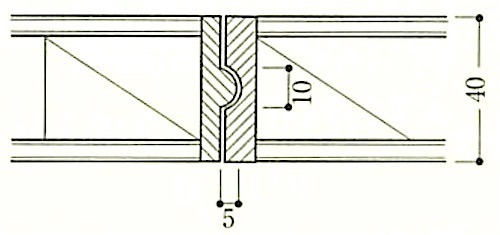
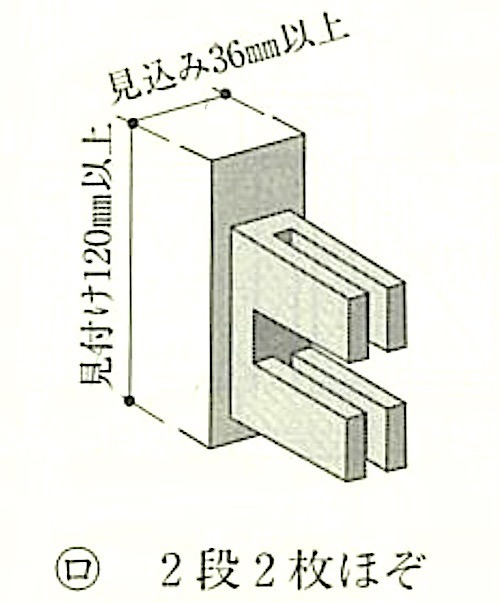
(2) ���܂��y�юV�̎捇���̗��}16.7.8�Ɏ����B
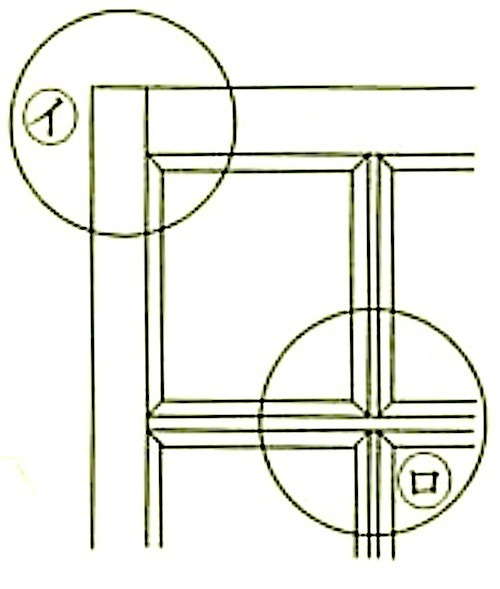
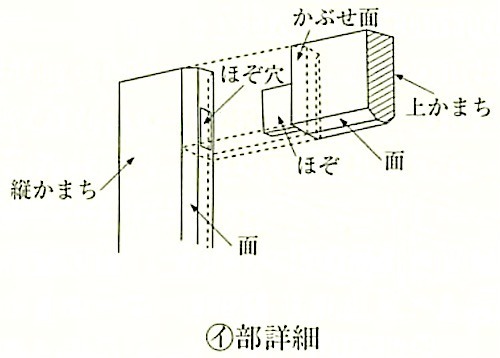
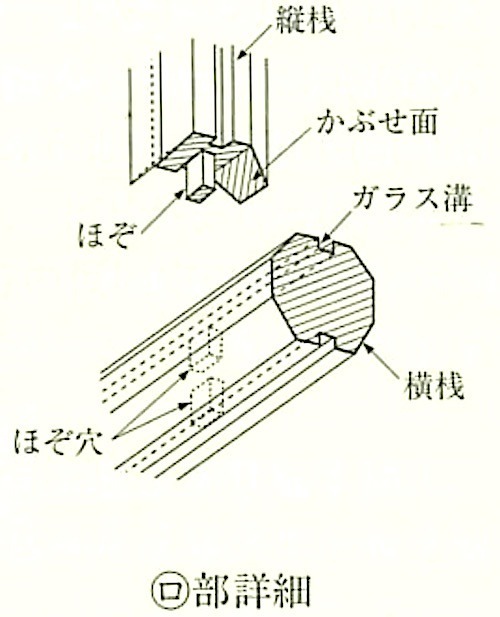
�}16.7.8 ���܂��y�юV�̎捇���̗�
(3) ���[���́AV�`�AU�`���͍b�ۃ��[�����g�p����̂���ʓI�ł���B
(c) �ӂ���
(1) �ʏ�g�p����Ă���W���I�ȑ傫���̂��̂ɂ��Ď����Ă���B
�Ȃ��A�u�W�d�v�\16.7.9���̎��͍��ƒ����̐��@�́A���t���� × �����ݕ��ŕ\�����Ă���B
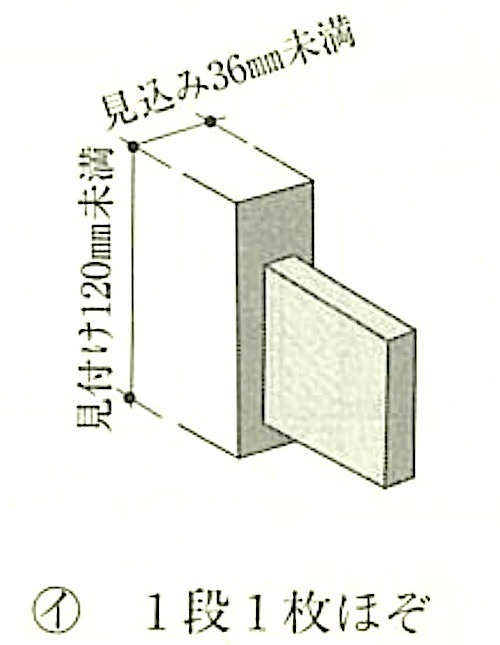
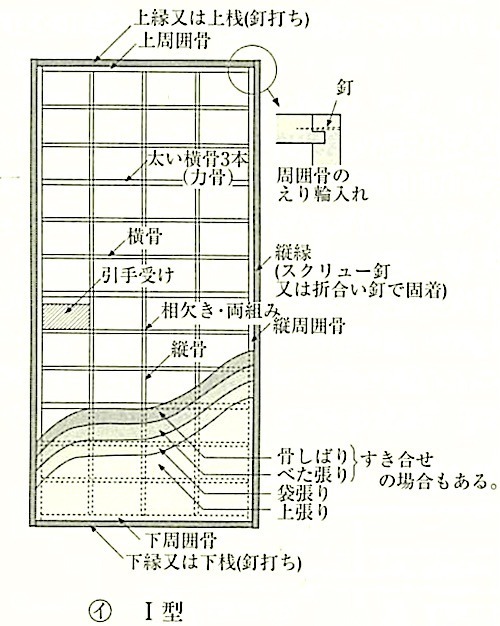
(2) �H�@�́A �T �^�ƇU�^�Ƃɕ��ނ����B���ꂼ��̍H�@�̓����͎��̂Ƃ���ł���B
(i) �T �^�H�@
�]������s���Ă���H�@�ł���A���͍��̋�������֓��ꂵ�A���͍��ԋy�ю��͍��ƒ����Ƃ̎捇���́A�B�ł��ƂȂ��Ă���B���̂ق��A�}16.7.9(�)�̂悤�ɏc���Ɖ����̎捇���𑊌����A���g�݂Ƃ��Ă���B
������́A������3�H���i������A�ׂ�����A�ܒ���j�Ə㒣��̌v4�H���ƂȂ��Ă���B�������A�ߔN�����莆�i������p�j�ƍ������͎����i�ׂ�����p�j���H��ł������킹�������g�p���āA3�H���Ƃ��邱�Ƃ��s���Ă���B
�T�^�H�@�ł̉����莆�̊T���́A���̂Ƃ���ł���B
�@ �����莆�i������p�j�F��Ƃ��āA������̃_���{�[�����̓N���t�g���i�㎿�j���Đ���������
�A �������͎����i�ׂ�����p�j�F�����莆����߂�����
�B ���i�ܒ���p�j�F����̂��ǎ��Ȓ����莆
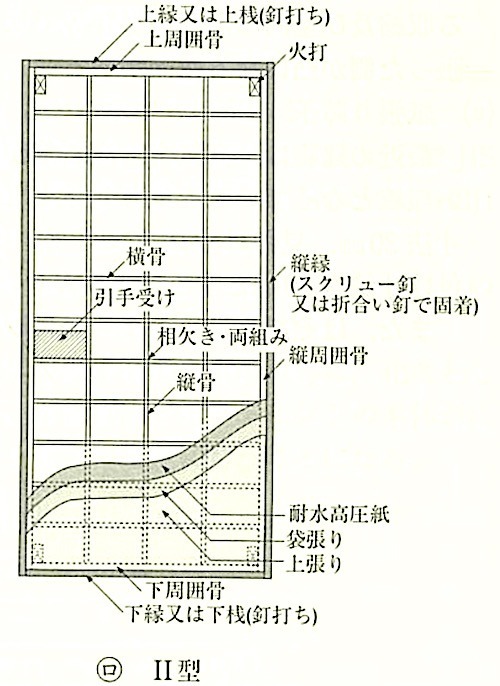
(ii) II�^�H�@
�@�B������̂��߂ɊJ�����ꂽ�H�@�ł���A��ʂɂ̓`�b�v�{�[�h�^�ƌĂ�Ă���B���͍��̋��͉Αł������ڒ��܂ƃX�e�[�v���ŌŒ肵�A�����Ǝ��͍��̎捇���̓X�e�[�v���ŌŒ肷��B���̑��A�}16.7.9(�) �̂悤�ɏc���Ɖ����̑g�ݕ��́A I�^�H�@�Ɠ����ł���B
������́A������2�H���i������A�ܒ���j�Ə㒣��̌v3�H���ƂȂ��Ă���B
II�^�H�@�ł̉����莆�̊T���́A���̂Ƃ���ł���B
�@ �ϐ��������i������p�j�F����̍Đ����i��p���j
�A���i�ܒ���p�j: I �^�H�@�ɓ����B
�@
�@
�}16.7.9 �ӂ��܂̍H�@
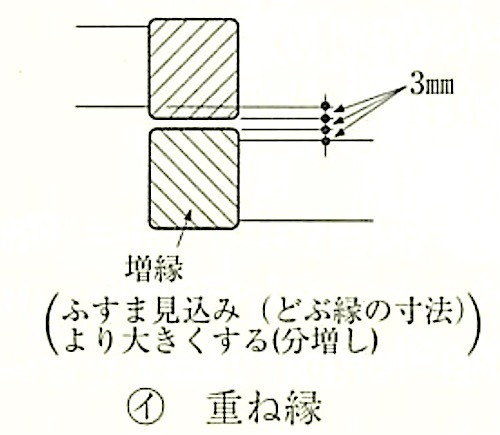
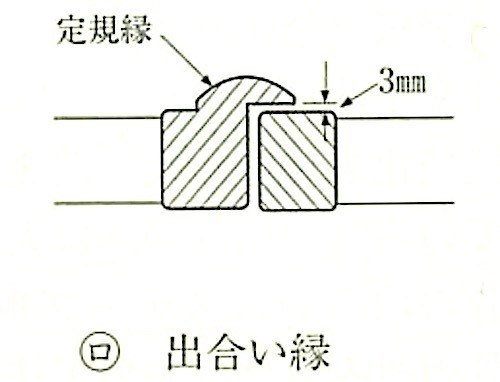
(3) �㒣�莆�́A�l���̎��͍����10mm���x�͂ݏo���傫���Ƃ��A����10mm�����ɂ̂�t�����A���͍��̑��ʂɐ܂荞��Œ���t����B
(4) �c���́A�X�N�����[�B���͐܍����B��p���āA�������犊�点�ďc���͍��ɌŒ�����B �㉺���͏㉺���͍��ɓB�ł����߂Ƃ���B
���̎d�グ�Ƃ��ẮA���邵�h��͍����Ȃ��߁A�ߔN�ɂ߂Ă܂�ł���B���݂́A�J�V��������h����2��r�肪��ʓI�ł���B���̂ق��A�ߔN���؎d�グ������������B
(5) ���������̏d�ˉ��Əo����̗��}16.7.10�Ɏ����B
�}16.7.10 ���������̗�
(d) �˂Ԃ���
���ʂňقȂ�ގ��̏㒣��i�Жʂ��m���p�̃r�j���N���X�ŁA���ʂ��a���p�̎�����̏ꍇ���j�Ƃ����ꍇ�́A�㒣��{�H���̋z���ɂ��L�тƂ��̌�̊����ɂ����k�y�ю��������x�̉e�����Ŕ��肪�����₷���B��ʓI�ɂ́A�r�j���N���X���������ʂɂȂ�X��������B
(e) �������q
�ŋ߂̌����́A���C���A���f�M���i�ݖؐ��i�̊ܐ������傫���ω����A����₷�����ƂȂ��Ă���B�����Ƃ��āu�W�d�v�\16.7.10�̂��܂��̐��@�i�����ݐ��@30mm�A���t�����@27mm�j���嗬�ł���B������2,000mm����ꍇ�́A���t�����@��30mm�Ƃ��邱�Ƃ������B
�܂��A�ق��g�݂́A���܂����t�����@��1/2�ȏ�Ƃ���B
�y���̃J�e�S���[�̍ŐV�L���z
-
no image
-

-
-

-
-

-
-
-
-

-
-

-

-





























