��V�� �S���H��
�R�� �H����
7.3.1 �K�p�͈�
�{�߂́A�S���̐���ɌW��H���ʁA���쐸�x�y�ѐ��i������ΏۂƂ��Ă���B
7.3.2 �H��}
(a) �H��}
(1) �H��}�́A�v�}���̓��e����������ɓ����萻��E�����ɂ�����w�����I�Ȗ������ʂ������̂ł���A�v�}���̋L�ړ��e�𐳂����D�荞�݁A����E�������\�ł��邱�Ƃ��m�F�������̂łȂ���Ȃ�Ȃ��B�{�H����\���ו��̔[�܂�̊m�F���H��}�݂̂ō���ȏꍇ�͌����}�E�͌^����⏕�I�ɍ쐬���m�F����B
(2) �u�W�d�v1.2.3 (a)�ł́A�{�H�}���i�H��}���܂ށB�j�ɂ��Ă͊ēE���̏������邱�ƂƂ��Ă���̂ŁA�S���̐���E�����̍H���Ɏx�Ⴊ�łȂ��悤�ɒ�o������B
(3) �H��}�́A�ēE���E�ғ��E�S������H�ꂪ���c�m�肵���v�}���Ɋւ���^�`�����y�ю{�H�̎�i�E��@�Ɋւ����Ď����f�������̂Ƃ���B
(4) �H��}�́A���g�}�E���}�E���ڍא}�E���ڍא}�E�p���}�A�n�ڊ�}���ō\�����A�L�ړ��e�͎��̂Ƃ���ł���B
i) �S�����ނ̏ڍׂȌ`��E���@�E�ގ��E���i���ʁE���i����
(ii) �n�ڋy�э��J�{���g�ڍ����̌`��E���@�E�{���g�̎�ށE�����E�p�蕄��
(iii) �ݔ��W�E���O���W�t�������A�������A�R���N���[�g�W�E�S�؊W�E�A�t�@�X�i�[��
(5) �H��}�̌��������́A���̂Ƃ���ł���A�H�ꐻ���H������{�H�ɂ����ăg���u���������Ȃ��悤�ɏ\���Ȍ������s���B
(i) ���E���E�H��g�����ޓ��̕����i�����̒ʂ蕄���𗘗p����ꍇ��ʂ��ԍ��ɂ��ꍇ�������B�j
(ii) �����̊���ƓS���̊���Ƃ̊W
(iii) �X�p���i���ԁj�A�K�����̊���@�E����ƒ��E���E�H��g�����ޓ��Ƃ̈ʒu�W�A������x�[�X�v���[�g���[�܂ł̐��@
(iv) ���E���E�H��g�����ޓ��̌`��E���@�y�э\�����ނ̌`��E���@
(v) �e���̕����I�ڍ�
�@���Ɨ��̎捇��
�A �x�[�X���̔[�܂�
�B �X���[�u�ђʕ��̕⋭���A�܂��A�אڕ��ނ̐ڋ߂̂��߂ɁA��Ƌ�Ԃ������A�{���g���t���E�n�ړ��̍�Ƃ�����ȉӏ��̔����Ə��u
(iv) �ڍ����̓Y���i�X�v���C�X�v���[�g�j�E�t�B���[�v���[�g�E�N���A�����X���y�ю��̇@����C�̎����Ɋւ���v�}���Ƃ̏ƍ�
�@ ���J�{���g�̎�ށE�a�E�{���E�Q�[�W�E�{���g�Ԋu�E�ŏ����[������
�A �n�ڂ̎�ށE�J��`��E�傫���Ɛ��@�E�����E�ʒu��
�B �A���J�[�{���g�̎�ށE�a�E�����E�{���E�ʒu��
�C SRC���̏ꍇ�̓S�؍H���Ƃ̊W
�܂��A���J�{���g�y�ѕ��ʃ{���g�̉��[���������m�F����ꍇ��(c)(4)�`(6)���Q�Ƃ���B
(vii) ���̌��z�H���Ƃ̊֘A
�@ ���O���ޗ��Ƃ̊W
�A ����ނ̖��������̔[�܂�A���Ƀt���A�[�q���W�E�V���b�^�[�P�[�X��
�B �R���N���[�g�̏[�U�����l��������C�E�̐ݒu��
�C SRC���̏ꍇ�̓S�؍H���Ƃ̊W
(�G) ���ݍH���Ƃ̊֘A
�@ �N���[���̐ݒu�A�d�ʕ��̐ύځA���E�n�k�ɑ���|��h�~�A�y���ɑ���x�����̂��߂ɓS����⋭����ꍇ�́A�v�S���҂Ƒł����킹��B
�A ���S�^���b�v�E�݂�s�[�X�E����p�s�[�X�E�����꒼���p�s�[�X�E�e�j�|���p�s�[�X���̉��ݗp�����̕K�v��
�B �E�F�u���������A�n�ځE�^���E�����̍ۂɕό`�̂����ꂪ����ꍇ�A�n�ڑg����K�v�ȏꍇ�A���͎{�H��^���b�v�Ƃ��ĕK�v�ȏꍇ�������A�����Ƃ��ăo���h�v���[�g�͎��t���Ȃ��B
(ix) �ݔ��H���Ƃ̊֘A
�@ ��ɁA�X���[�u�ʒu�A�傫���y�ъԊu�̊m�F������B�i�\���ϗ͏�̐���ɂ��Ă��m�F����B�j
�A �_�N�g�A�z�����̌n�����m�F���A�X���[�u�̐��A�傫�������s�����Ȃ��悤�ɂ���B
�B �S���̋߂��Ō�������z�Ǔ��̌n���́A�ۉ��핢�ނ��܂߂āA�{�H�����m�F����B
�C �r���Ǔ����̌��z��K�v�Ƃ�����́A���E���̋߂��ŕ�����ς�����͓̂��ɒ��ӂ���B
�D �E�F�u�ђʍE�������̑ωΔ핢�ނ̌����ƕۉ��핢�ނ��l�������z�nja�̊W���m�F����B
(b) ���@��
(1) �S������H��ł́A�H��}�݂̂ł͕s�����鐻�������Ǝ҂ɓ`�����i�Ƃ��āA�܂��A�H�ꐻ��̔\�������ړI�Ɍ�����Ƃ��s���B���̌�����Ƃł́A�����Ɠ��ꐡ�@�̒�K�i�V�i�C�j�E�^�i�t�B�����j���쐬����B��ʂɂ͒�K�E�^�̍쐬�́A��������Ă���H��}���璼�ړǂݎ��A��Ƃ�������@���̗p����Ă���A�W���I�`��̌��z���̏ꍇ�A������̏����������}�ɂ��ẮA�ʏ�쐬����K�v�͂Ȃ��B
(2) ���̂悤�ȏꍇ�͏����������}��CAD�V�X�e������o�͂���������̃t�B�����ō�Ɛ�������������̂��悢�B
(i) �ȗ���90�� �ȊO�̎捇���p�x��L����ό`�������z�\�����̏ꍇ
(ii) �n�ڍ�Ƌy�э��J�{���g�̒��t��������Ɣ��f�����ӏ������݂���ꍇ
(iii) �[�܂肪���G�ōH��}����̒��ړǎ�肪����ȉӏ������݂���ꍇ
(3) NC�i���l����j���H���u��p���Ă������E�ؒf�E�E�������s���ꍇ�́A��K�E�^�̍쐬�ɑ����āA���H�f�[�^���쐬�����B
(c) �u�W�d�v7.3.2 (b)�ł́A���J�{���g�A���ʃ{���g�y�уA���J�[�{���g�̉��[�����A�{���g�Ԋu�A�Q�[�W���͓��L�����ƂȂ��Ă���B�Q�l�Ƃ��āA���̓{���g�y�ѕ��ʃ{���g�̃Q�[�W�A�{���g�Ԋu�A�ŏ����[�������̕W����(1)����(6)�܂łɎ����B
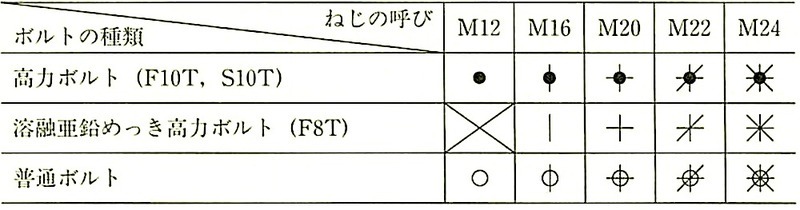
(1) �{���g�̕\���L���̗��\7.3.1�Ɏ����B
�\7.3.1 �{���g�̕\���L���̗�
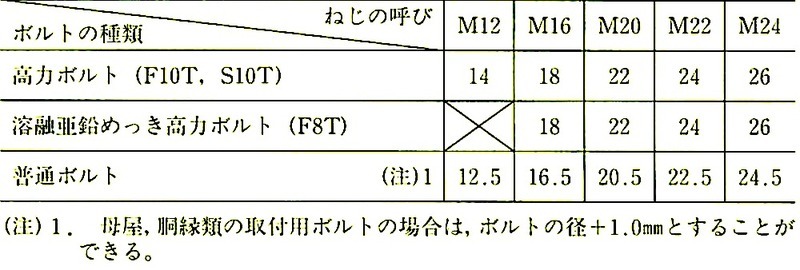
(2) �{���g�E�̌a��\7.3.2�Ɏ����B�i�u�W�d�v�\7.3.2�Q�Ɓj
�\7.3.2 �{���g�E�̌a (�P�ʁFmm)
(3) ���J�{���g�̒��t�������ɉ����钷����\7.3.3�Ɏ����B�i�u�W�d�v�\7.2.2�Q�Ɓj
�\7.3.3 ���̓{���g�̒��t�������ɉ����钷�� (�P�ʁFmm)
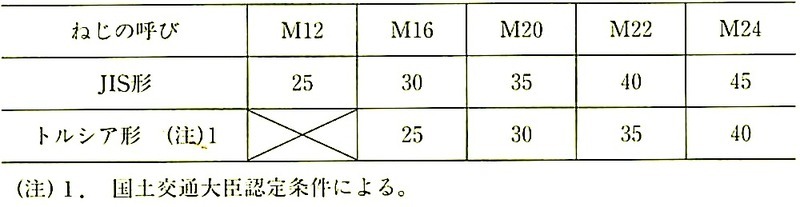
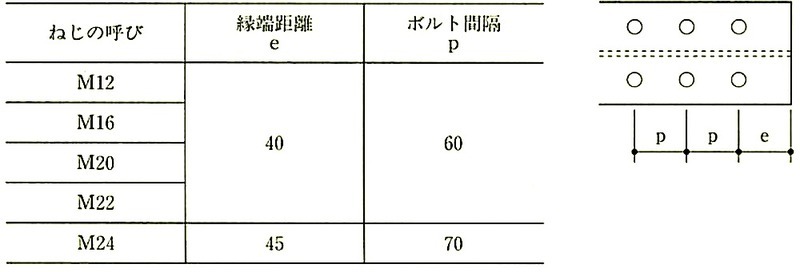
(4) ���[�����y�у{���g�Ԋu��\7.3.4�Ɏ����B
�\7.3.4 ���[�����y�у{���g�Ԋu�i�P�ʁFmm)
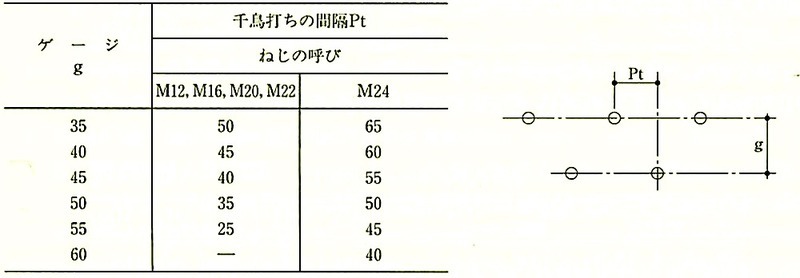
(5) ��G�ł��̃Q�[�W�y�у{���g�Ԋu��\7.3.5�Ɏ����B
�\7.3.5 ��G�ł��̃Q�[�W�y�у{���g�Ԋu�i�P�ʁFmm�j
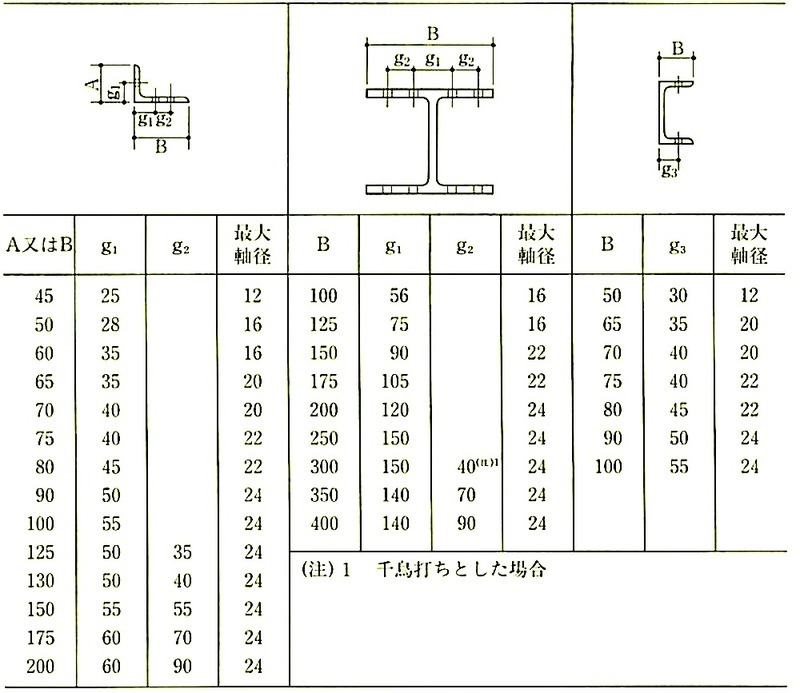
(6) �`�|�̃Q�[�W�y�у{���g�̍ő厲�a��\7.3.6�Ɏ����B
�\7.3.6 �`�|�̃Q�[�W�y�у{���g�̍ő厲�a
(7) (4)����(6)�܂ł̒l�͕W���ł���A���J�{���g�y�ѕ��ʃ{���g�̉��[������ύX����K�v������ꍇ�́A�u�S�����̌p�薔�͎d���̍\�����@���߂錏�v�i����12�N5��31�� ���ݏȍ�����1464���j�ɋK�肳���l�������Ȃ��悤�ɂ��Ȃ���Ȃ�Ȃ��B
�A���J�[�{���g�̉��[�����́A�u�S�����̒��̋r������b�ɋٌ�����\�����@�̊���߂錏�v�i����12�N5��31�� ���ݏȍ�����1456���j�ɒ�߂��Ă���̂ŁA�ύX���s���ꍇ�͂��̋K��l�������Ȃ��悤�ɂ��Ȃ���Ȃ�Ȃ��B
(i) �}7.3.1�̂悤�ɔz�u���ꂽ�{���g�́A���t���@��̌`�ɂ���āA�W���s�b�`�̂܂܂ł͒��t���@�킪���p�����̃{���g�ɓ������Ď{�H����ƂȂ邱�Ƃ�����B
(ii) ���ނ��ڋ߂��Ă���ꍇ�ɂ́A���t���@�킪����Ȃ��Ƃ��A�g���N�����`�̂悤�Ȓ������t���@�킪�������Ȃ����Ƃ�����B�i�}7.3.2�Q�Ɓj
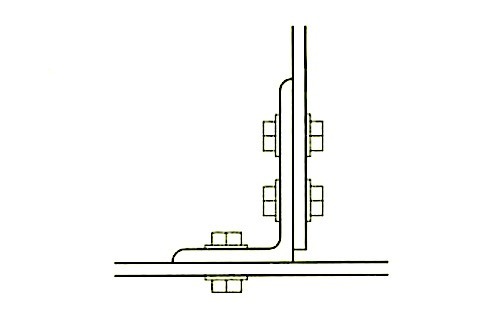
�} 7.3.1 ��������{���g�̒��t��
�} 7.3.2 ���t���@��̑傫���̌���
7.3.3 ���쐸�x
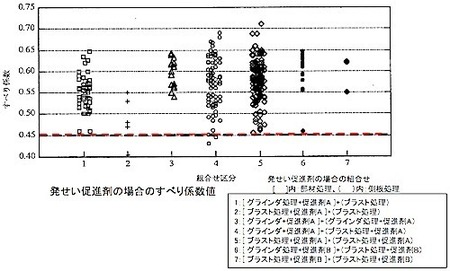
�S���̐���ɂ����鐸�x�y�ѐ��i���x�́A�u�W�d�v7.3.3�ł́AJASS 6�t��6�m�S�����x������n�ɂ��Ƃ��Ă���(7.13.1�Q�Ɓj�B
�Ȃ��AJASS 6�ł͎��Ɏ������̂ɂ͓K�p���Ȃ��Ƃ��Ă���B
(1) ���L�ɂ��ꍇ�܂��͍H���ė��҂̔F�߂��ꍇ
(2) ���ɐ��x��K�v�Ƃ���\�������邢�͍\�����̕���
(3) �y���ȍ\�������邢�͍\�����̕���
(4) ���{�H�ƋK�i�Œ�߂�ꂽ�|�ނ̐��@���e��
(5) ���̑��A�ʂɒ�߂�ꂽ���@���e��
7.3.4 ������
�������́A�H��}���͌^�E��K���ɂ��A���H�E�g�����̏��ڍ|�ޏ�ɋL�������Ƃł���B
��ʂɖn�����E��������p���邪�A�ړI�ɉ����������j�E�|���`�E�����˂��g�p���邱�Ƃ�����B�ŋ߂ł́A�������������u���g�p�����ꍇ������B
�������A��������ƂɎg�p����|���`�₽���˓��ɂ��ō��́A���͏W�����������Ƃ���|�ނ̑ϗ͂����ቺ�����錴���ƂȂ�B���̂��߁u�W�d�v7.3.4(b)�ł́A�n�ڂɂ��n�Z����ӏ����͐ؒf�A�؍�y�эE�����ɂ�菜�������ӏ��������A�����͍|�A�Ȃ����H�����O���ւ̃|���`�ɂ�邯�����₽���˓��ŏ������邱�Ƃ��֎~���Ă���B
���������@�́A���쒆�ɐ�������k��ό`�����l�������l�Ƃ���B�܂��A���ƍH���̍�Ǝ҂ɐ������m�ɓ`���悤�ɁA�H���������A�ގ��A���H������ĂɋL������Ă��Ȃ���Ȃ�Ȃ��B
7.3.5 �ؒf�y�ыȂ����H
(a) �f�ސؒf�ʂ̒��p�x�̋��e���́AJASS 6�t��6�t�\(11)�ɂ��B�i7.13.1�Q�Ɓj
(b) �ؒf���@�ɂ͎��̂悤�Ȃ��̂�����B
(1) �@�B�ؒf�@
(i) ����f�ɂ�����
�ؒf���x�͑������A�Z���Ƃ��Đؒf�ʂł̂܂���E�����蓙�̔����A�̕ό`�A�ؒf�ʂ̍d�����̖�肪����A�u�W�d�v7.3.5 (a)(3)�ł͓K�p�͈͂�13mm�ȉ��Ɍ��肵�A�X�Ɏ�v���ނ̎��R�[�y�їn�ڐڍ����ւ̓K�p���֎~���Ă���B
�Ȃ��A��v���ނ̎��R�[�Ƃ́A���⒌�̃t�����W�̂ւ蓙�ł���B
(ii) �؍�ɂ�����
�ؒf�������Ƃ邱�ƂŐؒf������@�ŁA���̕��@������B
1) �̂�����ؒf�ɂ�����
�o���h�\�[��R�[���h�\�[������A�O�҂͐ؒf���x�͂�⑬�����x�͂悭�ߐ肪�ł��A��҂͐ؒf���x�͋߂����������x��������B
2) �u�ΐؒf�ɂ�����
�ؒf���x�͑����A�ۍ|�A�p�|�A�y�ʌ`�|���̐ؒf�ɗp������B
(2) �K�X�ؒf�@
�S�Ǝ_���̋}���ȉ��w�����𗘗p�����ؒf�@�ł���A�@��Ƃ��Ă͎蓮�K�X�ؒf�@�A�����K�X�ؒf�@�B�`�|�ؒf�@�A�|�ǐؒf�@�A�t���[���v���[�i�ANC�ؒf�@��������B�܂��A�蓮�K�X�ؒf�@�ɃA�^�b�`�����g�A�K�C�h�����t�����������u�Ƃ��Ďg�p���邱�Ƃ��ł���B�ؒf���x�͒x�����A�ł��悭�g�p����Ă���B�ؒf�ʂ̐��x���ǂ��A�o�ϓI�ł���B
(3) �v���Y�}�ؒf�@
�v���Y�}�A�[�N�̔M�y�ыC���𗘗p�����ؒf�@�ł���A�K�p����0.5�`50 mm���x�ł���B�ؒf���x�͑������ؒf�a�����傫���B
(4) ���[�U�[�ؒf�@
���G�l���M�[�̏W���M�ɂ��ؒf�@�ł���A�K�p�\���� 0.1�`25mm���x�ł���B�����ؒf���\�Őؒf�a���������E�������H���\�ł���B
(c) �ؒf�ʂ̋��e���́AJASS 6�t��6�t�\1 (9)�E(10)�ɂ��B�i7.13.1�Q�Ɓj���ʁA�m�b�`���̕s�ljӏ��̓O���C���_�[���ŏC������B���ɂ�ނȂ����R����蓮�ŃK�X�ؒf�����ꍇ�ɂ́A�ؒf�ʂ̐��x���m�ۂ��邱�Ƃ�����ł��邽�߁A���ӂ���K�v������B
(d) �ؒf�ʂ̂������^���^�b�`���w�肳��Ă��镔���́A�t�F�[�V���O�}�V�����̓��[�^���[�v���[�i���̐؍���H�@���g�p���A�d�グ���H�ʂ�50��mRz���x�A���p�x�� 1.5/1,000 �ȉ��ɂȂ�悤�ɕ����Ɏd�グ��B
(e) �ؒf���H�i�V���[�����O�H��ł̐ؒf�ނ��܂ށB�j��̍|�ނ̍ގ��m�F�́A���ʐF�A���ʃ}�[�N�̕\���A���邢�̓}�[�L���O�i7.2.1 (b)(9)�Q�Ɓj�ɂ��B
�Ȃ��AJIS G 3136�i���z�\���p�����|�ށj�ɂ��SN�ނ̎��ʂ́A7.14.3 [ SN�|�ލގ����ʕ\���L���E�ʒu�y�э|�ނ̎��ʕ\���W���n�ɂ�邱�Ƃ��ł���B
(f) �Ȃ����H�͍|�ނ̋@�B�I�������Ȃ�Ȃ����@�ōs���B���Ɏ�������12�N���ݏȍ�����2464���ł́A500���ȉ��̉��M�A���� 6mm�ȏ�̍|�ޓ��i���S�y�ѓS�������B�j�̋Ȃ����H�ɂ����Ă͊O���Ȃ����a���ތ���10�{�ȏ�̏ꍇ�͉��H�O��œ�������x�y�эޗ����x�Ƃ��Ă悢�Ƃ��Ă���B���������āA���͈̔͊O�ŋȂ����H���s���ꍇ�́A���H��̋@�B�I�����������H�O�̋@�B�I�������Ɠ����ȏ�ł��邱�Ƃ��m�F���Ȃ���Ȃ�Ȃ��B
�������A200�`400���͈̔͂͐M�Ɛ���Ƃ����|�ނ��퉷�����낭�Ȃ�B���M�Ȃ����H���s���ꍇ�͂��͈̔͂��ɔ����Ȃ���Ȃ�Ȃ��i�}7.2.3�Q�Ɓj�B
�|�ޓ��y�їn�ڕ��̋��e���͓x���тɍޗ����x�̊���x���߂錏
�i����12�N12��26�� ���ݏȍ�����2464�� �ŏI���� ����19�N5��18�� )
��1 �|�ޓ��̋��e���͓x�̊���x
�� �|�ޓ��̋��e���͓x�̊���x�́A�����ɒ�߂���̂̂ق��A���̕\�̐��l�Ƃ���B
�@�i�\�ȗ��j
�� ���z��@��37���ꍆ�̍��y��ʑ�b�̎w�肷��JIS�ɓK��������̂̂����O���̕\�Ɍf�����ވȊO�̍|�ޓ��y�ѓ����̍��y��ʑ�b�̔F������|�ޓ��̋��e���͓x�̊���x�́A���̎�ދy�ѕi���ɉ����Ă��ꂼ�ꍑ�y��ʑ�b���w�肵�����l�Ƃ���B
�O �O2���̏ꍇ�ɂ����āA�|�ޓ������H����ꍇ�ɂ́A���H��̓��Y�|�ޓ��̋@�B�I�����A���w�������̑��̕i�������H�O�̓��Y�|�ޓ��̋@�B�I�����A���w�������̑��̕i���Ɠ����ȏ�ł��邱�Ƃ��m���߂Ȃ���Ȃ�Ȃ��B�������A���̃C����n�܂ł̂����ꂩ�ɊY������ꍇ�́A���̌���łȂ��B
�C�D�ؒf�A�n�ځA�Ǖ��I�ȉ��M�A�S�̋Ȃ����H���̑��̍\���ϗ͏�x�Ⴊ�Ȃ����H���s���Ƃ��B
���D�ێ�500�x�ȉ��̉��M���s���Ƃ��B
�n�D�|�ޓ��i���S�y�ѓS�������B�ȉ��n�ɂ����ē����B�j�̋Ȃ����H�i������6mm�ȏ�̍|�ޓ��̋Ȃ����H�ɂ����ẮA�O���Ȃ����a�����Y�|�ނ̌�����10�{�ȏ�ƂȂ���̂Ɍ���B�j���s���Ƃ��B
��2�@�n�ڕ��̋��e���͓x�̊���x
�i�ȗ��j
��3�@�|�ޓ��̍ޗ����x�̊���x
��D�i�ȗ��j
��D�i�ȗ��j
�O�D��P��O���̋K��́A�O2���̏ꍇ�ɏ��p����B
��4 �n�ڕ��̍ޗ����x�̊���x
�@�i�ȗ��j
�i����12�N12��26�� ���ݏȍ�����2464�� �ŏI���� ����19�N5��18�� )
��1 �|�ޓ��̋��e���͓x�̊���x
�� �|�ޓ��̋��e���͓x�̊���x�́A�����ɒ�߂���̂̂ق��A���̕\�̐��l�Ƃ���B
�@�i�\�ȗ��j
�� ���z��@��37���ꍆ�̍��y��ʑ�b�̎w�肷��JIS�ɓK��������̂̂����O���̕\�Ɍf�����ވȊO�̍|�ޓ��y�ѓ����̍��y��ʑ�b�̔F������|�ޓ��̋��e���͓x�̊���x�́A���̎�ދy�ѕi���ɉ����Ă��ꂼ�ꍑ�y��ʑ�b���w�肵�����l�Ƃ���B
�O �O2���̏ꍇ�ɂ����āA�|�ޓ������H����ꍇ�ɂ́A���H��̓��Y�|�ޓ��̋@�B�I�����A���w�������̑��̕i�������H�O�̓��Y�|�ޓ��̋@�B�I�����A���w�������̑��̕i���Ɠ����ȏ�ł��邱�Ƃ��m���߂Ȃ���Ȃ�Ȃ��B�������A���̃C����n�܂ł̂����ꂩ�ɊY������ꍇ�́A���̌���łȂ��B
�C�D�ؒf�A�n�ځA�Ǖ��I�ȉ��M�A�S�̋Ȃ����H���̑��̍\���ϗ͏�x�Ⴊ�Ȃ����H���s���Ƃ��B
���D�ێ�500�x�ȉ��̉��M���s���Ƃ��B
�n�D�|�ޓ��i���S�y�ѓS�������B�ȉ��n�ɂ����ē����B�j�̋Ȃ����H�i������6mm�ȏ�̍|�ޓ��̋Ȃ����H�ɂ����ẮA�O���Ȃ����a�����Y�|�ނ̌�����10�{�ȏ�ƂȂ���̂Ɍ���B�j���s���Ƃ��B
��2�@�n�ڕ��̋��e���͓x�̊���x
�i�ȗ��j
��3�@�|�ޓ��̍ޗ����x�̊���x
��D�i�ȗ��j
��D�i�ȗ��j
�O�D��P��O���̋K��́A�O2���̏ꍇ�ɏ��p����B
��4 �n�ڕ��̍ޗ����x�̊���x
�@�i�ȗ��j
(g) �Ȃ���ƊO���͐L�сA�����͏k�ނ��A�`�|�̂悤�Ȃ��̂͋Ȃ��p�x���傫���Ȃ�Ƃ��̉e�����������Ȃ�̂Ő}7.3.3�̂悤�ɐ؋Ȃ��Ƃ���̂��悢�B�������A�Ȃ����a�� (f) �ɂ��B
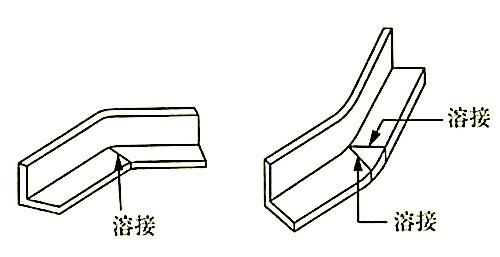
�}7.3.3 �`�|�̐؋Ȃ����H
(h) H�`�f�ʍނ̍ޒ[���̊J��A�X�J���b�v���H�́D7.6.4(a)�y��7.6.5 (b)�ɂ��B
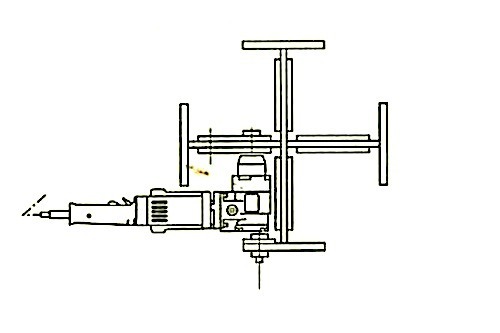
7.3.6 �Ђ��݂̋���
(a) �Ђ��݂̋����́A�퉷�Ⴕ���͋Ǖ����M���čs���B
(b) 400N/mm2�A490N/mm2 ���|�ނ��Ǖ����M�ŋ�������ꍇ�̉��x�͈͂́A����W���Ƃ���B����ȊO�̍|�ɂ��āA�v�S���҂Ƒł����킹��B
(1) ���M���₷��ꍇ�@�@�@�@850~900��
(2) ���M�㒼���ɐ��₷��ꍇ�@600~650��
(3) ���㐅�₷��ꍇ�@�@�@�@850~900��
�i�������D����J�n���x650���ȉ��j
�Ȃ��A���̉��x�́A���M�\�ʂ̉��x�������Ă���B���x����ɂ́A�ڐG���x�v�����p������B
7.3.7 �S�̊ђʍE�a
(a) �S���S�R���N���[�g���ł́A�S������̒i�K�ŁA�S�̔��ʍE�������Ă����Ȃ���Ȃ�Ȃ��ꍇ������B
(b) �ђʍE�a�́A�u�W�d�v�\7.3.1�ɂ��B
�S���߂Ɋђʂ���ꍇ��S���̌`�����G�ȏꍇ�ɂ͊ђʍE�̌a�𑝂��K�v�����邪�A�S�̊Ԋu�ɂ���Ă͓S���̒f�ʌ��S���傫���Ȃ�A�\������ƂȂ邱�Ƃ����邽�߁A�K�v�ɉ����Đv�S���҂Ƒł����킹��B
�Ȃ��A����̕��ʂɎ�X�̌a������ꍇ�ɂ́A�������₷���̂łȂ�ׂ����ꂷ��̂��悢���A���̏ꍇ�́A�K���v�S���҂Ƒł����킹��B
(c) �S�̊ђʍE�̈ʒu�����߂�ɂ́A�d�������̓S�̏�Ԃ��������Ă��Ȃ���Ȃ�Ȃ����A�ȒP�ȏꍇ�̗�������ΐ}7.3.4�̂悤�ɂȂ�B
�}7.3.4 �̍쐬�ɓ������Ă̎�Ȓ��ӎ��������Ɏ����B
(1) �S�̌����ʒu�ł́A�ǂ�������̓S����ɂ��邩���߂Ȃ���Ȃ�Ȃ��B
��ʓI�Ȋ�͂Ȃ����A�ʏ�������̏��������̎���O���ɂ���Ȃǂ̔z�����K�v�ł���B
(2) �l���̗��̈ʒu�́A�}7.3.4(�n)�̗������ڍׂɎ����悤�ɂ��Ē�߂�B���̉��z�̒��a d�������̒l�Ƃ���B
d �� ���̒��a�{�߂̍ŏ����� × 2
����2�i�ɂȂ�ꍇ�́A�����ɂȂ�S�����ɓS���ɓ�����₷���B
(3) �S���ʂƕ��s�ƂȂ�S�̊Ԋu�́u�W�d�v5.3.5(d)�y��(e)�ɒ�߂�S�̊Ԋu�ȏ�ɂ���B
(4) ���H�����S���A�ǂ̂悤�ɂ��č�������悢���������Ȃ���S�̈ʒu�y�ьp��ʒu�����߂�B���ɍŊO�[�̗��͒��ӂ�K�v�Ƃ���B
(5) �S���t�����W�̓S�؊ђʂ́A�ϗ͒ቺ�������̂ōs���Ă͂Ȃ�Ȃ��B
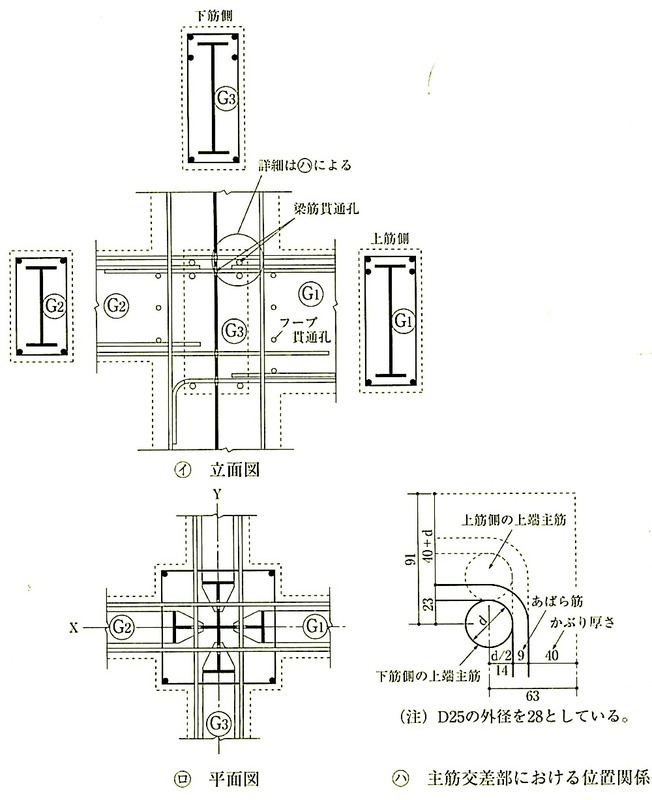
�}7.3.4 �d�������̗��؊ђʍE�̗�
7.3.8 �{���g�E
(a) ���J�{���g�p�̍E�������H�́A�S������H��ōs���A�h���������Ƃ���B���H���x�̊m�ۂ��\�Ȃ��Ƃ��H�ꐻ��v�̏��̒�o���ɂ���Ċm�F�ł���ꍇ�́A���E���`�R�`�|���ɂ���f�E�������g�p���邱�Ƃ��ł���B���J�{���g�ڍ��ʂ��u���X�g��������ꍇ�́A�u���X�g�O�ɍE�������H���s���B
(b) �{���g�E�A�A���J�[�{���g�E�A�S�؊ђʍE�́A�h���������������Ƃ��邪�A�� 13mm�ȉ��̏ꍇ�́A����f�E�����Ƃ��邱�Ƃ��ł���B
(c) �ݔ��z�Ǘp�ђʍE�A�t���������̍E�ŁA�E�a�� 30mm�ȏ�̏ꍇ�̓K�X�E�������g�p�ł���B�K�X�E�������s���ꍇ�̐ؒf�ʂ̑e����100mRz�ȉ��A�m�b�`�[����1mm�ȉ��Ƃ��A�E�a�̐��x�� �} 2mm�ȉ��Ƃ���B
(d) ���̓{���g�A���ʃ{���g�y�уA���J�[�{���g�̌��̎��a�ɑ���E�a�́A�u�W�d�v�\7.3.2�ɂ��B�n�Z�����߂������J�{���g�̌��̎��a�ɑ���E�a�͕\7.3.2�ɂ��B
(e) �E�������H�́A�E��������镔�ޕ\�ʂɑ��Ē��p�x��ۂ��A���K�̈ʒu�ɍs���B�h�����E������̍E���ӂ̂�A�蕲�A����f�E������̂�A�܂���y�уK�X�E������̉��ʁD�m�b�`�̓O���C���_�[���ɂ�菜������B
7.3.9 ���ݗp���ނ̎�t����
���ݗp���ނ̂ق��A�ݔ��W�A�R���N���[�g�E�S�؊W�A���E�O���W���̕t�������ނ�t�����������ƕt�����邽�߂̋����ނ̎�t���ɂ͎�ɋ����n�ڂ��p�����邪�A���̋����n�ڂ́u���t���n�ځv�Ə̂���邱�Ƃ������A���ՂɎ{�H���ꂪ���ł���B���������āA���̎�t���͍�Ɗ��������n�ڕi���̊m�ۂ�����ȍH��������ɗ͔����A�\�Ȍ���S������H��ōs���B�������A���i������ɓS������H��̉��O�؉ݏ�ŗn�ڂ����ꍇ�ɂ́A�H������̍�Ɗ��ƂقƂ�Ǖς��Ȃ��B���������邽�߂ɂ́A����H���ɍ��킹���K�Ȏ����ɕt�������ނ̎�t���v�̂����肵�A�{�̂̍H�ꐻ��Ɠ����ɕt�������ނ̎�t�����s�����Ƃ��K�v�ł���B���̂��߂ɁA���ݗp���ށE�t�������ނ̎�t���Ɋւ��ẮA�{�H�}�E�H��}�̍쐬�i�K�ɕK�v�Ȃ��̂荞��ł����K�v������B
��ނ��H������ŗn�ڂ���ꍇ���A�����Ƃ��āAJIS Z 3801����3841�̗L���i�҂��]�����A�V���[�g�r�[�h�������ق��A�O�ό����̎��{���A��v���ނ̗n�ڂƓ����̕i����������悤�Ɏ{�H���邱�Ƃ��K�v�ł���B
7.3.10 ���@�g
(a) ��ʂ̌��z�S���ł͗Ⴊ���Ȃ����A���g�̎��{�����L����Ă���ꍇ�ɂ́A���g�v�̏����o�����A���L���e�Əƍ��E�m�F����B
���g���s���ړI�̎�Ȃ��̂́A���̂Ƃ���ł���B
(1) ���ސ��������A���i���x���H������̏o���`�ɉe�����y�ڂ��ꍇ
(2) ���G�ȍ\�����ŁA�H������̍�ƂɎx�Ⴊ�Ȃ����Ƃ��m�F���Ȃ���Ȃ�Ȃ��ꍇ
(3) ��ˍ\���ނ̂���ݗʂ��H������̌����ȑO�Ɋm�F���Ă����K�v������ꍇ
(4) ���u�n���ʂ��s�ւȓy�n�ŁA�s������������Ƃ���C�ɑ���Ȕ�p��v����ꍇ
(5) �S�����H���ɋߐڂ����H������̂��߁A�������Ԃɐ������ꍇ
(b) ���g�v�̏��̎�ȋL�ړ��e�́A���̂Ƃ���ł���B
(1) ���g�͈̔�
���g�̖ړI�A�H��~�n�A�ݔ��\�͓����瑍���I�Ɍ��肳���B
(2) ���g�̕��@
(i) ����ݗʂ̑��肪�ړI�̏ꍇ�́A�H������̌����Ɠ�������ɂȂ���@���̗p����B
(ii) ���@���x�E�[�܂�̊m�F�̏ꍇ�́A�����≡�]�̕��@���ɂ��A���S�ƍ�Ɛ����l���������@���̗p����B
(3) �m�F���ځE������@�y�ы��e��
���g�ɂ�����m�F���ڂ����Ɏ����B���e����JASS 6�t��6���Q�l�ɂ��A�K�肪�Ȃ����̂͂��炩���ߎғ��E�S������H��Ƒō��������Ă����K�v������ (7.13.1�Q�Ɓj�B
�@ �S�̐��@
�A ���ޑ��݂̐ڍ����[�܂�
�B ���ޑg���̉�
�C ����ݗ�
7.3.11 ���@��
(a) �|�����ڂ́AJIS B 7512�i�|�����ځj�̂P���i���g�p����B
(b) �S���H���ł́A�H������ƓS������H��ňقȂ����ڂ��g�p���邱�Ƃ���A�o���̊���ڂ��ƍ����A���̌덷���H���Ɏx��̂Ȃ����Ƃ��m�F���Ȃ���Ȃ�Ȃ��B�m�F�͍H������p�ƓS������p�̊���ڂ���ׂ���Ԃň��̒��́i�|�����ڂɎw�肳�ꂽ���͂Ƃ���B��ʂɂ�50N�j��^���A����ڊԂ̖ڐ��荷��ǂݎ���čs���BJIS 1���\�����ڂ̒���10m�ɂ�����ő勖�e���� �} 1.2mm�ł���B���������āA�����ɂ����čő告�Ό덷��2.4mm�ƂȂ�ꍇ��������B
(c) �H�ꐻ��̊e�H���ɂ����Ďg�p����|�����ڂ́A�S������p����ڂƏƍ����A���̌덷���m�F����B�g�p����|�����ڂ́A�덷���ő勖�e����1/2���x�̐��x��L������̂�I�����Ďg�p����̂��]�܂����B�i2.2.3(d)�Q�Ɓj
(d) �H������ō|�����ڂ��g�p����ꍇ�́A�C���ɂ��|�����ڂ̐L�k���l�����đ��莞�����߂邩�A�C���ω��ɂ�鉷�x����s���K�v������B�i2.2.3(d)�Q�Ɓj
7.3.12 ���i����
(a) �ғ��y�ѓS������H�ꂪ���{���Ă��鐻�i�����̓��e�́A���̂悤�Ȃ��̂ł���B�S������H��̍s���Г������A�ғ��̍s�����Ԍ����E��������ɂ��ẮA7.1.5(b)���Q�Ƃ̂��ƁB�܂��A�ғ����s����������ɂ͏��ތ����ƑΕ�����������B
(1) �`��y�ѐ��@���x�̌���
���i���@�ɂ��āA����̌`��y�ѐ��@���x�ł��邱�Ƃ��m�F���錟���ł���A�������ځE���@�E���e����JASS 6�t��6������ɁA�H�ꐻ��v�̏����Œ�߂�ꂽ�l�ɂ���čs���B (7.13.1�Q�Ɓj
(2) �捇�����̌���
�d�����E�捇���v���[�g�ɂ��āA�v�}���̎w���ʂ�ł��邩���m�F���錟���ł���B
(3) �O�ς̌���
���ޕ\�ʁE�ؒf�ʁE�H������n�ڕ��̊J��ɂ��āA���E�m�b�`���̗L�����m�F���錟���ł���A�������ځE���@�E���e���́u�W�d�v�̋K��̂ق��A7.3.5�A7.6.7�A7.6.10���Q�l�ɂ���B
(4) ���J�{���g�ڍ��ʂ̌���
���J�{���g�ڍ��ʂɂ��āA����̌`��E���@���x�E�O�ςł��邱�Ƃ��m�F���錟���ł���A�������ځE���@�E���e���́u�W�d�v7.4.2�̋K��ɂ��B�H����ߍ��̓{���g�̒��t���������܂݁A���@���́u�W�d�v7.4.7�y��8�̋K��ɂ��B
(5) �n�ڕ��̌���
�n�ڕ��̕\l�ʌ��ׁE�������ׂɂ��āA����̋��e�͈͂ɂ��邩���m�F���錟���ł���A�������ځE���@�E���e���E���۔���́u�W�d�v7.6.10�y��11�̋K��ɂ��B
(6) �X�^�b�h�n�ڕ��̌���
�X�^�b�h�n�ڕ��ɂ��āA����̌`��E���@���x�E�O�ςł��邱�Ƃ��m�F���錟���ł���A���������E���@�E���e���́u�W�d�v7.7.3�y��5�̋K��ɂ��B
(7) �h�����̌���
�f�n���������ʂƓh���ʂɂ��āA����̊O�ςł��邱�Ƃ��m�F���錟���ł���B�h�������̏ڍׂȌ����ɂ��ẮA�����̗L���A������@�A���莞���A����ӏ����ɂ��ē��L�ɏ]���B
(b) �h�����̌����ȊO�̐��i�����́A�����Ƃ��ėn�ڊO�ό������̑��̌����w�E�����̏C�������\�ȓh���O�̎����Ɏ��{����B
�r���̎w�肪����ꍇ�́A�����Ƃ��ēh�����̌����ȊO�̌������I�������̂��ɓh������B
�y���̃J�e�S���[�̍ŐV�L���z
-
no image
-

-

-

-

-

-

-
no image
-

-

-

-

-

-

-
no image
-

-

-

-

-