鉄骨工事 工業製作 工作①
以下、(一社)日本建設連合会HPより引用
【 床書き現寸 】
一般的には、工作図で現寸の役割が代替できる場合に省略できるとされている。細かい納まりが 工作図だけでは分かりにくい場合は、現寸フィルムで確認する。 最近では、CADのデータをディスプレイに映す「CAD現寸」という方法もある。部分的な詳細を確認するには良いが、全体像がわかりにくいことやスケール感が無いという欠点もある。

床書き現寸図の例

現寸フィルムによる確認例
基準墨を床に書き、その上に現寸フィルムを置き確認する。
出典:(一社)日本建築学会_建築工事標準仕様書 JASS6 鉄骨工事、2018
(一社)日本建築学会_鉄骨工事技術指針・工場製作編、2018
【 シナイ 】
鉄骨工事技術指針でいう「定規」の一種で、鋼帯に長尺部材の長さ方向の各種寸法(切断位置、 部材取付位置、孔位置など)を記載したもの。最近では、NC切断やNC孔あけが採用されるケースが多く、シナイの使用頻度は少なくなっている。
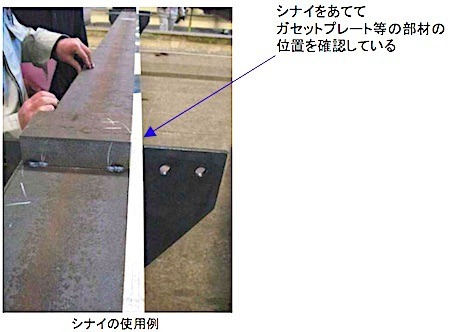

出典:建築構造・構造力学・設備・測量編 職業能力開発大学校研修研究センター 編集
【 鋼材の材質確認の方法 】
ミルメーカーなどから搬入された鋼板や形鋼は規格品証明書と照合することで材質確認ができる。また、SN材の鋼板では、プリントマークで、形鋼では印字などでも確認できる。間接的には、 ネスティングシートによる方法もある。400N級鋼と490N級鋼を識別する時は、「スチールチェッカー」も目安になる。 スチールチェッカーのメーカー・ホームページによると、左側のタイプの生産は2008年12月末日で終了、修理対応期間も2015年12月末日で終了している。
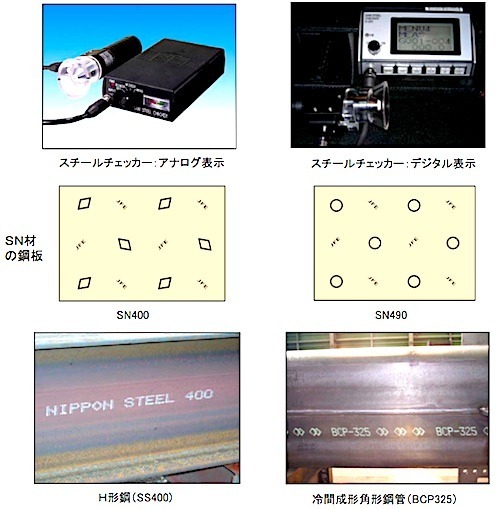
この「400」という表示はメーカーがサービスでSS400に付けている印で、SM材には、特にマークが付かない。 SN材には、SN400,SN490といった表示される。
出典:(一社)日本建築学会_鉄骨工事技術指針・工場製作編、2018
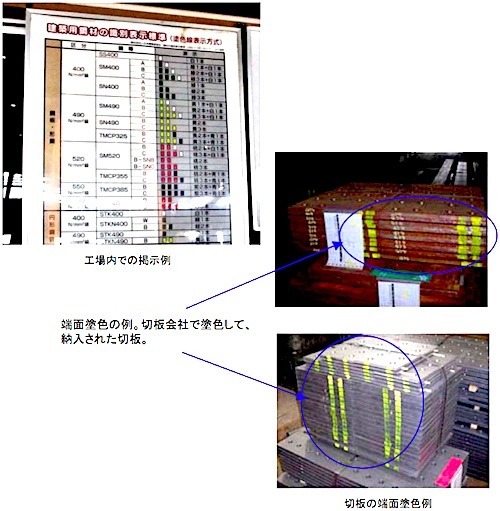
【 切板の識別方法 】
鋼材種ごとに決められた色でプロジェクト名、材質、部品名を書くのが一般的である。鋼材種と識別色は製作要領書に表で記載し、同じものを工場内に掲示しておく。 (一社)日本建築学会 鉄骨工事技術指針・工場製作編(2018)では、付13に「鋼材の識別表示標 準(JSSI02-2017より抜粋)」が掲載され、鋼材の識別方法としての標準の採用を推奨している。 これまでは、鉄骨製作会社や切板会社によって異なる標準を採用している場合があったが、この標準により同一の識別方法に統一されていくものと思われる。
出典: (一社)日本建築学会_鉄骨工事技術指針・工場製作編、2018
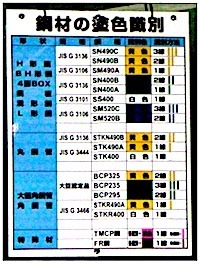
【 切板の鋼材識別塗色マーキングのルール 】
鋼材の識別表示標準としては、日本鋼構造協会が2017年に制定した「鋼材の識別表示標準 JSSI02-2017」があり、これは(一社)日本建築学会 鉄骨工事技術指針・工場製作編(2018)の 付13に掲載されている。この標準は、「建築などに使用されるJIS規格又はそれに準ずる規定に基づいて品質表示のなされている鋼材の流通過程で、切断等を施した加工部材の鋼種(種類の記号)を識別する場合の表示方法を規定」したものである。鋼材の識別は、文字表示と塗色表示の2 種類があり、このいずれかで識別することになっている。 これまで識別表示は、それぞれの鉄骨製作工場で「社員のだれでも分かること」を基本に工夫して 独自に取り決められていたが、今後はこの識別表示標準に統一されていくことと思われる。

これまでの工場での表示例
 統一されていく
統一されていく 鋼材の識別表示標準JSSI02-2017(日本鋼構造協会)より抜粋

出典: (一社)日本鋼構造協会_鋼材の識別表示標準JSSI02-2017
(一社)日本建築学会_鉄骨工事技術指針・工場製作編、2018
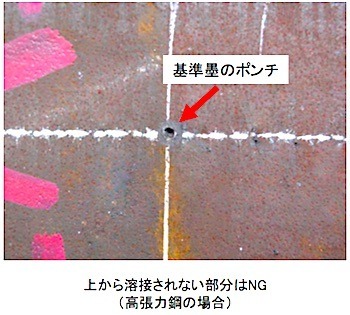
【 けがき(鋼材面へポンチ) 】
鋼材面へのポンチについて、認められない場合。
①曲げ加工される部分の外面
②490N/mm2以上の高張力鋼や疲労を考慮する部材(曲げ加工される部分の外面に限らず全ての部分)
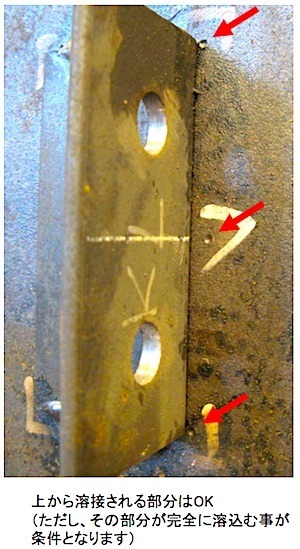
いずれも、けがき部分が亀裂発生の起点となるおそれがある。 溶接後に完全に溶込む場合は問題はない。

出典: (一社)日本建築学会_鉄骨工事技術指針・工場製作編、2018
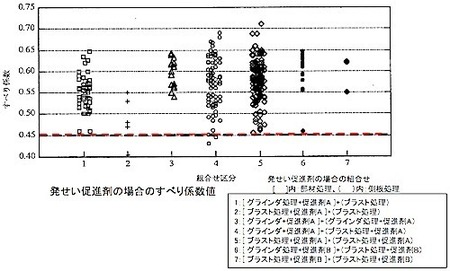
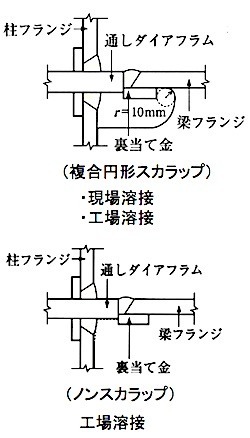
【 スカラップ工法とノンスカラップ工法の構造性能の違い 】
従来型のスカラップの問題点を踏まえ、複合円形スカラップ、ノンスカラップ工法が提案されている。グラフは、現場溶接、工場溶接のスカラップ(複合円形)およびノンスカラップの累積塑性変形倍率、耐力上昇率の比較を示す。グラフからわかるようにノンスカラップの方が良好な変形性能、耐力性能を有している。なお、複合円形スカラップでも溶接材料や溶接条件を十分管理して溶接を行い、溶接金属が十分強度があれば十分な性能を示すことが分かっている。
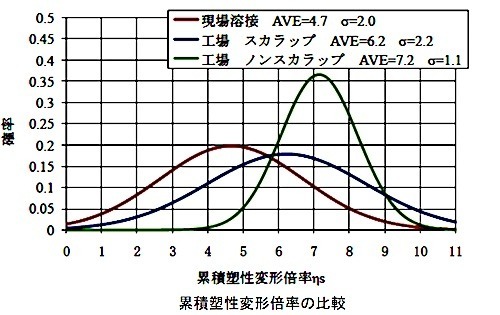
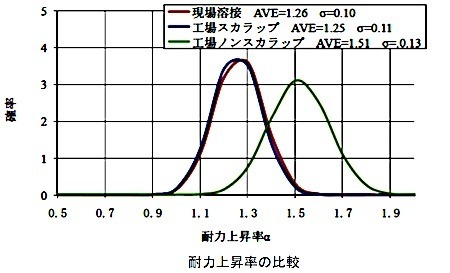
出典:2009年度日本建築学会大会_材料施工部門PD「梁端現場溶接接合が抱える課題」
【 鋼板の曲げ半径の規定 】
JASS6と建設省告示2464号
JASS6の規定は学術的な立場から作成されているので、一部で告示と異なっている部分があるが、告示は法律なので、実務では告示を優先する必要がある。JASS6および告示における曲げ加工による曲げ半径に関する記述がどのように異なるかを示す。
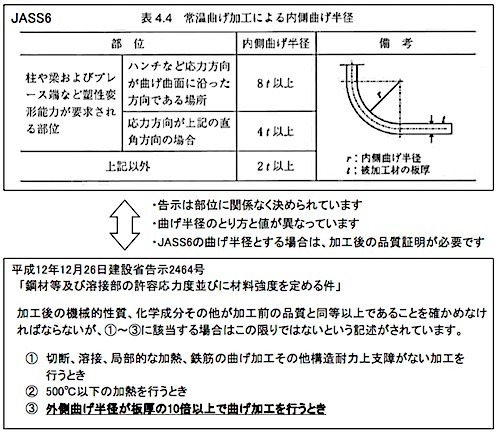
出典:(一社)日本建築学会_建築工事標準仕様書 JASS6 鉄骨工事、2018
【 「仮組」の対象工程 】
一般的には、橋梁などで行われている。建築鉄骨では、複雑な形状のもの、大型のトラス、曲面を有する構造体などで行われる場合があるが、一般的なラーメン構造では不要と考えられる。 工場で一旦、組立て、組立て後の部材寸法や取合部の精度などを確認し、その後、解体して工事現場へ運ぶ。 もし、仮組の指示があった場合は、仮組範囲を特定し要領書を作成して工事監理者の承認を得る。



出典:(一社)日本建築学会_鉄骨工事技術指針・工場製作編、2018
【 孔あけをレーザで行う場合の留意点 】
2015年版以前のJASS6では、高力ボルト用の孔あけはドリルあけのみとされていたが、2018年 に改定されたJASS6では「ただし、特記がある場合または工事監理者の承認を受けた場合は、 レーザ孔あけとすることができる」となっている。さらに、(一社)日本建築学会_鉄骨工事技術 指針・工場製作編(2018)の4.9.5項にはレーザ孔あけの留意事項が述べられている。
高力ボルト用の孔の径は建築基準法施行令で規定されている。ドリルで孔あけの場合はドリルの取り付けなどが適正であり、がたが無い状態であれば、その孔径が変化することは考えにくいが、レーザであける場合は孔径の精度管理が重要となり、孔径を守ることのできる機械の 調整と加工後の検査方法について十分な検討を要する。また、レーザの熱による孔壁の硬さの 変化(入熱硬化)を検討すること、ボルト孔周上のノッチ状の溶損部の有無確認・対応も必要となる。(下記の文献では、「外周部に溶損部が発生するが、高力ボルト接合部として問題無い」と 報告されている。)
レーザで孔あけとする場合は、下記の3つが最低限、確認すべき項目である。
①溶損部(ノッチ、突起)を含む孔径の精度を±0.5mm以下とする(JASS6)
②板厚と最小孔径の確認
③孔壁の傾き精度

出典:
(一社)日本建築学会_建築工事標準仕様書 JASS6 鉄骨工事、2018
(一社)日本建築学会_鉄骨工事技術指針・工場製作編、2018
(一社)日本建築学会_技術報告書,第21巻第48号 広島工大 清水他
「高力ボルト摩擦接合の孔あけ加工にレーザー加工を用いた場合のすべり係数および引張耐力に関する実験的研究」 他
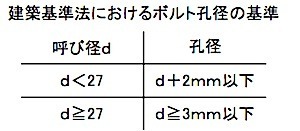
【 高力ボルト摩擦接合でボルト孔をルーズ(拡大孔)にする場合 】
高力ボルト接合における高力ボルト孔径については、建築基準法施行令第68条第二項において以下のように規定されており、拡大孔についての規定はなく、認められていない。
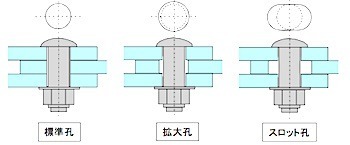
参考として、拡大孔に関しての各種規定を紹介する。
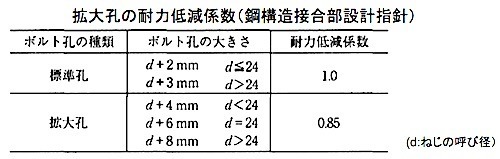
日本建築学会「鋼構造接合部設計指針」(2012年改訂)においては、「母材に限り下記に示す拡大 孔を使用できる。ただし、一面せん断の場合には、添え板と同厚以上の補強版を添え板と反対側(拡大孔を設けた板側)に用いなければならない」と示されており、低減係数も記載されている。
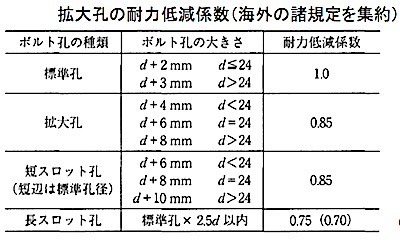
また、アルミニウム合金構造においては、告示にて2面せん断の場合の拡大孔を高力ボルト径の 1.25倍まで大きくすることが出来ることが規定されている。 なお、AISCやユーロコードでは、規定で以下の条件で拡大孔が認められている。
しかし、前述のように拡大孔はそのままでは基準法違反となりますので、採用にあたってはボルト 孔形状を含めた性能評価を受けて大臣認定を得る必要がある。
出典:建築鉄骨工事の新たな課題への取り組み
(一社)日本建築学会_鉄骨工事運営委員会調査研究報告会・資料集、2010
(一社)日本建築学会_鉄骨工事技術指針・工場製作編、2018
【このカテゴリーの最新記事】
-
no image
-

-

-

-

-

-

-

-
no image
-

-

-

-

-

-

-
no image
-

-

-

-