







19ҸН“а‘•ҚHҺ–
7җЯ Ӯ№ӮБӮұӮӨғ{Ғ[ғhҒCӮ»ӮМ‘јғ{Ғ[ғhӢyӮСҚҮ”В’ЈӮи
19.7.1 “K—p”НҲН
(a) ӮұӮМҗЯӮНҒA“а‘•ӮМ•ЗҒE“VҲдӮМүә’n–”ӮНҺdҸгӮ°ӮЙ—pӮўӮйғ{Ғ[ғhӢyӮСҚҮ”В’ЈӮиӮр‘ОҸЫӮЖӮөӮДӮўӮйҒB
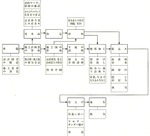
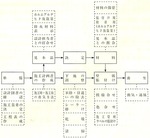
(b) ҚмӢЖӮМ—¬ӮкӮрҗ}19.7.1ӮЙҺҰӮ·ҒB
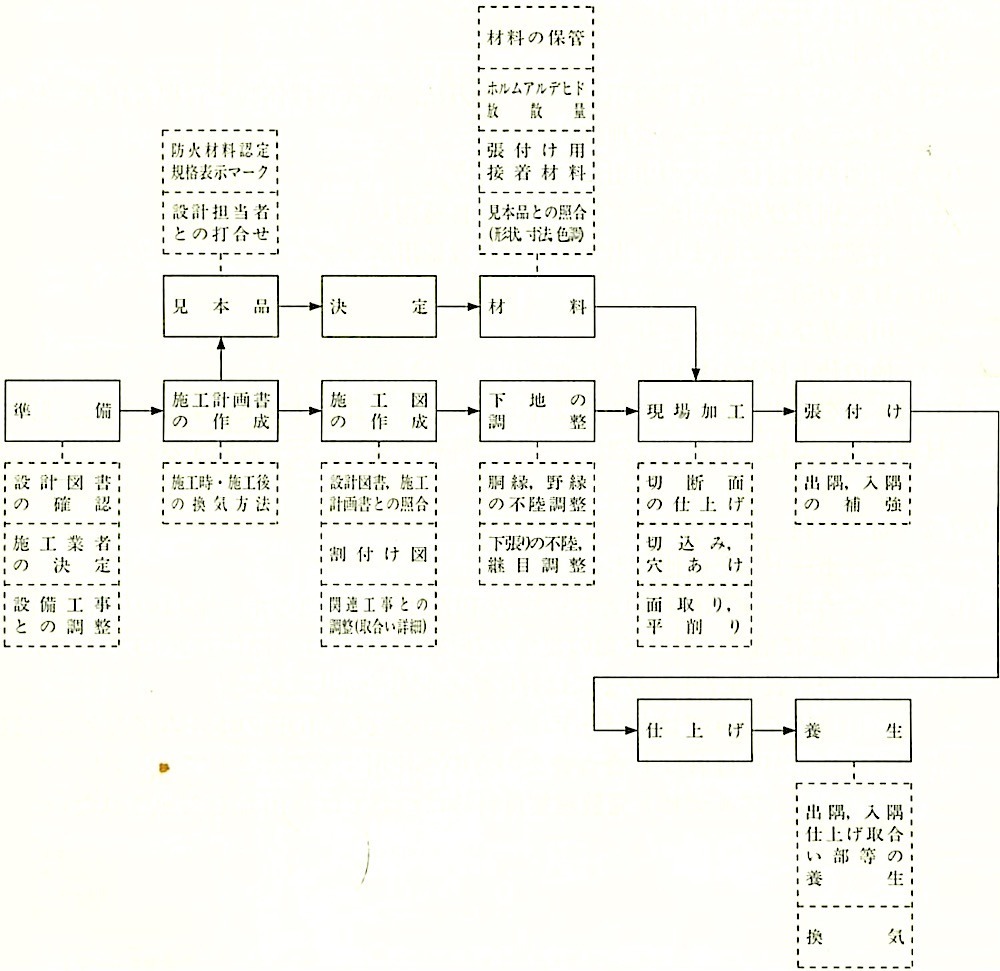
җ}19.7.1 ғ{Ғ[ғhӢyӮСҚҮ”В’ЈӮиҚHҺ–ӮМҚмӢЖӮМ—¬Ӯк
(c) Һ{ҚHҢvүжҸ‘“ҷ
(1) Һ{ҚHҢvүжҸ‘ӮМӢLҚЪҺ–ҚҖӮНҒAӮЁӮЁӮЮӮЛҺҹӮМӮЖӮЁӮиӮЕӮ ӮйҒB
ӮИӮЁҒAҗФ•¶ҺҡӮрҚl—¶ӮөӮИӮӘӮз•iҺҝҢvүжӮрҢҹ“ўӮ·ӮйҒB
Ү@ ҚH’ц•\Ғi•K—vӮЙүһӮ¶ӮДҺә•КҒAҸкҸҠ•КӮМҚH’ц•\ӮМҚмҗ¬Ғj
ҮA җ»‘ўҸҠ–јҒDҺ{ҚHӢЖҺТӢyӮСҠЗ—қ‘gҗD
ҮB Һg—pҚЮ—ҝӮМҚЮҺҝҒi–hүОҗ«”\ҒDғzғӢғҖғAғӢғfғqғh•ъҺU—КҒjҒAҗЎ–@
ҮC Һж•tӮҜ“B—ЮҒiҚЮҺҝҒD’·Ӯі“ҷҒj
ҮD җЪ’…ҚЬӮМҺн—ЮҒE—p“rҒiғzғӢғҖғAғӢғfғqғh•ъҺU—КҒj
ҮE ҚHҒ@–@
ҮF Һ{ҚHҺһӢyӮСҺ{ҚHҢгӮМҠ·ӢC•ы–@
ҮG —{җ¶•ы–@
ҮH ҚмӢЖӮМғtғҚҒ[ҒAҠЗ—қӮМҚҖ–ЪҒEҗ…ҸҖҒE•ы–@ҒA•iҺҝҠЗ—қ‘Мҗ§ҒEҠЗ—қҗУ”CҺТҒA•iҺҝӢLҳ^•¶Ҹ‘ӮМҸ‘Һ®ӮЖӮ»ӮМҠЗ—қ•ы–@“ҷ
(2) Һ{ҚHҗ}ӮМҢҹ“ўӮНҒAҺҹӮМҺ–ҚҖӮЙӮВӮўӮДҚsӮӨҒB
(i) ҠeҺә•КӢyӮСҸкҸҠ•Кғ{Ғ[ғhҠ„•tӮҜҗ}Ғi–Ъ’nҠ„ӮиҒj
(ii) Ҡe•”ҺжҚҮӮўӮМ”[ӮЬӮиҒiҸo“ьҢыҒA‘ӢҒAҗЭ”х—pғ{ғbғNғX—ЮҒAүьӮЯҢы“ҷҒj
(iii) –Ъ’nӮМ”[ӮЬӮи
(iv) ҸoӢчӢyӮС“ьӢчӮМ”[ӮЬӮи
(v) ‘јӮМҺdҸгҚЮӮЖӮМҢ©җШӮи“ҷӮМ”[ӮЬӮи
(3) Ң©–{•iӮр’сҸoӮіӮ№ҒAҗF’І“ҷӮрҗЭҢv’S“–ҺТӮЖ‘ЕӮҝҚҮӮнӮ№ӮДҢҲ’иӮ·ӮйҒB“БӮЙҒA–hүОҚЮ—ҝӮЙӮВӮўӮДӮНҒAҺw’и–”ӮН”F’иӮрҺуӮҜӮҪҚЮ—ҝӮЕӮ ӮйӮұӮЖӮрҠm”FӮ·ӮйҒB
19.7.2 ҚЮҒ@—ҝ
(a) Ӯ№ӮБӮұӮӨғ{Ғ[ғhҒEӮ»ӮМ‘јӮМғ{Ғ[ғh—Ю
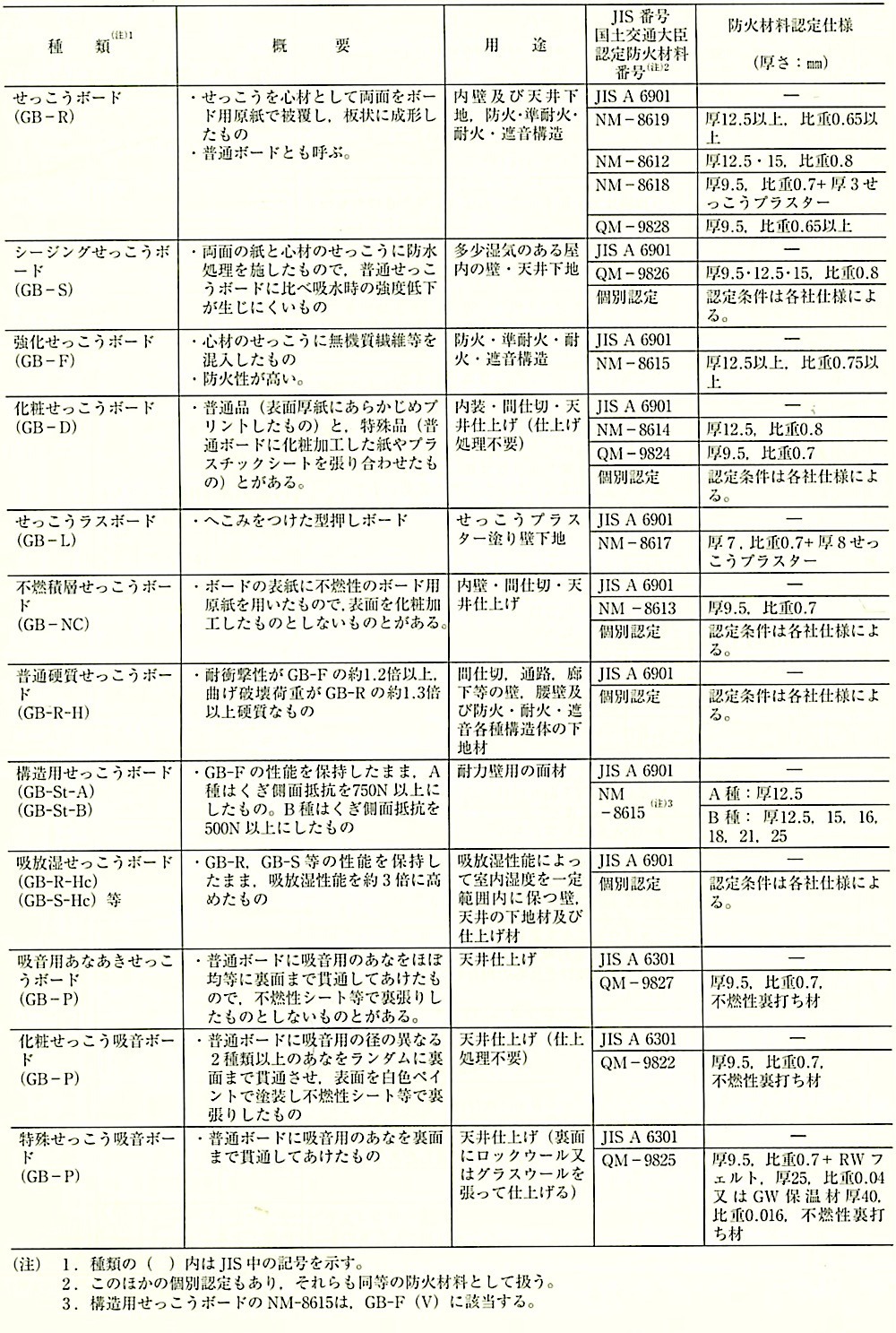
(1) Ӯ№ӮБӮұӮӨғ{Ғ[ғh—ЮӮМҺн—ЮӮЖ“Б’ҘӮр•\19.7.1ҒAӮ»ӮМ‘јӮМғ{Ғ[ғh—ЮӮМҺн—ЮӮЖ“Б’ҘӮр•\19.7.2ӮЙҺҰӮ·ҒBғ{Ғ[ғh—ЮӮМӢKҠiӢyӮСҺн—ЮҒAӢLҚҶӮНҒu•WҺdҒv•\19.7.1ӮЙҺҰӮіӮкӮДӮўӮйӮӘҒA•\19.7.1ӢyӮС2ӮЙӮН‘ОүһӮ·ӮйӢLҚҶӮрҺҰӮөӮДӮ ӮйҒB
(2) Ғu•WҺdҒv19.7.2(a)ӮЕӮНҒAғpҒ[ғeғBғNғӢғ{Ғ[ғhӢyӮСMDFӮМғzғӢғҖғAғӢғfғqғh•ъҺU—КӮНҒA“БӢLӮӘӮИӮҜӮкӮОFҒҷҒҷҒҷҒҷӮМӮаӮМӮрҺg—pӮ·ӮйӮұӮЖӮЖӮөӮДӮўӮйҒB
ӮИӮЁҒAғzғӢғҖғAғӢғfғqғh”ӯҺUҢҡ’zҚЮ—ҝ“ҷӮЙӮВӮўӮДӮНҒA10җЯӮрҺQҸЖӮіӮкӮҪӮўҒB
•\19.7.1 Ӯ№ӮБӮұӮӨғ{Ғ[ғh—ЮӮМҺн—ЮӮЖ“Б’Ҙ
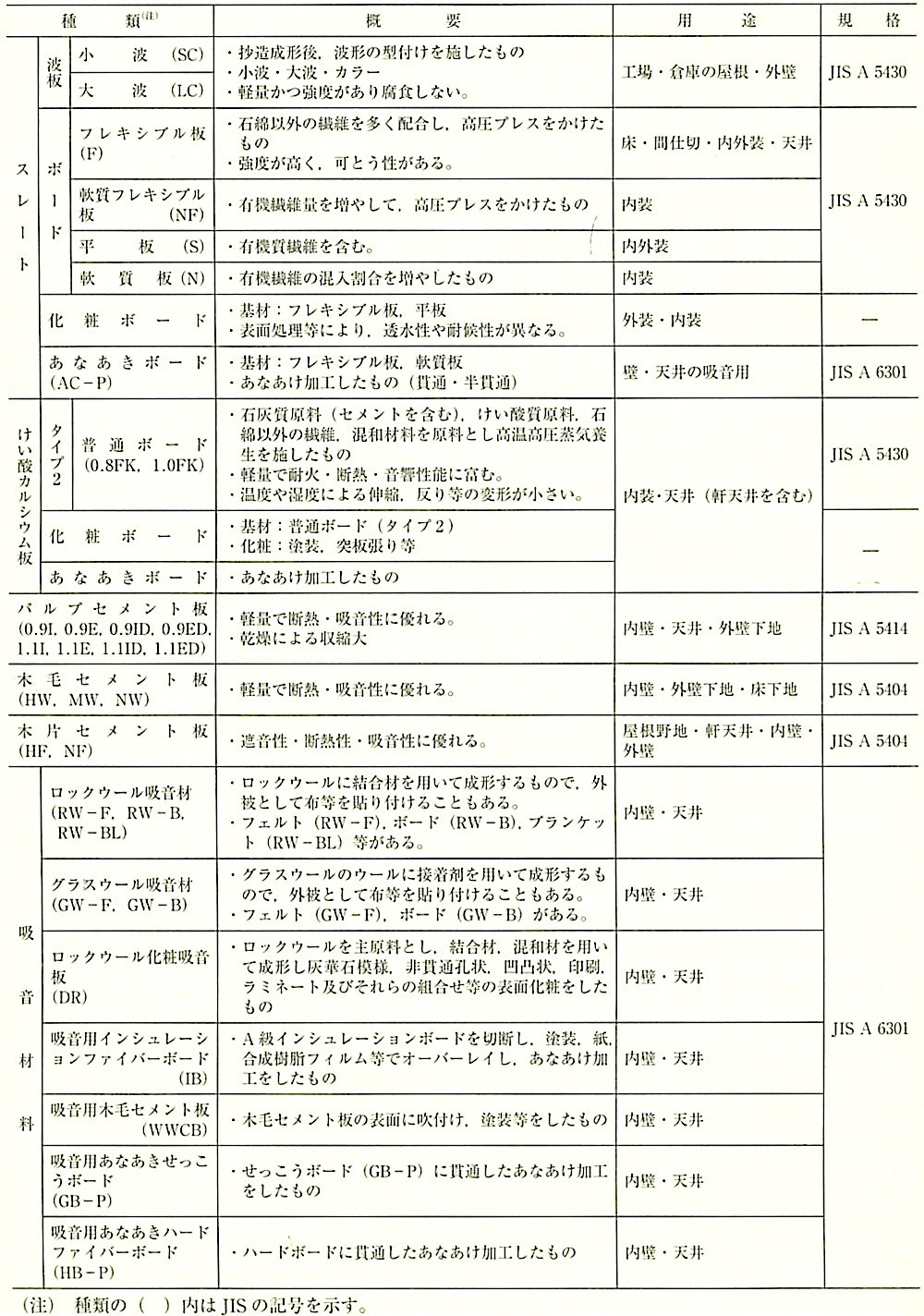
•\19.7.2 Ӯ»ӮМ‘јӮМғ{Ғ[ғh—ЮӮМҺн—ЮӮЖ“Б’ҘҒiӮ»ӮМ1Ғj
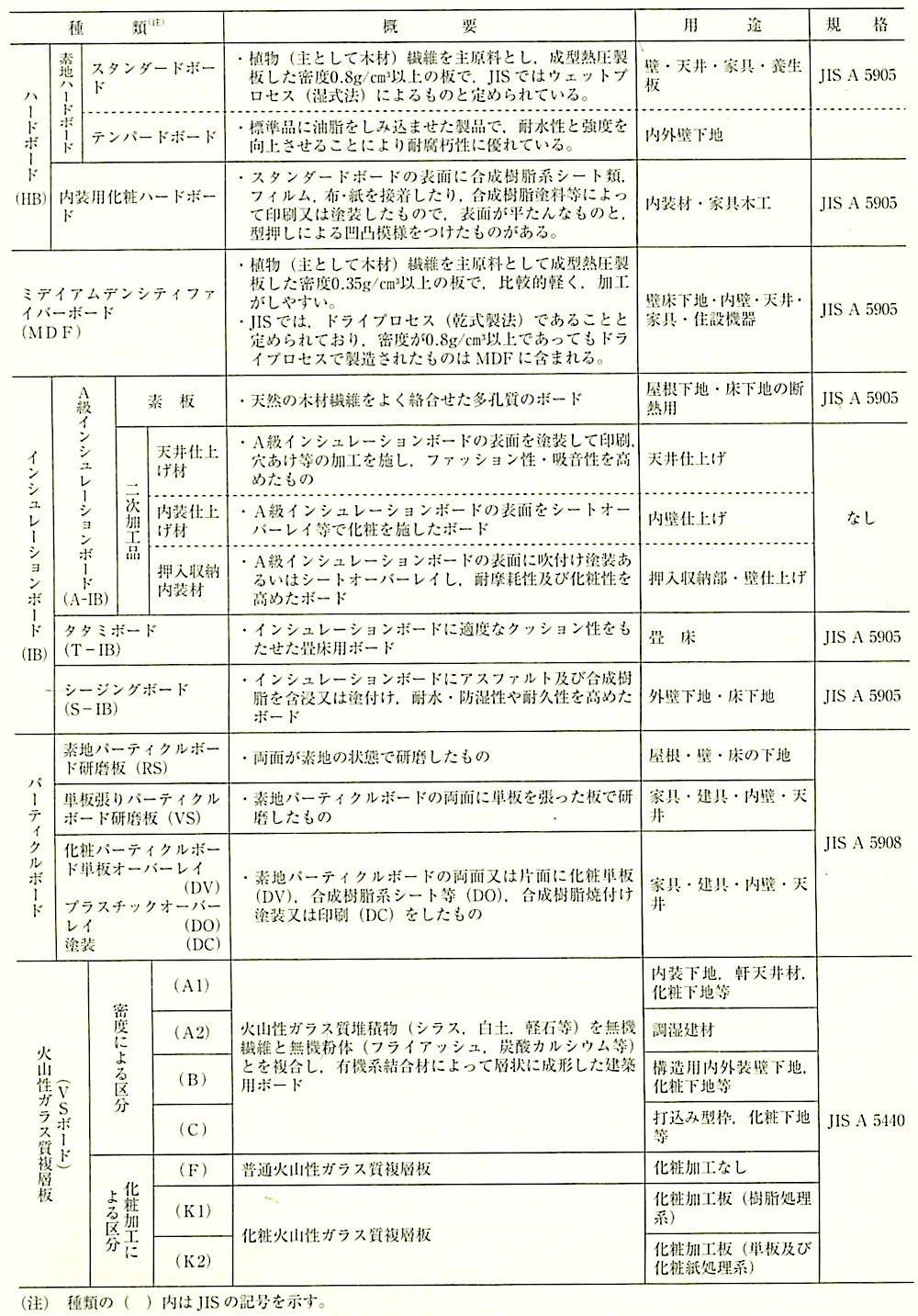
•\19.7.2 Ӯ»ӮМ‘јӮМғ{Ғ[ғh—ЮӮМҺн—ЮӮЖ“Б’ҘҒiӮ»ӮМ2Ғj
(b) ҚҮ”В—Ю
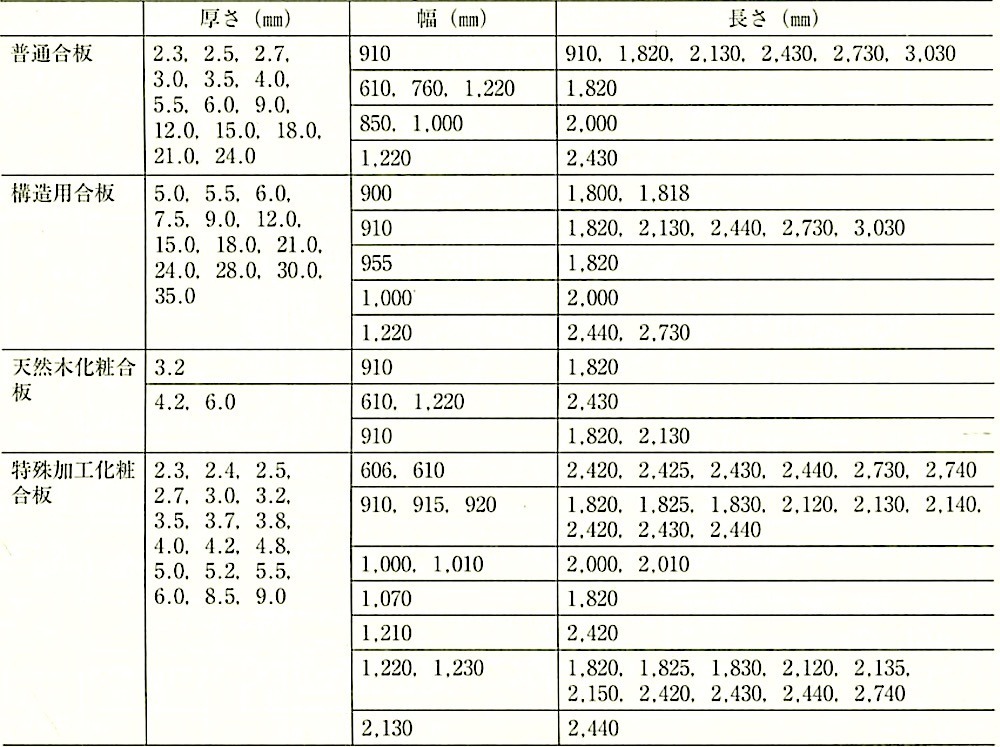
(1) ҚҮ”ВӮМ“ъ–{”_—СӢKҠiӮЙӮЁӮҜӮй•WҸҖҗЎ–@Ӯр•\19.7.3ӮЙҺҰӮ·ҒB
(2) ҚҮ”ВӮМ“ъ–{”_—СӢKҠiӮЙӮЁӮҜӮйҺн—Ю•КӮМ“Б’ҘҒA•i“ҷҒEӢж•Ә“ҷӮр•\19.7.4ӮЙҺҰӮ·ҒB
(3) ғzғӢғҖғAғӢғfғqғh”ӯҺUҢҡ’zҚЮ—ҝ“ҷӮЙӮВӮўӮДӮНҒA10җЯӮрҺQҸЖӮіӮкӮҪӮўҒB
(4) JASғ}Ғ[ғNӮНҚҮ”ВӮМҺн—ЮӮІӮЖӮЙҗ}19.7.2ӮМ—бӮМӮжӮӨӮЙ’иӮЯӮзӮкӮДӮўӮйҒB
•\19.7.3 ҚҮ”ВӮМ•WҸҖҗЎ–@(JAS)
җ}19.7.2 JASғ}Ғ[ғNӮМ—б
•\19.7.4 ҚҮ”В—ЮӮМҺн—ЮӮЖ“Б’Ҙ
(c) Ҹ¬ӮЛӮ¶“ҷ
Ҹ¬ӮЛӮ¶“ҷӮМJISӢKҠiӮЙӮНҒAJIS B 1112ҒiҸ\ҺҡҢҠ•tӮ«–ШӮЛӮ¶ҒjҒAJIS B 1122ҒiҸ\ҺҡҢҠ•tӮ«ғ^ғbғsғ“ӮЛӮ¶ҒjҒAJIS B 1124Ғiғ^ғbғsғ“ӮЛӮ¶ӮМӮЛӮ¶ҺRӮрӮаӮВғhғҠғӢӮЛӮ¶ҒjҒAJIS B 1125 (ғhғҠғҠғ“ғOғ^ғbғsғ“ӮЛӮ¶Ғj“ҷӮӘӮ ӮйҒB
19.7.3 ҚHҒ@–@
(a) Ҳк”КҺ–ҚҖ
(1) –Ъ’n’КӮиӮжӮӯҒA•s—ӨҒA–ЪҲбӮў“ҷӮӘҗ¶Ӯ¶ӮИӮўӮжӮӨӮЙҒAғ{Ғ[ғh–”ӮНҚҮ”В’Ј•tӮҜӮЙҗж—§ӮҝҒAҠ„•tӮҜҗ}ӮЙҸ]ӮБӮД–nҸoӮөӮрҚsӮўҒAүә’nӮМ•s—ӨӮв’КӮиӮМ’Іҗ®ӮрҚsӮӨҒB
(2) 5ҒҺҲИүәӮМ’бү·ҺһӮЙҗЪ’…ҚЬӮр—pӮўӮйӮЖҒAҚdү»‘¬“xӮӘ’бүәӮөҒAҚXӮЙ’бү·ӮЙӮИӮйӮЖ“ҖҢӢ“ҷӮЙӮжӮиҚdү»•s—ЗӮрҗ¶Ӯ¶ӮйӮұӮЖӮӘӮ ӮйҒB
(b) ғ{Ғ[ғh—ЮӮМ’Ј•tӮҜ
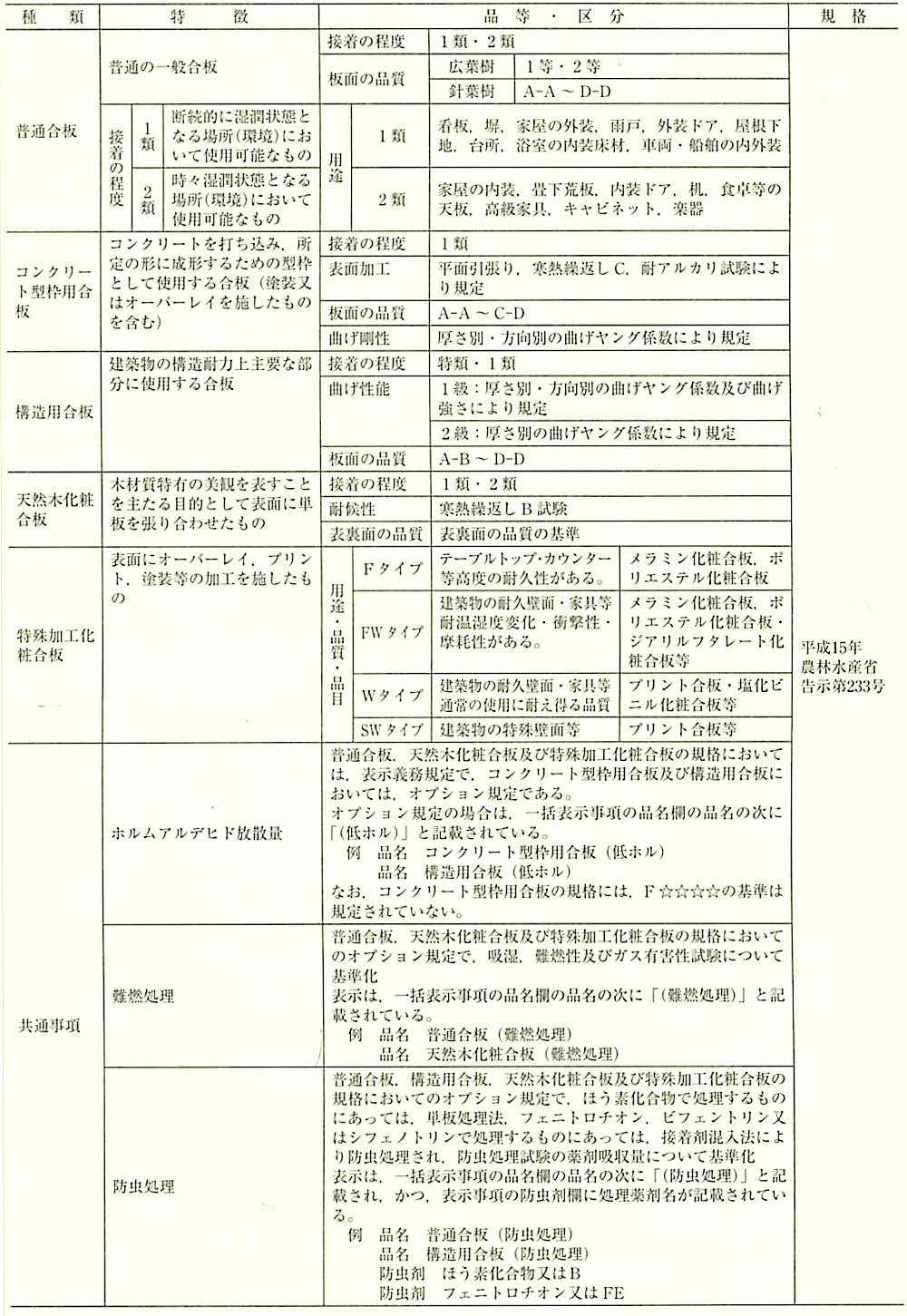
(1) ғ{Ғ[ғh—ЮӮрүә’nҚЮӮЙ’јҗЪ’ЈӮи•tӮҜӮйҸкҚҮӮМ—Ҝ•tӮҜ—pҸ¬ӮЛӮ¶—ЮӮМҠФҠuӮНҒCҒu•WҺdҒv•\19.7.2ӮМӮЖӮЁӮиӮЕӮ ӮйӮӘӮ№ӮБӮұӮӨғ{Ғ[ғh’ЈӮиӮМ•ЗӮЕӮНҺІ‘gӮЖғ{Ғ[ғhӮрҢҳҢЕӮЙҲк‘Мү»ӮіӮ№ӮйӮұӮЖӮЕҚ„җ«ӢyӮС‘ПүОҗ«”\ӮӘҠm•ЫӮіӮкӮйҒBҺІ‘gӮЖғ{Ғ[ғhӮМӢЩҢӢӢӯӮіӮНҺж•tӮҜӢа•ЁӮЖғ{Ғ[ғhӮМҗЪҚҮ•”ӮЙӮЁӮҜӮйғ{Ғ[ғhӮМӢӯӮіӮЙ•үӮӨӮЖӮұӮлӮӘ‘еӮ«ӮўӮМӮЕҒAҗ}19.7.3ӮМӮжӮӨӮЙ“BӢyӮСғhғҠғҠғ“ғOғ^ғbғsғ“ӮЛӮ¶ӮНғ{Ғ[ғh•\–КҺҶӮр”j‘№Ӯ·ӮйӮұӮЖӮИӮӯҒAҗіӮөӮўҠp“xӮЕғ{Ғ[ғhӮрүә’nӮЙ–§’…ӮіӮ№ӮйӮжӮӨӮЙҺ{ҚHӮөӮИӮҜӮкӮОӮИӮзӮИӮўҒB
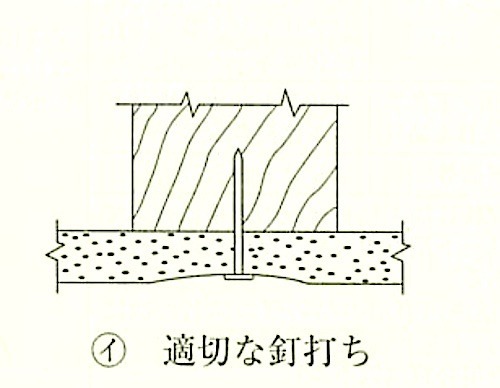
җ}19.7.3 “B‘ЕӮҝ
(2) ғ{Ғ[ғh—ЮӮрүә’n’ЈӮиӮМҸгӮЙ’ЈӮйҸкҚҮҒAҗЪ’…ҚЬӮрҺеӮЖӮөҒAҸ¬ӮЛӮ¶—ЮӮвғ^ғbғJҒ[ӮЙӮжӮйғXғeҒ[ғvғӢ“ҷӮМҠФҠuӮНҸcҒEүЎ200Ғ`300mm’ц“xӮЕ—ҜӮЯ•tӮҜӮйҒBӮұӮМӮЖӮ«Ҹг’ЈӮиӮЖүә’ЈӮиӮМғWғҮғCғ“ғgӮӘ“ҜҲК’uӮЙӮИӮзӮИӮўӮжӮӨӮЙӮ·ӮйҒB
(c) ҚҮ”В—ЮӮМ’Ј•tӮҜҒiҒu•WҺdҒv•\19.7.3ӮМҚH–@Ғj
(1) AҺнӮМҸкҚҮ
(i) “БҺкүБҚHү»ҸПҚҮ”ВҒA“БҺк•\–КҺdҸгӮ°ғ{Ғ[ғh—Ю“ҷӮМ’Ј•tӮҜӮЙ—pӮўӮзӮкӮйҚH–@ӮЕӮ ӮйҒB
(ii) җЪ’…ҚЬӮр“·үҸ–”ӮНҚҮ”ВҒAғ{Ғ[ғh—ЮӮМҗЪ’…–КӮЙ“h•tӮөҒAӮЛӮ¶—ҜӮЯӮөӮД’ЈӮи•tӮҜӮйҒB
(iii) үә’n’ЈӮиӮӘӮ ӮйҸкҚҮӮаҸгӢLӮЙҸҖӮ¶ӮД’ЈӮи•tӮҜӮйҒB
(iv) AҺнӮЙҸҖӮёӮйҚH–@ӮЖӮөӮДҒA”дҠr“I’ц“xӮМ—ЗӮўү»ҸП”ВӮМ’Ј•tӮҜӮЙ—pӮўӮзӮкӮйҗ}19.7.4ӮМӮжӮӨӮИҚH–@ӮӘӮ ӮйҒB
–Ъ’n“–ӮҪӮиӮЙ300mmҠФҠu’ц“xӮЙӮЖӮсӮЪүҹӮіӮҰӮрҚsӮӨӮ©ҒA“YӮҰ–ШӮр900mmҠФҠu’ц“xӮЙ—¬ӮөҒA–Ъ’n“–ӮҪӮиӮЙӮОӮиӮЕүјүҹӮіӮҰӮр—pӮўҒAҸҠ’иӮМ—{җ¶ҠъҠФҒiҗЪ’…ҚЬӮӘҚdү»Ӯ·ӮйӮЬӮЕҒjӮрҢoӮҪӮМӮҝҺжӮиҠOӮ·ҒB
җ}19.7.4 AҺнӮЙҸҖӮёӮйҚH–@
(2) BҺнӮМҸкҚҮ
ҚЕӮаҠИ’PӮИҚH–@ӮЕҒAү»ҸПҚҮ”ВӢyӮСү»ҸПғ{Ғ[ғh“ҷӮр“ҜҗFӮМғJғүҒ[ғlғCғӢҒAғJғүҒ[ӮЛӮ¶“ҷӮЕҺжӮи•tӮҜӮйҚH–@ӮЕӮ ӮйҒB
(3) (1), (2)ӮМҚH–@ӮМӮЩӮ©ӮЙҒA“V‘R–Шү»ҸПҚҮ”ВҒAғ{Ғ[ғh“ҷӮрҲшҠ|ӮҜӢа•ЁҒiӮЖӮБӮұҒAӮЗӮБӮұҒjӮр—pӮўӮД’ЈӮи•tӮҜӮйҚӮӢүӮИҚH–@ӮаӮ ӮйҒB
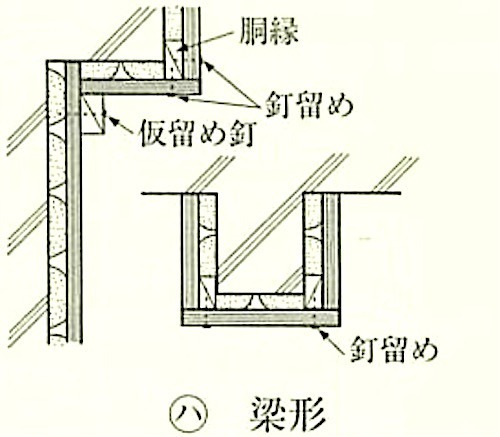
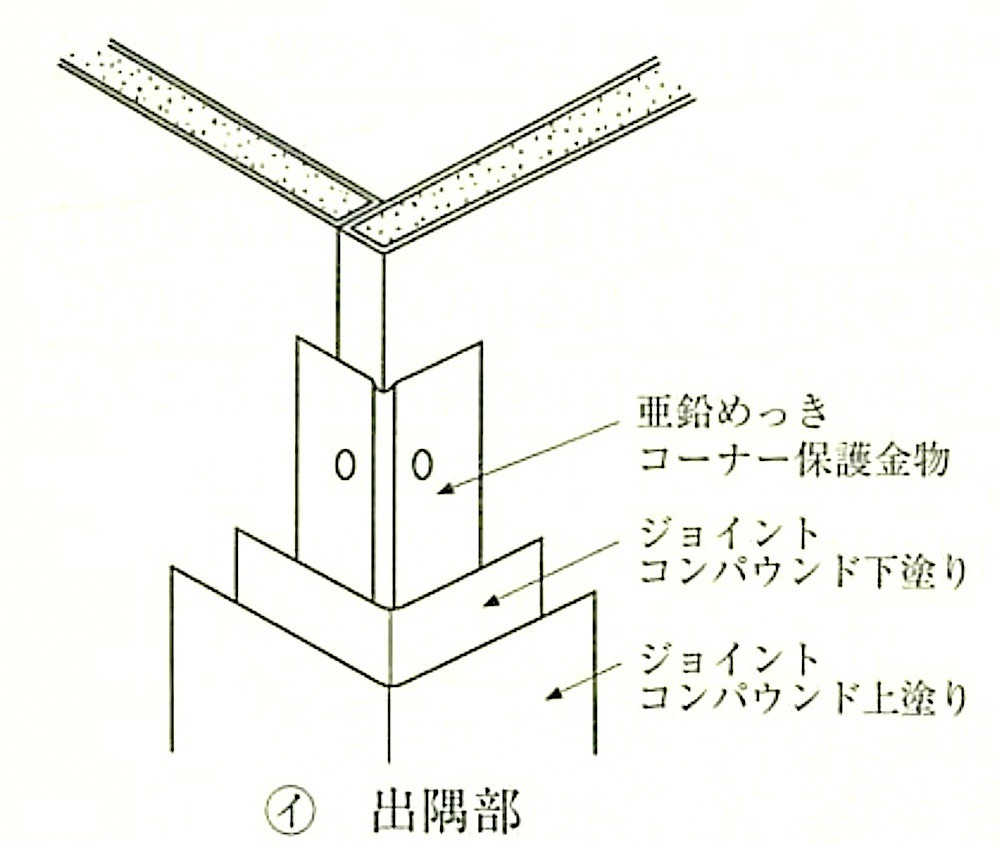
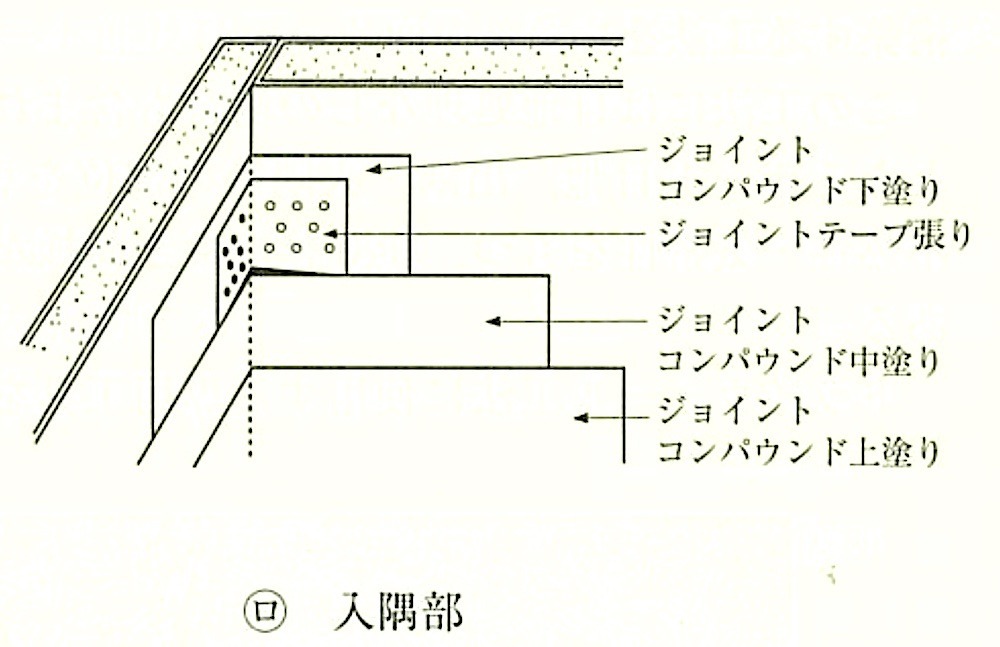
(d) Ҡe•”ӮМ”[ӮЬӮиӮМ—бӮрҗ}19.7.5Ғ`9ӮЙӢ“Ӯ°ӮйҒB
Ғ@Ғ@Ғ@Ғ@җ}19.7.5 •қ–ШӮМ”[ӮЬӮиӮМ—б
җ}19.7.6 •З–Ъ’nӮМ”[ӮЬӮиӮМ—б
җ}19.7.7 ҸoӢчӮМ”[ӮЬӮиӮМ—б
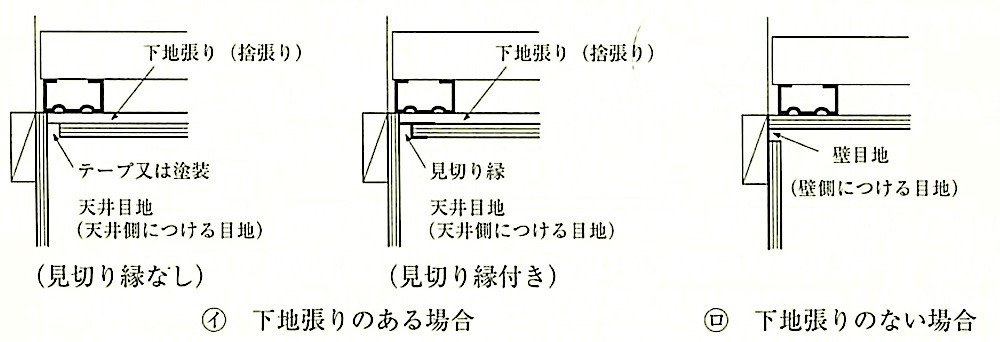
җ}19.7.8 •З-“VҲдӮМ”[ӮЬӮиӮМ—б
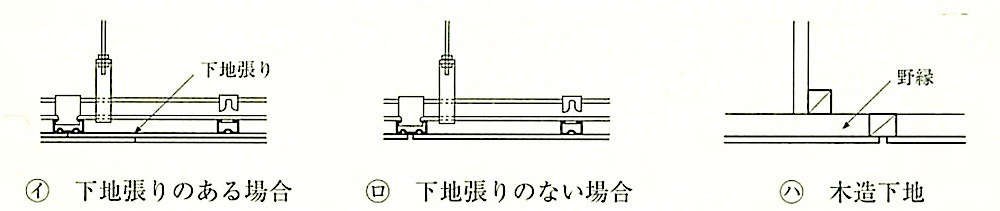
җ}19.7.9 “VҲдӮМ”[ӮЬӮиӮМ—б
(e) Ӯ№ӮБӮұӮӨғ{Ғ[ғhӮМӮ№ӮБӮұӮӨҢn’ј’ЈӮи—pҗЪ’…ҚЮӮЙӮжӮй’ј’ЈӮиҚH–@
(1) үә’nӮМҸҲ—қ
’ҚҲУҺ–ҚҖӮрүә’nҺн—Ю•КӮЙҺҰӮ·ҒB
Ү@ ғRғ“ғNғҠҒ[ғgүә’n–КӮНҒAҢ^ҳg’ч•tӮҜӢа•ЁӮМ“Ә“ҷӮрҺжӮиҸңӮ«ҒAҺw’иӮМғvғүғCғ}Ғ[ҸҲ—қӮрҚsӮӨҒB
ҮA ALCғpғlғӢүә’n–КӮНҒAӢzҗ…’Іҗ®ӮрҚsӮӨҒiҺw’иӮМғvғүғCғ}Ғ[ҸҲ—қӮӘӢzҗ…’Іҗ®ӮрҢ“ӮЛӮйҸкҚҮӮӘӮ ӮйҒjҒB
ҮB ’f”MҚЮүә’nӮМҸкҚҮӮНҒA‘ЕҚһӮЭ“ҷӮЙӮжӮиӢл‘МӮЙҠmҺАӮЙҢЕ’иӮіӮкӮҪӮаӮМӮЙҢАӮйҒB
ҮC ’f”MҚЮүә’nӮМҸкҚҮӮНҒA‘ЕҚһӮЭҚH–@ӮЖҢ»Ҹк”ӯ–AҚH–@ӮӘӮ ӮйӮӘҒAӮ№ӮБӮұӮӨҢn’ј’ЈӮи—pҗЪ’…ҚЮӮМҗ»‘ўҸҠӮӘҺw’иӮ·ӮйғvғүғCғ}Ғ[ҸҲ—қӮрҚsӮӨҒB
ӮИӮЁҒAҗҒ•tӮҜҚdҺҝғEғҢғ^ғ“ғtғHҒ[ғҖүә’nӮЙ’ј’ЈӮи—pҗЪ’…ҚЮӮрҺ{ҚHӮ·ӮйҸкҚҮҒAӮНҸ]—ҲӮМғvғүғCғ}Ғ[ӮЕӮНҗЪ’…җ«ӮӘ—тӮйҢң”OӮӘӮ ӮйӮұӮЖӮ©ӮзҒAҺ{ҚHӮЙҗж—§ӮҝҒAғvғүғCғ}Ғ[ӮМҗЪ’…җ«ӮрҠm”FӮ·ӮйҒBӮ»ӮМҺҺҢұ•ы–@ӢyӮСҗЪ’…ӢӯӮіӮНҒAJIS A 9526ҒiҢҡ’z•Ё’f”M—pҗҒ•tӮҜҚdҺҝғEғҢғ^ғ“ғtғHҒ[ғҖҒjӮЙҸҖӢ’ӮөҒAҠe’f”MҚЮӮМҚЕҸ¬җЪ’…ӢӯӮіҲИҸгӮЖӮ·ӮйҒBAҺн1ӮМҚЕҸ¬җЪ’…ӢӯӮіӮН 80kPa (0.080N/mm2ҒjӮЖӮИӮйҒBӮҪӮҫӮөҒA“ҜӮ¶ҚЮ—ҝӮМ‘gҚҮӮ№ӮЕҺАҺ{ӮөӮҪҺҺҢұҗ¬җСҸ‘ӮӘӮ ӮйҸкҚҮӮНҒAҺҺҢұӮрҸИ—ӘӮөӮДӮаӮжӮўҒBҺҺҢұ•ы–@ӮМҸЪҚЧ“ҷӮЙӮВӮўӮДӮНҒA“ъ–{ғEғҢғ^ғ“ҚHӢЖӢҰүпӮЙҸЖүпӮ·ӮйӮЖӮжӮўҒB
(2) –nҸoӮө
(i) үә’nӮМ“КүҡӮрҢvҺZӮЙ“ьӮкӮДҒAҸ°ҒE•З“ҷӮМҺdҸгӮ°ӮМ–nҸoӮөӮрҚsӮӨҒB
Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@Ғ@
(ii) ҺdҸгӮи–КӮЕӮМҗЎ–@(a)ӮНҒAғ{Ғ[ғhҢъӮі ( t ) + 3mmҲИҸгӮЕӮ ӮкӮОӮжӮўӮЖӮўӮнӮкӮйӮӘҒA•WҸҖҗЎ–@ӮЖӮөӮДӮНҒA9.5mmғ{Ғ[ғhӮЕ20mmҒA12.5mmғ{Ғ[ғhӮЕ25mmӮЖӮ·ӮйӮЖӮжӮўҒiҗ}19.7.10ҺQҸЖҒjҒB
ӮИӮЁҒA•З–КӮЖӮМҢ„ҠФӮр‘еӮ«ӮӯӮЖӮйҸкҚҮӮНҒAҗЪ’…ҚЮӮМ“h•tӮҜҢъӮіӢyӮС“h•tӮҜ•қӮр‘еӮ«ӮӯӮЖӮйӮжӮӨӮЙӮ·ӮйҒB
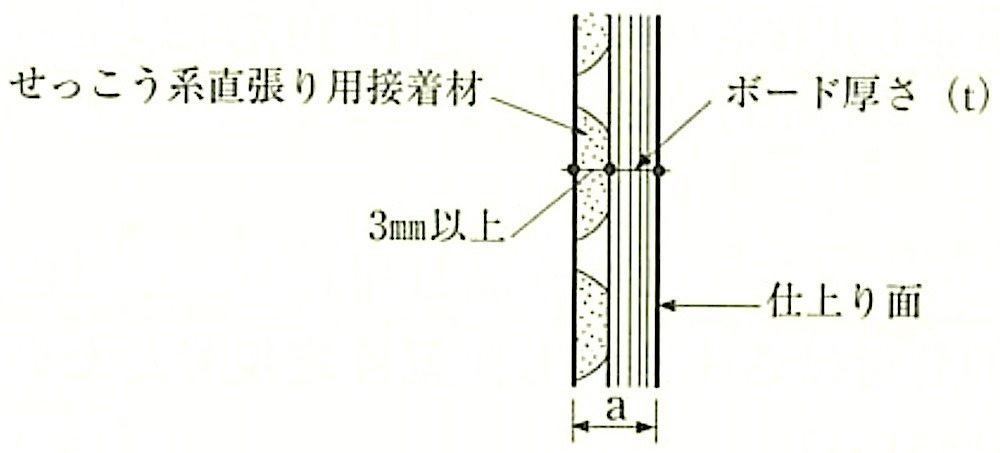
җ}19.7.10 ҺdҸгӮиӮЬӮЕӮМҗЎ–@
(3) ’ј’ЈӮи—pҗЪ’…ҚЮӮМ“h•tӮҜӮЖҠФҠu
(i) җЪ’…ҚЮӮНҒAҗ…ӮЕ—ыӮиҚҮӮнӮ№ӮДҺg—pӮ·ӮйӮӘҒA—ыӮиӢпҚҮӮНӮвӮвҚdӮЯӮЙӮөӮДҒA“hӮи•tӮҜӮҪӮЖӮ«ӮЙҒAӮҪӮкӮИӮў’ц“xӮЖӮ·ӮйҒB
(ii) Ҳк“xӮЙ—ыӮй•Ә—КӮНҒA1ҺһҠФҲИ“аӮЙҺgӮўҗШӮкӮй—КӮЖӮ·ӮйҒBҗЪ’…ҚЮӮНҒC—ыӮиҚ¬ӮәӮДӮ©Ӯз2ҺһҠФ’ц“xӮЕҚdү»Ӯ·ӮйҒB
(iii) җЪ’…ҚЮӮНүә’nӮЙүәӮұӮ·ӮиӮрӮөӮДҒAӮұӮДҲіӮрӮ©ӮҜӮҪӮМӮҝҒA’јӮҝӮЙҸҠ’иӮМҚӮӮіӮЙ“hӮи•tӮҜӮйҒB
ӮИӮЁҒAҗЪ’…ҚЮӮМҗ·ҸгӮ°ҚӮӮіӮНҗ}19.7.11ӮЙӮжӮй(Ғu•WҺdҒv19.7.3(f)(3)ҒjҒB
(iv) Ғu•WҺdҒv•\19.7.4ӮЙӮжӮйҗЪ’…ҚЮӮМҠФҠuӮрҗ}19.7.12ӮЙҺҰӮ·ҒB
(v) 1үсӮМҗЪ’…ҚЮӮМ“h•tӮҜӮНҒA’ЈӮи•tӮҜӮйғ{Ғ[ғh1–Ү•ӘӮЖӮ·ӮйҒB
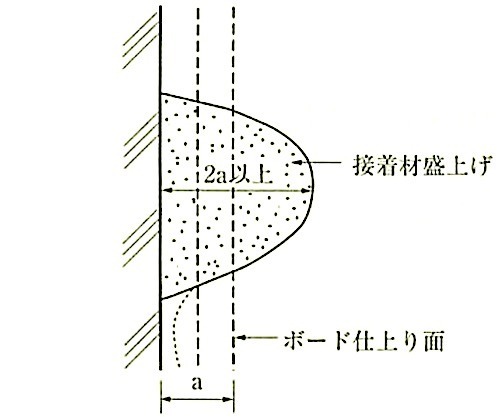
җ}19.7.11 Ӯ№ӮБӮұӮӨҢn–К’ЈӮи—pҗЪ’…ҚЮӮМҗ·ҸгӮ°ҚӮӮі
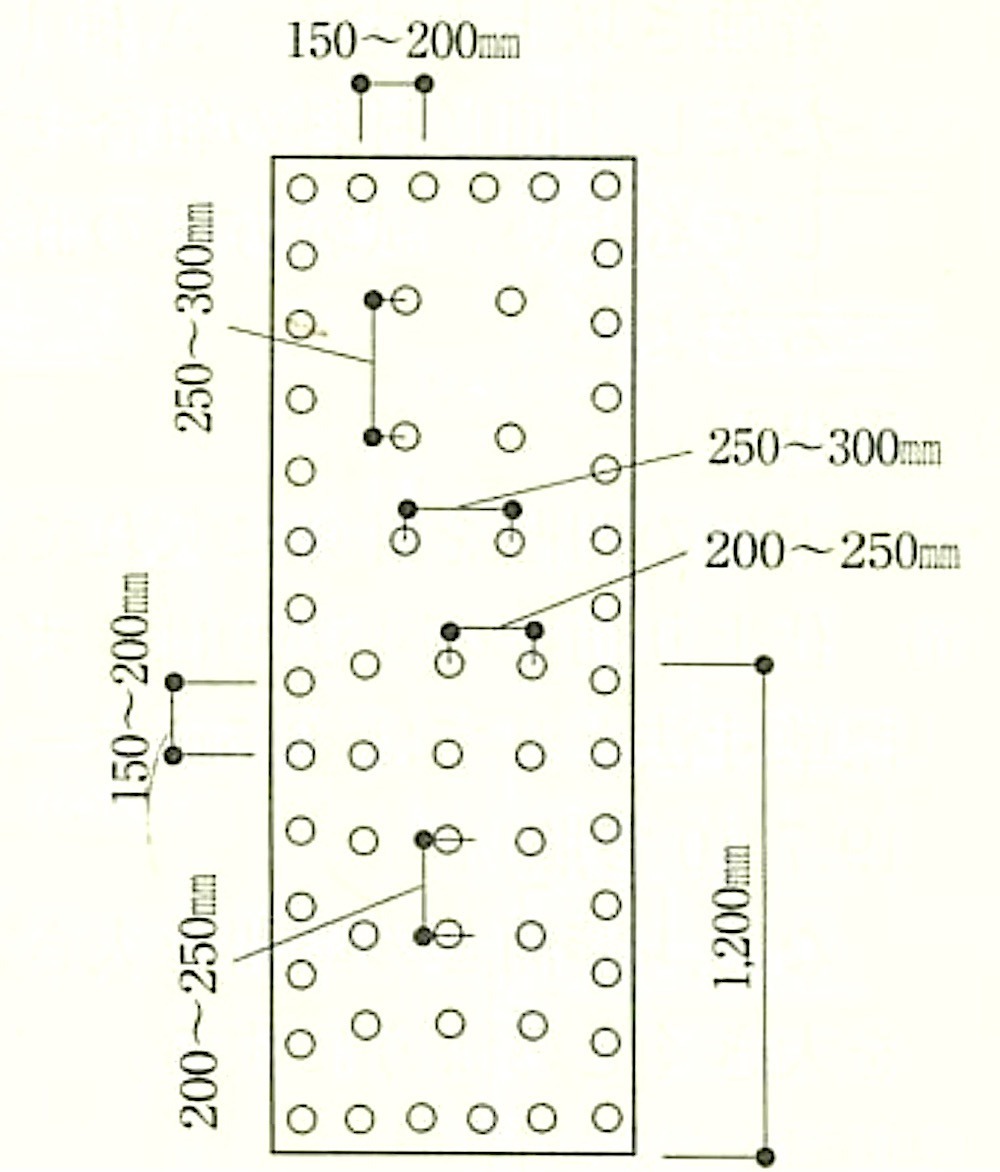
җ}19.7.12 Ӯ№ӮБӮұӮӨҢn’ј’ЈӮи—pҗЪ’…ҚЮӮМҠФҠu
(4) ’Ј•tӮҜ
(i) ғ{Ғ[ғhӮр•ЗӮЙүҹӮө•tӮҜӮйӮжӮӨӮЙӮөҒAҢyӮӯ’иӢKӮЕӮҪӮҪӮўӮДҸҷҒXӮЙҗЪ’…ӮөӮИӮӘӮзҺdҸгӮи–nӮЙҚҮӮнӮ№ӮДӮўӮӯҒB
(ii) ’иӢKӮЕғ{Ғ[ғh•\–КӮрӮҪӮҪӮ«ӮИӮӘӮзҒAҸгүәҚ¶үEӮМ•s—Ө’Іҗ®ӮрҗіҠmӮЙҚsӮӨҒB
“БӮЙғWғҮғCғ“ғg•”•ӘӮМ–ЪҲбӮўӮЖ•З–К‘S‘МӮМ•s—ӨӮрҠmӮ©ӮЯӮИӮӘӮз’Ј•tӮҜҚмӢЖӮрҗiӮЯӮйҒB
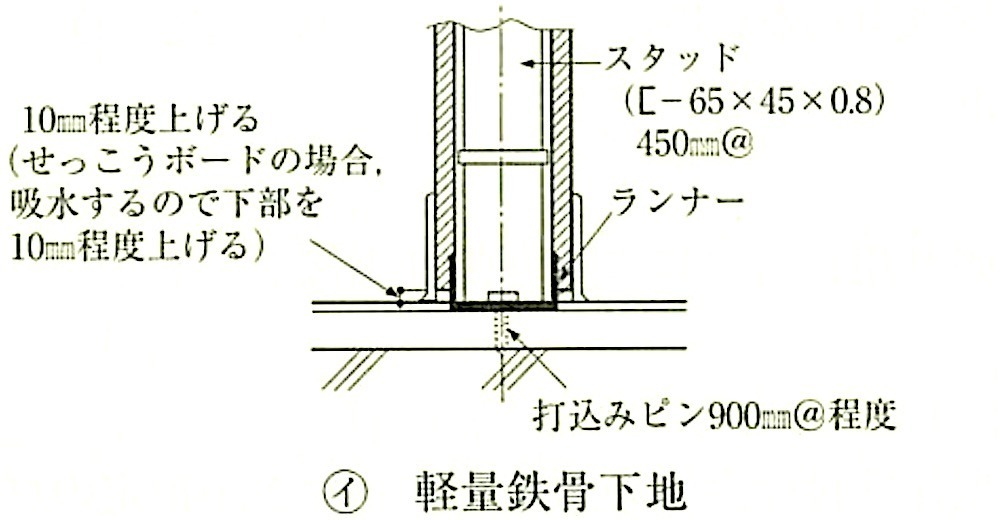
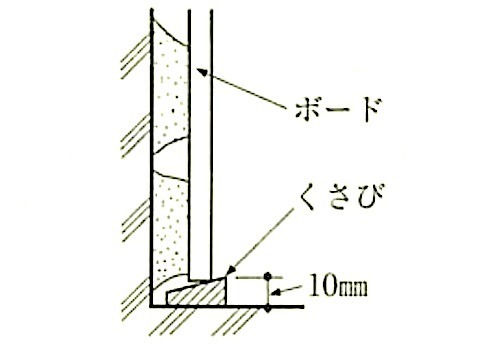
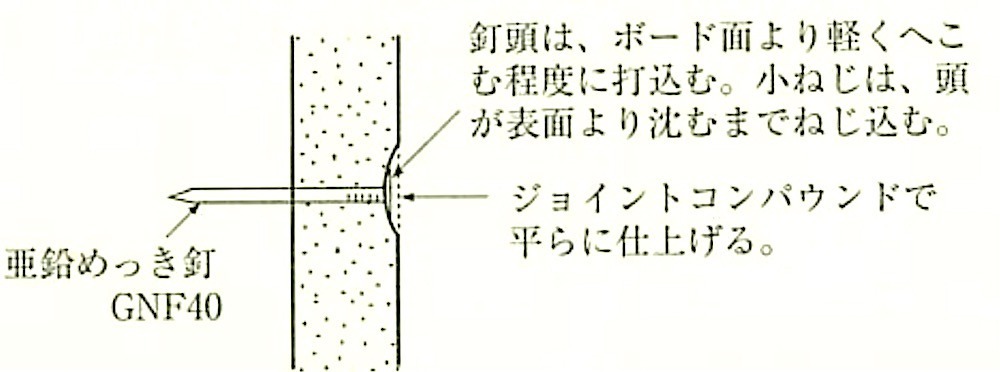
(iii) ғ{Ғ[ғhӮМҲі’…ӮМҚЫҒAҸ°–КӮ©ӮзӮМҗ…•ӘӮМӢzҸгӮ°Ӯр–hӮ®ӮҪӮЯӮӯӮіӮС“ҷӮрӮ©ӮўҒAҸ°–КӮ©Ӯз10mm’ц•ӮӮ©ӮөӮД’ЈӮи•tӮҜӮйҒiҗ}19.7.13ҺQҸЖҒjҒB
(iv) ’ЈӮи•tӮҜӮҪғ{Ғ[ғhӮНҒAҗЪ’…ҚЮӮӘҚdү»Ӯ·ӮйӮЬӮЕ“®Ӯ©ӮіӮИӮўӮжӮӨӮЙҸ\•Ә’ҚҲУӮ·ӮйҒB
(v) ҸoӢчҒA“ьӢчӢyӮС—АҢ`ӮМғ{Ғ[ғh’ЈӮиӮНҗ}19.7.14ӮЙӮжӮйҒB
җ}19.7.13 Ҹ°ҺжҚҮӮўӮМ—б
җ}19.7.14 ҸoӢчҒA“ьӢчӢyӮС—АҢ`ғ{Ғ[ғh’ҜӮиӮМ—б
(5) җЪ’…ҚЮӮНҠЈ‘ҮӮӘ’xӮўӮМӮЕҒA•\–КҺdҸгӮ°Ӯр’КӢCҗ«ӮМӮИӮўғrғjғӢғVҒ[ғgҒA“h—ҝ“ҷӮЖӮ·ӮйҸкҚҮӮЙӮНҒAҗЪ’…ҚЮӮӘҸ\•ӘӮЙҠЈ‘ҮӮөӮДӮ©ӮзӮЕӮИӮўӮЖҒAғ{Ғ[ғhӮМ•\–КӮӘҺјӮиҒAғVҒ[ғgӮМҗЪ’…ҚЮӮӘ•…”sҒA•ПҗFӮөӮДғVҒ[ғgӮЙӮЬӮҫӮзӮМүҳӮк“ҷӮӘҗ¶Ӯ¶ӮйӮМӮЕ’ҚҲУӮ·ӮйҒB
(f) Ӯ№ӮБӮұӮӨғ{Ғ[ғhӮМ–Ъ’nҚH–@“ҷ
(1) –Ъ’nҚH–@ӮМҺн—Ю
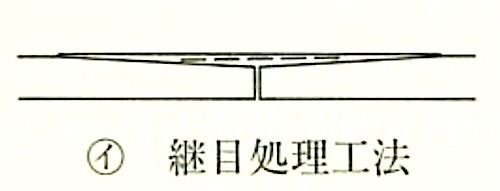
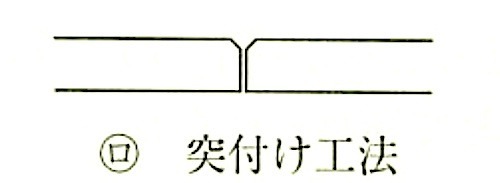
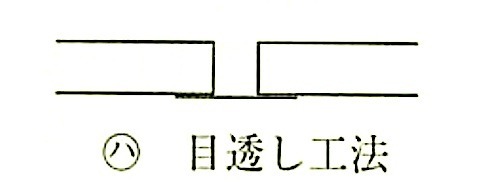
Ӯ№ӮБӮұӮӨғ{Ғ[ғhӮМ–Ъ’nҚH–@ҒiҢp–Ъ•”•ӘӮМғGғbғWӮЖғGғbғWӮМ”[ӮЬӮиҒjӮЙӮНҒA–Ъ’nҸҲ—қӮрҚsӮӨҢp–ЪҸҲ—қҚH–@•АӮСӮЙ–Ъ’nҸҲ—қӮрҚsӮнӮИӮў“Л•tӮҜҚH–@ӢyӮС–Ъ“§ӮөҚH–@ӮӘӮ ӮйҒiҗ}19.7.15ҺQҸЖҒjҒB
Ңp–ЪҸҲ—қҚH–@ӮНҒAүә’nғ{Ғ[ғh–КӮМ’Іҗ®ӮӘҺdҸгӮ°ӮМҗё“xӮЙ’јҗЪүeӢҝӮ·Ӯй“h‘•Ӯв”–ҺиӮМ•ЗҺҶ’ЈӮи“ҷӮМҺdҸгӮ°ӮМҸкҚҮӮЙ“K—pӮіӮкӮйҒB
“Л•tӮҜҚH–@ӮНҒAҲк”К“IӮЙӮНҒA‘qҢЙӮМӮжӮӨӮИғ{Ғ[ғhӮМҸгӮЙҺdҸгӮ°ӮрӮөӮИӮўҸкҚҮӮЙ“K—pӮіӮкӮйҒB
–Ъ“§ӮөҚH–@ӮНҒAҲк”К“IӮЙӮНҒAҲУҸ “IӮЙ–Ъ’nӮрҢ©Ӯ№ӮДғ{Ғ[ғhӮМҸгӮЙҺdҸгӮ°ӮрӮ·ӮйҸкҚҮӮЙ“K—pӮіӮкӮйҒB
җ}19.7.15 –Ъ’nҚH–@ӮМҺн—Ю
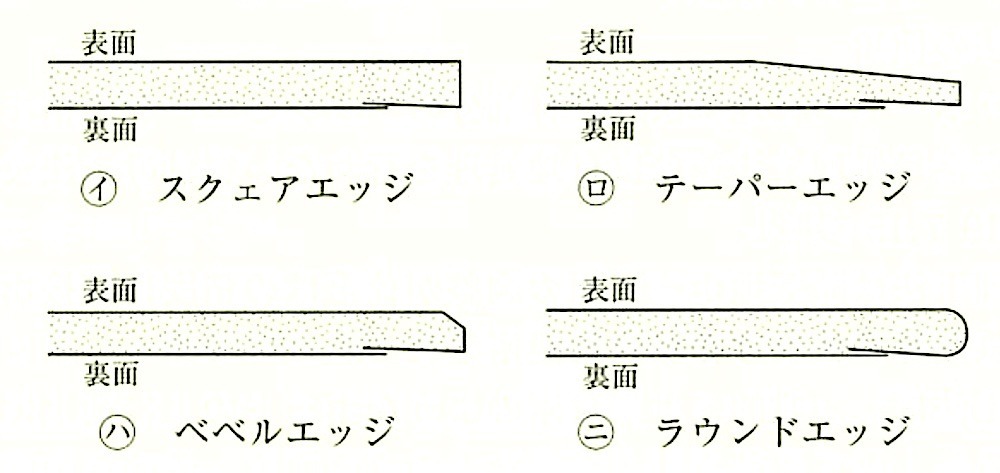
–Ъ’nҚH–@ӮМ3ӮВӮМҺн—ЮӮЖҲк”К“IӮЙҺg—pӮіӮкӮДӮўӮйғ{Ғ[ғhӮМғGғbғW“ҷӮМҠЦҢWӮрҒAҗ}19.7.16ӮЙҺҰӮ·ҒB
ӮИӮЁҒAҢ»ҚЭҺs”МӮіӮкӮДӮўӮйӮ№ӮБӮұӮӨғ{Ғ[ғhӮМJISӢKҠi•iӮНҒA •\–КӮЖ— –КӢyӮС’·Ӯі•ыҢьӮМ‘Ө–КӮӘғ{Ғ[ғhҢҙҺҶӮЕ”н•ўӮіӮкӮДӮўӮйҒAҲк”КӮЙҒuӮЦӮиҗЬӮи•iҒvӮЖҢДӮОӮкӮйӮаӮМӮЕӮ ӮйҒBӮЦӮиҗЬӮи•iӮМҺеӮИғGғbғWӮМҺн—ЮӮрҗ}19.7.17ӮЙҺҰӮ·ҒB
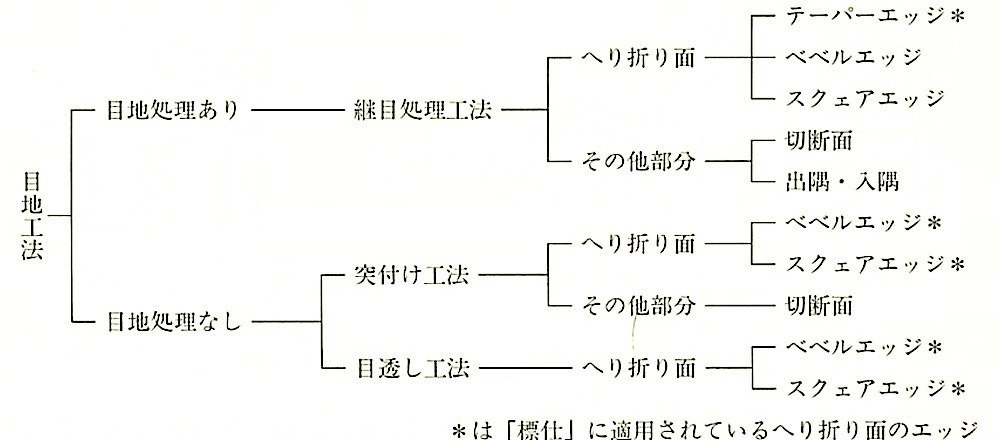
җ}19.7.16 –Ъ’nҚH–@ӮМҺн—ЮӮЖғGғbғWӮЖӮМҠЦҢW
җ}19.7.17 ҺеӮИғGғbғWӮМҺн—Ю(JIS A 6901 : 2009)
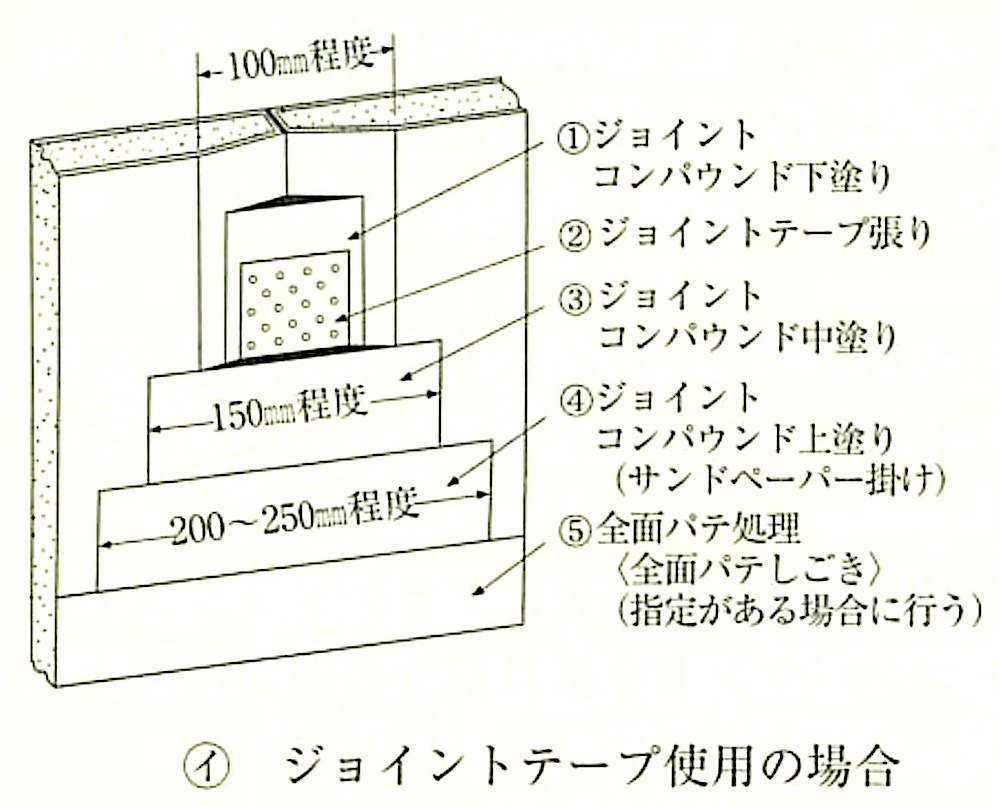
(2) Ңp–ЪҸҲ—қҚH–@
Ңp–ЪҸҲ—қҚH–@ӮЖӮНҒAӮ№ӮБӮұӮӨғ{Ғ[ғhӮМғeҒ[ғpҒ[ғGғbғWҒAғxғxғӢғGғbғW–”ӮНғXғNғGғAғGғbғWғ{Ғ[ғhӮрҺg—pӮөӮДҢp–ЪҸҲ—қӮрҚsӮўҒA–Ъ’nӮМӮИӮў•ҪҠҠӮИ–КӮрҚмӮйҚH–@ӮЕӮ ӮйҒB
Ңp–ЪҸҲ—қӮНҒAҗ…•ӘӮрӢzҺыӮөӮДӮаҗLҸkӮӘ 0.1Ғ“ҲИүәӮЕӮ ӮйӮЖӮўӮӨӮ№ӮБӮұӮӨғ{Ғ[ғhӮМ“Бҗ«Ӯр—ҳ—pӮөӮҪӮаӮМӮЕӮ№ӮБӮұӮӨғ{Ғ[ғhӮМҺ{ҚHӮМ’ҶӮЕҚЕӮаҸd—vӮИҚH’цӮЕӮ ӮйҒB
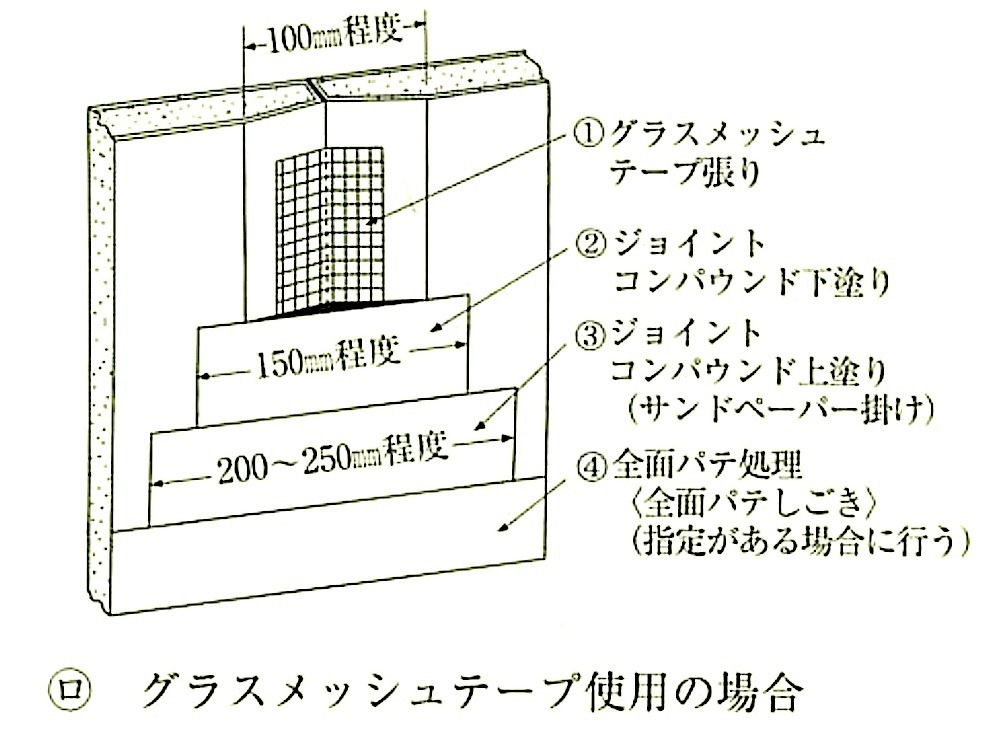
Ғu•WҺdҒvӮЕӮНҒAҢp–ЪҸҲ—қ—pӮЖӮөӮДҗ»‘ўӮіӮкҒA•ҪҠҠӮИ–Ъ’nӮМӮИӮў–КӮрҚмӮйӮМӮЙ“KӮөӮДӮўӮйғeҒ[ғpҒ[ғGғbғWғ{Ғ[ғhӮМӮЭӮӘҢp–ЪҸҲ—қҚH–@ӮМҺg—pҚЮ—ҝӮЖӮіӮкӮДӮўӮйҒB
ӮИӮЁҒAғxғxғӢғGғbғWӢyӮСғXғNғGғAғGғbғWғ{Ғ[ғhӮМҢp–ЪҸҲ—қӮНҒAғeҒ[ғpҒ[ғGғbғWӮжӮиӮаҗЯҲХӮЕӮ ӮйӮМӮЕҒAҺ{ҚHҸкҸҠ“ҷӮЙӮжӮБӮДӮНҚsӮнӮкӮДӮўӮйҒB
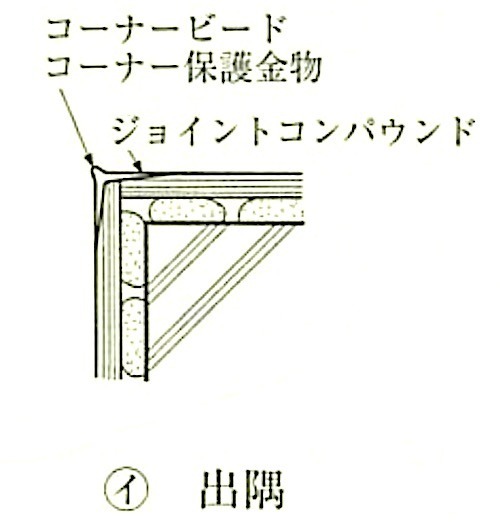
Ү@ ӮЦӮиҗЬӮи–КӮЗӮӨӮөҒiғeҒ[ғpҒ[ғGғbғWғ{Ғ[ғhҒjӮМҸкҚҮ
ғeҒ[ғpҒ[ғGғbғWғ{Ғ[ғhӮНҒA’·Һи•ыҢьӮЙғeҒ[ғpҒ[ӮӘӮВӮўӮҪӮаӮМӮЕҒA•ҪҠҠӮИүә’n–КӮрҚмӮйӮМӮЙ“KӮөӮДӮўӮйҒB
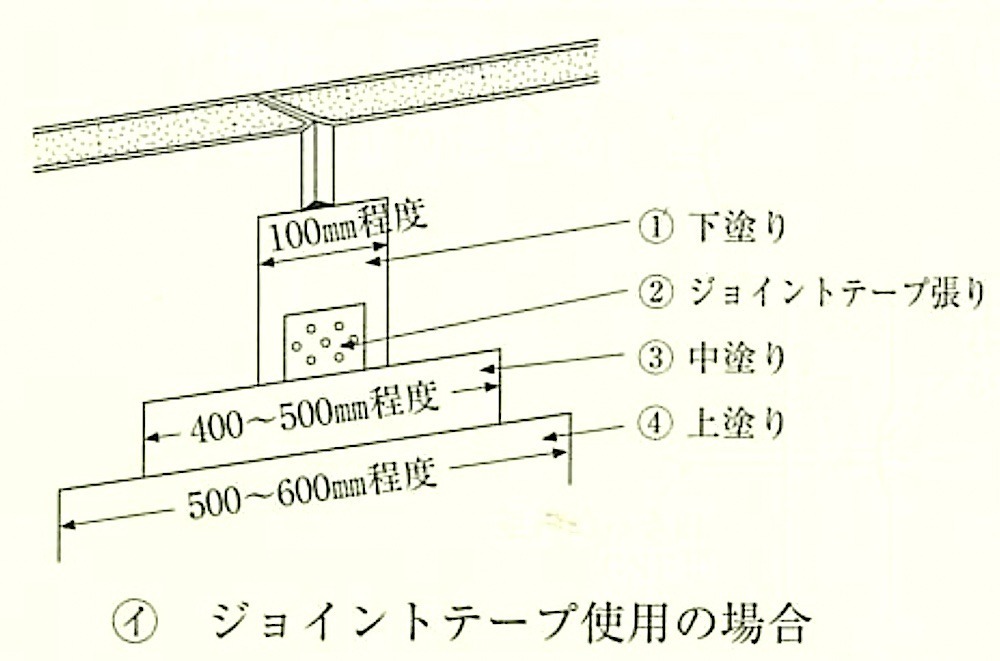
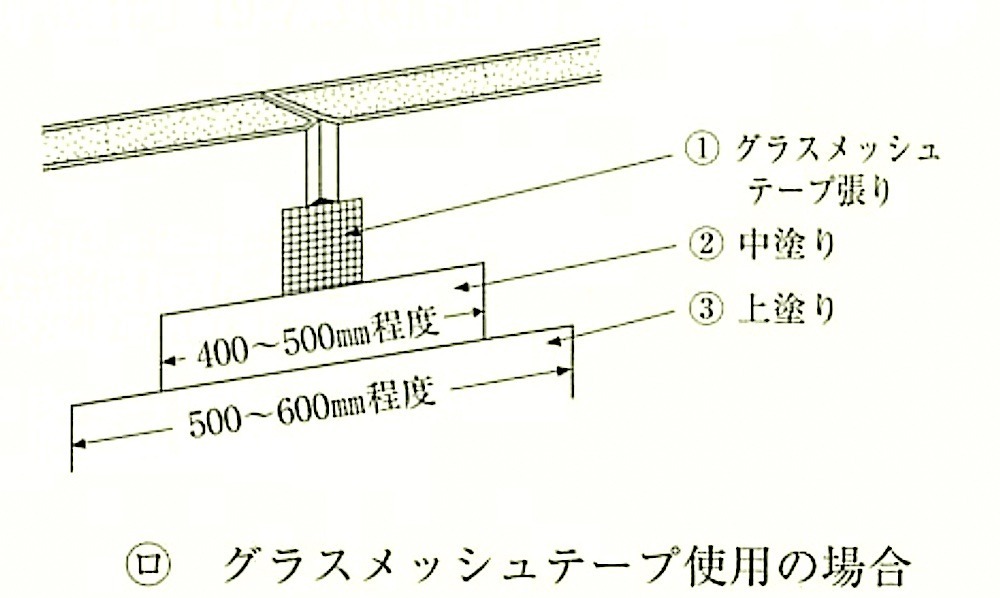
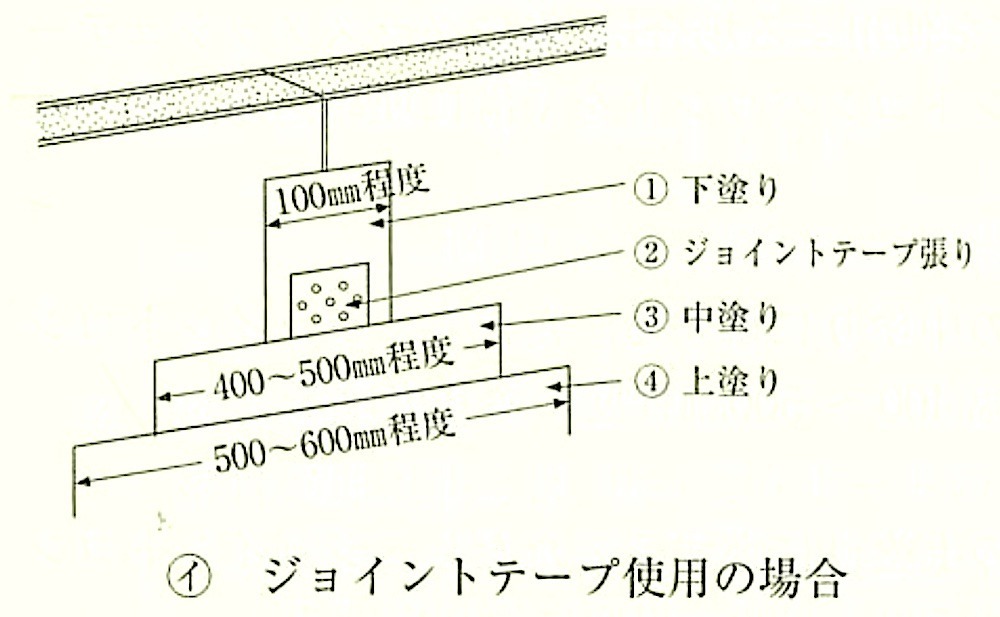
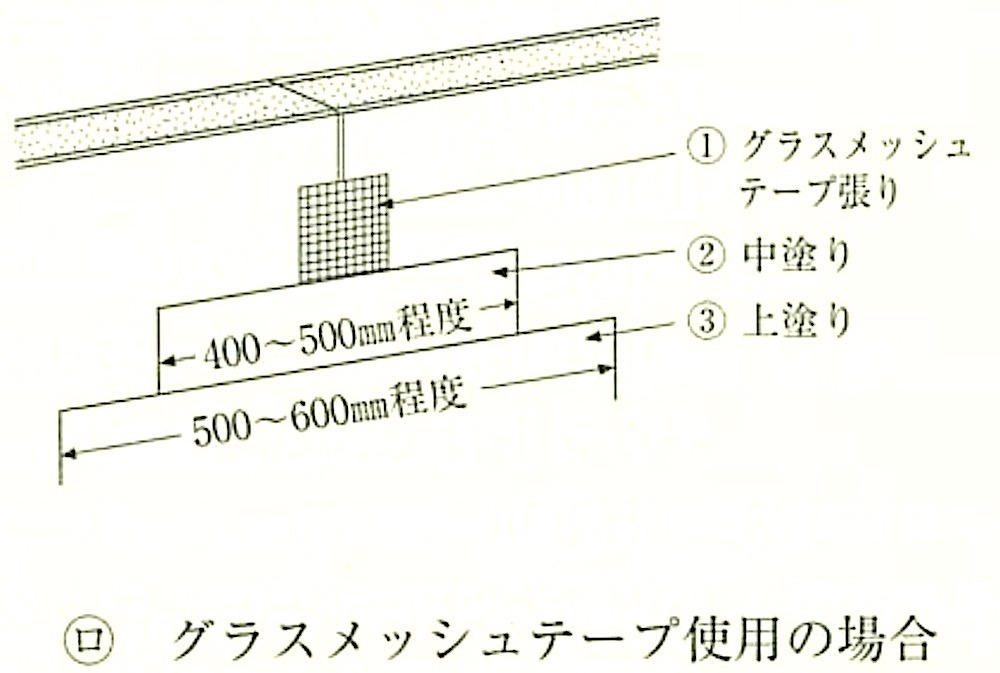
Ғu•WҺdҒvӮЕӢK’иӮіӮкӮДӮўӮйҚH–@ҒiҒu•WҺdҒv19.7.3(g)(2)(i)ҒjӮрҗ}үрӮ·ӮйӮЖҗ}19.7.18ӮМӮжӮӨӮЙӮИӮйҒB
җ}19.7.18 ғeҒ[ғpҒ[ғGғbғWғ{Ғ[ғhӮМҢp–ЪҸҲ—қҚH’цҗ}
ҮA ӮЦӮиҗЬӮи–КӮЗӮӨӮөҒiғxғxғӢғGғbғWғ{Ғ[ғhҒjӮМҸкҚҮҒiҒu•WҺdҒvҲИҠOӮМҚH–@Ғj
Ғu•WҺdҒvӮЕӮНӢK’иӮіӮкӮДӮўӮИӮўӮӘҒAҲк”К“IӮИҚH–@ӮрҺҹӮЙҺҰӮ·ҒBӮЬӮҪҒAӮ»ӮкӮрҗ}үрӮ·ӮйӮЖҗ}19.7.19ӮМӮжӮӨӮЙӮИӮйҒB
1) үә“hӮиӢyӮСғeҒ[ғv’ЈӮи
Ңp–Ъ•”•ӘӮМVҚaӮЙғWғҮғCғ“ғgғRғ“ғpғEғ“ғhӮр–„ӮЯҚһӮЭӮИӮӘӮзҒAӮ»ӮМҺь•УӮр•ҪӮзӮЙҺdҸгӮ°ӮйҒBҺҹӮМғWғҮғCғ“ғgғeҒ[ғv’ЈӮиӮНғeҒ[ғpҒ[ғGғbғWӮМғeҒ[ғv’ЈӮиӮЙҸҖӮёӮйҒB
ӮИӮЁҒAғOғүғXғҒғbғVғ…ғeҒ[ғvӮрҺg—pӮ·ӮйҸкҚҮӮНҒAҗжӮЙғOғүғXғҒғbғVғ…ғeҒ[ғvӮр’ЈӮиҒAӮ»ӮМҸгӮ©ӮзғWғҮғCғ“ғgғRғ“ғpғEғ“ғhӮрVҚaӮЙ–„ӮЯҚһӮЭҒA•ҪӮзӮЙҺdҸгӮ°ӮйҒB
2) ’Ҷ“hӮи
’Ҷ“rӮиӮНҒAғeҒ[ғpҒ[ғGғbғWӮМ’Ҷ“rӮиӮЙҸҖӮёӮйҒBӮҪӮҫӮөҒAғWғҮғCғ“ғgғRғ“ғpғEғ“ғhӮНӮЕӮ«ӮйӮҫӮҜ”–ӮӯҒA•қ400Ғ`500mm’ц“xӮЙ“hӮиҚLӮ°ӮйҒB
3) Ҹг“rӮи
Ҹг“hӮиӮНҒAғeҒ[ғpҒ[ғGғbғWӮМҸг“rӮиӮЙҸҖӮёӮйҒBӮҪӮҫӮөҒAғWғҮғCғ“ғgғRғ“ғpғEғ“ғhӮНӮЕӮ«ӮйӮҫӮҜ”–ӮӯҒA•қ500Ғ`600mm’ц“xӮЙ“hӮиҚLӮ°ӮйҒB
җ}19.7.19 ғxғxғӢғGғbғWғ{Ғ[ғhӮМҢp–ЪҸҲ—қҚH’цҗ}
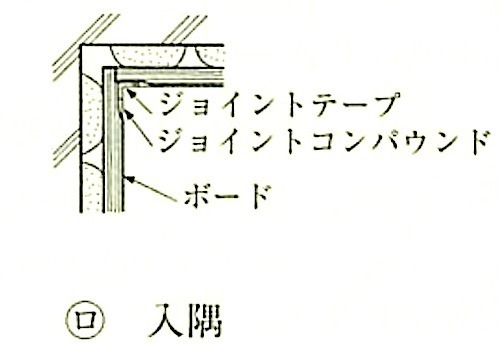
ҮB ӮЦӮиҗЬӮи–КӮЗӮӨӮөҒiғXғNғGғAғGғbғWғ{Ғ[ғhҒjӮМҸкҚҮҒiҒu•WҺdҒvҲИҠOӮМҚH–@Ғj
Ғu•WҺdҒvӮЕӮНӢK’иӮіӮкӮДӮўӮИӮўӮӘҒAҲк”К“IӮИҚH–@ӮрҺҹӮЙҺҰӮ·ҒBӮЬӮҪҒAӮ»ӮкӮрҗ}үрӮ·ӮйӮЖҗ}19.7.20ӮМӮжӮӨӮЙӮИӮйҒB
1) үә“hӮиӢyӮСғeҒ[ғv’ЈӮи
Ңp–Ъ•”•ӘӮМҢ„ҠФӮЙғWғҮғCғ“ғgғRғ“ғpғEғ“ғhӮр–„ӮЯҚһӮЭӮИӮӘӮзҒAӮ»ӮМҺь•УӮр•ҪӮзӮЙҺdҸгӮ°ӮйҒBҺҹӮМғWғҮғCғ“ғgғeҒ[ғv’ЈӮиӮНғeҒ[ғpҒ[ғGғbғWӮМғeҒ[ғv’ЈӮиӮЙҸҖӮёӮйҒB
ӮИӮЁҒAғOғүғXғҒғbғVғ…ғeҒ[ғvӮрҺg—pӮ·ӮйҸкҚҮӮНҒAҗжӮЙғOғүғXғҒғbғVғ…ғeҒ[ғvӮр’ЈӮиҒAӮ»ӮМҸгӮ©ӮзғWғҮғCғ“ғgғRғ“ғpғEғ“ғhӮрҢp–Ъ•”•ӘӮМҢ„ҠФӮЙ–„ӮЯҚһӮЭ•ҪӮзӮЙҺdҸгӮ°ӮйҒB
2) ’Ҷ“hӮи
’Ҷ“hӮиӮНҒAғxғxғӢғGғbғWӮМ’Ҷ“hӮиӮЙҸҖӮёӮйҒB
3) Ҹг“hӮи
Ҹг“hӮиӮНҒAғxғxғӢғGғbғWӮМҸг“hӮиӮЙҸҖӮёӮйҒB
ҮC җШ’f–КӮЗӮӨӮөӮМҸкҚҮ
Ғu•WҺdҒvӮЙӢK’иӮіӮкӮДӮўӮйҚH–@ҒiҒu•WҺdҒv19.7.3(g)(z)(ii)ҒjӮрҗ}үрӮ·ӮйӮЖҗ} 19.7.20ӮМӮжӮӨӮЙӮИӮйҒBӮҪӮҫӮөҒA“Л•tӮҜ‘OӮЙҗШ’f–КӮМғ{Ғ[ғh—pҢҙҺҶ•\–КӮМ–КҺжӮиӮрҚsӮӨҒB
җ}19.7.20 ғXғNғGғAғGғbғWғ{Ғ[ғhӮЗӮӨӮөӢyӮСҗШ’f–КӮЗӮӨӮөӮМҢp–ЪҸҲ—қҚH’цҗ}
ҮD ҸoҢGҒE“ьӢч•”ӮМҸҲ—қ
Ғu•WҺdҒvӮЙӢK’иӮіӮкӮДӮўӮйҚH–@ҒiҒu•WҺdҒv19.7.3 (g)(z)(ii)ҒjӮрҗ}үрӮ·ӮйӮЖҗ}19.7.21ӮМӮжӮӨӮЙӮИӮйҒB
җ}19.7.21 ҸoӢчҒA“ьӢч•”ӮМҸҲ—қ
(3) “Л•tӮҜҚH–@
ғ{Ғ[ғhӮМҸгӮЙҺdҸгӮ°ӮрҚsӮнӮИӮўҸкҚҮӮЙҒAғxғxғӢғGғbғWҺбӮөӮӯӮНғXғNғGғAғGғbғW ғ{Ғ[ғhӮМӮЦӮиҗЬӮи–КӮЗӮӨӮө–”ӮНҗШ’f–КӮЗӮӨӮөӮр“ЛӮ«•tӮҜ–§’…ӮіӮ№ӮД’ЈӮйҚH–@ӮЕӮ ӮйҒB
җШ’f–КӮЗӮӨӮөӮМҸкҚҮӮНҒAҗШ’f–КӮМүҡ“КӮрғJғbғ^Ғ[ғiғCғtҒAӮвӮ·Ӯи“ҷӮЕ•ҪҠҠӮЙӮөӮД“ЛӮ«•tӮҜҗЪҚҮӮ·ӮйҒB
(4) –Ъ“§ӮөҚH–@
–Ъ’nӮр”ьӮөӮӯҢ©Ӯ№ӮйӮҪӮЯӮЙҲУҸ “IӮИҲУ–ЎӮЕғxғxғӢғGғbғW–”ӮНғXғNғGғAғGғbғWғ{Ғ[ғhҗЪҚҮ•”Ӯр“Л•tӮҜӮЖӮ№ӮёҒA‘ҪҸӯҢ„ҠФҒiҲк”КӮЙ6Ғ`9mm)ӮрҠJӮҜӮД’к–Ъ’nӮрӮЖӮиҒAғ{Ғ[ғhӮр’ЈӮйҚH–@ӮЕӮ ӮйҒB
(5) “BӮвҸ¬ӮЛӮ¶“ҷӮМ“ӘӮМӮӯӮЪӮЭӮМҸҲ—қ
“h‘•Ӯв•лҺиӮМ•ЗҺҶ’ЈӮи“ҷӮМҺdҸгӮ°ӮрҚsӮӨҸкҚҮҒAүә’nғ{Ғ[ғhӮМ’Іҗ®ӮӘҺdҸгӮ°җё“xӮЙ’јҗЪүeӢҝӮ·ӮйӮұӮЖӮ©ӮзҒA—Ҝ•tӮҜҚЮӮМ“ӘӮМӮӯӮЪӮсӮҫүУҸҠӮНҒAғWғҮғCғ“ғgғRғ“ғpғEғ“ғhӮЕ•ҪҠҠӮЙҺdҸгӮ°ӮйӮұӮЖӮӘ•K—vӮЕӮ ӮйҒB
Ғu•WҺdҒvӮЕӢK’иӮіӮкӮДӮўӮйҚH–@ҒiҒu•WҺdҒv19.7.3(g)(5)(i))Ӯрҗ}үрӮ·ӮйӮЖҗ}19.7.22ӮМӮжӮӨӮЙӮИӮйҒB
җ}19.7.22 “BӢyӮСҸ¬ӮЛӮ¶“ӘӮМҸҲ—қ
(g) ғhғүғCғEғHҒ[ғӢҚH–@
–{—ҲӮНҒAҚHҸкҗ¶ҠUӮЙӮжӮйғ{Ғ[ғh—ЮӮрҺg—pӮөӮД•ЗҒE“VҲд“ҷӮрӮВӮӯӮйҠЈҺ®ҚH–@ӮМӮұӮЖӮЕӮ ӮйӮӘҒCӢЯ”NӮН–k•ДӮр’ҶҗSӮЙ”ӯ’BӮөӮҪҒAғ{Ғ[ғhҺж•tӮҜ—pүә’nҚЮҒAӮ№ӮБӮұӮӨғ{Ғ[ғh—ЮҒAғ{Ғ[ғh—Ҝ•tӮҜҚЮҒAғWғҮғCғ“ғgғRғ“ғpғEғ“ғhҒAғWғҮғCғ“ғgғeҒ[ғvӢyӮСғRҒ[ғiҒ[ғrҒ[ғh“ҷӮМҚЮ—ҝӮр—pӮўӮДғ{Ғ[ғhӮМҺж•tӮҜүә’nӮ©ӮзҢp–ЪҸҲ—қӮЬӮЕҲкҺ®ӮЕ•ЗҒE“VҲдӮрҚ\’zӮ·ӮйҚH–@ӮрӮўӮӨҒB
ӮұӮМҚH–@ӮЙӮН–Ъ’nҸҲ—қӮИӮөӮМҸкҚҮӮаҠЬӮЬӮкӮйӮӘҒAҲк”ФӮМ“Б’ҘӮНҒAҠЈҺ®ҚH–@ӮМҺг“_ӮЖӮИӮйғ{Ғ[ғh–Ъ’nҒAҸoӢчҒE“ьӢч“ҷӮМ•”ҲКӮрҗк—pӮМҚЮ—ҝӮЖҚHӢпӮр—pӮўӮД•вӢӯҸҲ—қӮөҒA•s”Rҗ«ҒEӢC–§җ«ӮрӮаӮВҒA“hӮиҺdҸгӮ°ӮЖ“Ҝ—lӮИҲк‘МӮМ•ЗҒE“VҲд–КӮр“ҫӮзӮкӮйӮЖӮұӮлӮЙӮ ӮйҒB
ғhғүғCғEғHҒ[ғӢҚH–@ӮЙҺg—pӮ·Ӯйҗк—pҚHӢпӮрҗ}19.7.23ӮЙҺҰӮ·ҒB
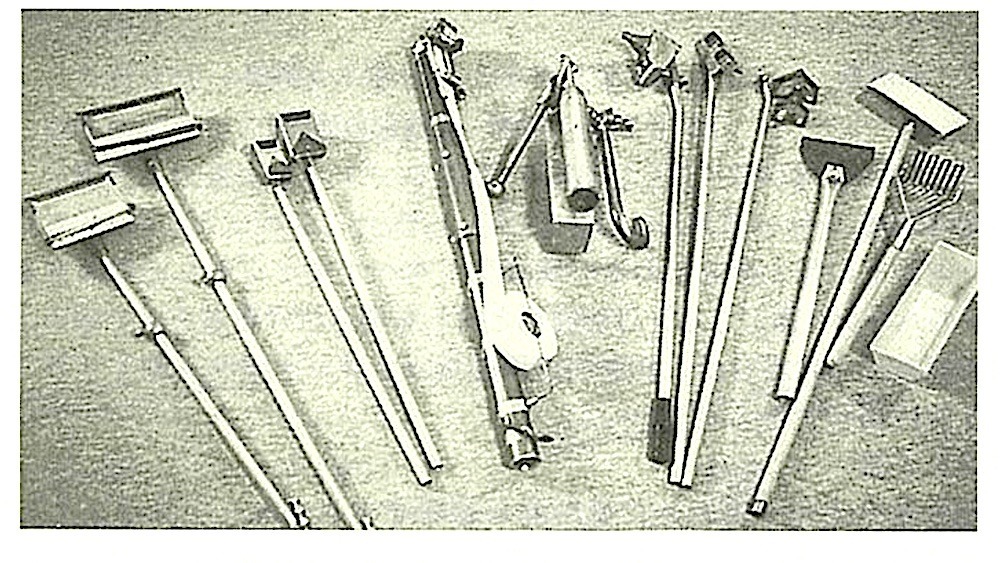
җ}19.7.23 ғhғүғCғEғHҒ[ғӢҚH–@—pҚHӢп
ҒyӮұӮМғJғeғSғҠҒ[ӮМҚЕҗVӢLҺ–Ғz
-
no image
-
no image
-

-

-

-
-

-
-

-





























