��V�� �S���H��
12�� �n�Z�����߂����H�@
7.12.1 �K�p�͈�
�{�߂́A�n�Z�����߂����i�ȉ��A���̐߂ł́u�߂����v�Ƃ����B�j���{�����S�����ނ�n�Z�����߂������{�������̓{���g�i�ȉ��A���̐߂ł́u�߂������̓{���g�v�Ƃ����B�j��p���Đڍ�����S�������z���ɓK�p����B
�Ȃ��A�{�߂ł́A�n�Z�����߂����H�@�̓��L�Ȏ������܂Ƃ߂Ă���A�S���\���Ƃ��Ĉ�ʓI�Ȏ�����1�߂���11�߂܂ł��Q�Ƃ���B
�ڍ��������߂������Ȃ��ō|�f�n��I�o�����A�Y���i�X�v���C�X�v���[�g�j�ƂƂ��ɐԎK��������Ȃǂ��Ēʏ�̍��J�{���g�Őڍ������̂��W���N���b�`�y�C���g���œh������ꍇ�́A�����ł͑Ώۂɂ��Ȃ��B
��ʂɕ��ʍ|�ނ́A�߂����t����550g/m2���x�̂߂������{���Ă��|�ނƂ��Ă̍ގ��͕ω����Ȃ��ƍl���Ă悢�B�������AJIS B 1186�i���C�ڍ��p���͘Z�p�{���g�E�Z�p�i�b�g�E�������̃Z�b�g�j�ɋK�肳��鍂�J�{���g�Z�b�g�̍\���ޗ��́A�����H���ŔM�����i�ē���E�Ė߂��j�ɂ�菊��̋@�B�I������t�^���Ă���B�܂��A�g���N�W���l�̓Z�b�g�Ƃ��ĕK�v�Ȑ��\���m�ۂ���Ă���B�����́A�߂������{�����Ƃɂ�蒘�����e������̂ŕ��ʂ̍��̓{���g�Ɠ��l�Ɉ������Ƃ��ł��Ȃ����߁AJIS�ł͐��i�K�i����߂��Ă��Ȃ��B�܂��A�ڍ��ʂɂ͂߂����w����݂��邽�߁A���ׂ�W������N�Z�[�V�������ڍ����̐��\����ʂ̍|�ނ̏ꍇ�Ƃ͈قȂ�̂� ���e�ϗ͓����ʂɋK�肵�Ȃ���Ȃ�Ȃ��B
���̂��߁A�߂������J�{���g���[�J�[�́A�߂��������|�ނ��߂������J�{���g�Ŗ��C�ڍ�����ޗ��y�эH�@���A�����z��@�i�ȉ��A���̐߂ł́u���@�v�Ƃ����B�j�� 38���Ɋ�Â��u�n�Z�����߂������̓{���g�ڍ��v�Ƃ��Č��ݑ�b�F����Ă����B
�������A�@�̉����ɂ��A�߂������̓{���g�̍ޗ��ɂ��Ă͖@��37���̋K��Ɋ�Â��F����邱�ƂɂȂ����B�܂��A���J�{���g�̋��e���͓x���ɂ��Ă͕���12�N���ݏȍ�����2466���Ő��l��������Ă��邪�A�߂������̓{���g�ɂ��ẮA�i���ɉ����č��y��ʑ�b���w�肵�����l�Ƃ���Ă���B
�Ȃ��A�u�W�d�v12�߂ł́A���L���Ȃ�����@��38���ŔF�肳�ꂽ�ޗ��y�эH�@�Ŏ{�H����邱�Ƃ�O��Ƃ��āA�Z�b�g�̎�ނ�1��iF8T�����j�A���ׂ�W���l�� 0.4�ȏ�m�ۂł��邱�ƂȂǂ��K�肵�Ă���B
7.12.2 �{�H�Ǘ��Z�p�ғ�
(a) ���C�ڍ����̐��\���m�ۂ��邽�߂ɂ́A�ڍ����C�ʂ̏����ƃ{���g���t���͂̊Ǘ����s���ł���B���̂��߁A�u�W�d�v7.12.2�ł́C�u�n�Z�����߂������̓{���g�ڍ��v�̎{�H�Ǘ����s���Z�p�ҋy�ђ��t����Ƃ��s���Z�\�҂ɂ��ẮA�K�v�ȋZ�p���͋Z�\��L���邱�Ƃ��ؖ����鎑�����o���邱�ƂƂ��Ă���B
(b) �߂����\�����̌��S�ȕ��y���тɋZ�p�E�Z�\���x���̕������y�ш�ʉ���}�邽�߂Ɂu�n�Z�����߂������J�{���g�Z�p����v�i�ȉ��A���̐߂ł́u�Z�p����v�Ƃ����B�j�ł͐v�Ǝ{�H�Ǘ��i�ڍ��ʂ̏�Ԃ̓K�ہA�u���ׂ��K�v�ȑ[�u���̔��f���܂ށB�j���s�����߂ɕK�v�Ȓm����L����u�Z�p�ҁv�y�т߂����{���g�̒��t����Ƃ�K�ɍs�����Ƃ̂ł���u�Z�\�ҁv��F�肵�Ă���B�����́u�Z�p�ҁv���́u�Z�\�ҁv�́A�u�W�d�v7.12.2�ŋK�肷��u�{�H�Ǘ��Z�p�ғ��v�ɊY������҂̈��ł���B
�Ȃ��A�Z�p����ł́A�n�Z�����߂������J�{���g�ڍ��́u�v�{�H�w�j�v�y�сu�{�H�Ǘ��v�́v���߂āA�u�Z�p�ҁv�͂���ɏ]���Ď{�H�Ǘ����s�����ƂƂ��Ă���̂ŁA�K�v�ɉ����Ċ��p����Ƃ悢�B
7.12.3 �����߂���
(a) �����߂���
(1) �n�Z�����߂����H�@�Ɏg�p����`�|�E�|�ނ̂߂����̎�ʂ́A�u�W�d�v�\ 14.2.2��A��Ƃ��A�߂����̕t���ʂ�550g/m2�i�������Z�� 80��m�j�ȏ�Ƃ��Ă���B
(2) �߂������镔�ނ́A�߂������̑傫���ɂ��ő吡�@�̐����A�߂������x�ɂ��Ђ��ݖh�~��Ƃ��Ă̕��ތ`��A�n�ڐ��@���тɗn�Z���������̗�����C�̗��o���ւ̔z������ʏ�̍|�\���Ƃ͈قȂ镔�މ��H���K�v�ɂȂ�B�܂��A�n�ڂ́A�����Ƃ��Ă߂����O�ɍs��Ȃ���Ȃ�Ȃ����ƂȂǐv������Ή����Ȃ���Ȃ�Ȃ����Ƃ������B�����̏ڍׂɂ��Ă�(-��)���{�|�\������u���z�p�n�Z�����߂����\�����̎�����v���Q�Ƃ���Ƃ悢�B
(3) �߂������̓{���g�̍E�a�́A�u�W�d�v�\7.3.2�ɂ��B�������A�E�����́A�|�ނ̂߂����O�ɍs��Ȃ���Ȃ�Ȃ��B
(b) �߂������J�{���g
(1) �߂������̓{���g�́A7.12.1�Ɏ����悤�Ɍ��z��@�Ɋ�Â��F�肳�ꂽ���̂��g�p����B
�߂������J�{���g�̃Z�b�g�̓�����A�\7.12.1�Ɏ����B
���̕\�̂Ƃ���AJIS B 1186�ŋK�肷��Z�b�g�̎�ނ�1��iF8T�j A�ɏ�������݂̂̂ł���AF10T��g���V�A�`�̂��̂͑��݂��Ȃ��B�F����Ă���߂������̓{���g�́A�����ɁuF8T�v�Ɛ������}�[�N������Ă���B
�܂��A�߂������J�{���g�̌Ăьa�́AM16�AM20�AM22�AM24�ƂȂ��Ă���A�ꕔ�̃��[�J�[�ł�M27�AM30������B
�\7.12.1 �n�Z�����߂������̓{���g
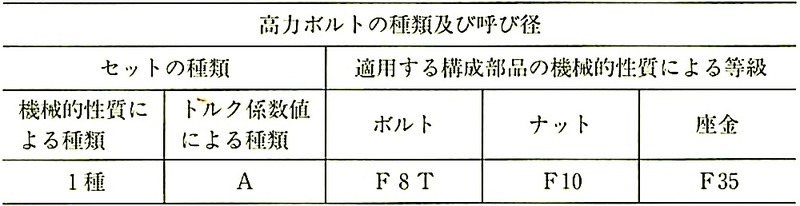
(2) �߂������J�{���g�̂߂������@�́AJIS H 8641�i�n�Z�����߂����j��2�� HDZ55�ŁA�߂����̕t���ʂ�550g/m2�ȏ�ƂȂ��Ă���B
(3) 7.12.1�ŋK�肷�鐻�i�ɑ��鐻���Ǘ����@�y�ѕi���Ǘ������̌��ʂ́A�F��������[�J�[�ōs��ꂽ�������ʕ��ɂ��m�F����B
�߂������J�{���g�̍H������������ɂ́A���[�J�[�����o���ꂽ�������ʕ������Ƃɉp�O�ρE�����E�T�C�Y�E���b�g���ɂ��Ċm�F����B���̂����A�p�ɂ��Ă͕�̊��S�Ȃ��̂𖢊J����Ԃ̂܂܌���ɔ�������i7.2.2(d)�Q�Ɓj�B
7.12.4 �n�Z�����߂������J�{���g�ڍ�
(a) ���C�ʓ��̏���
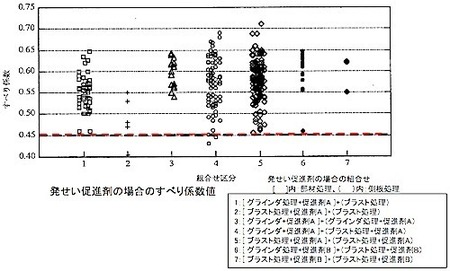
(1) �߂������̓{���g���g�p����ꍇ�̖��C�ʂ́A�i-�Ёj���{���z�w��u�|�\���ڍ����v�w�j�v�ɂ��ƁA�n�Z�����߂�����A�y���u���X�g�������{���A���C�ʂ̕\�ʑe�x��50��mRz�ȏ�(70 �`100��m Rz���]�܂����j�Ƃ����̂��A�v�p���ׂ�W���� 0.40�ȏ�m�ۂł�����̂Ƃ���A�u�W�d�v�ł����l�ɋK�肳��Ă���B�܂��A�t�B���[�v���[�g�ɂ��Ă����l�ȏ������s���Ƃ���Ă���B���C�ʂ̃u���X�g�����͈̔͂́A�u�W�d�v�}7.12.1�ɂ��A���C�ʂ̊O�[����5mm���x�����Ƃ��A�Y���i�X�v���C�X�v���[�g�j�ŕ�����͈͂Ƃ���Ă���B
(2) ���_���������͂��̑��̓��ʂȏ����Ƃ���ꍇ�́A�v�}���ŁA���̕��@�y�т��ׂ�ϗ͓��̊m�F���@���w������邱�ƂɂȂ�B���̏ꍇ�A��ʓI�ɂ́A���ׂ莎�������{���A���ׂ�W���� 0.40�ȏ゠�邱�Ƃ��m�F���邱�ƂɂȂ�B���̏ꍇ�̂��ׂ莎���̗v�̂́A�Z�p����́u�v�{�H�w�j�v�𗘗p����Ƃ悢�B
�Z�p����́u�v�{�H�w�j�v��2009�N�ɉ��肳��A�u�n�Z�����߂������J�{���m���C�ڍ��ʂ̂��_�������v�́v���V�����K�肳�ꂽ�B�����ł́A���_���������s���ꍇ�́A���ׂ莎�������{���A����l�̂��ׂĂ�����̒l�ȏ�ł��邱�Ƃ������Ƃ��Ă���B���_��������Ə����������ł���ꍇ�́A���̍H���ɂ��Ă����̏�����L���Ƃ��A�Ȍシ�ׂ莎���͕s�v�Ƃ���Ă���B
(b) �߂������̓{���g�̒��t��
(1) �߂������J�{���g�̒��t���́A�Z�p����ł́u�Z�\�ҁv�̗L�o�i�҂��s�����ƂƂ��Ă���B�������A�u�Z�p�ҁv�̗L���i�҂���Ƃ��Ă��悢�B
(2) ���t���̎菇�́A4�߂̒ʏ�̍��̓{���g�Ɠ��l�ɁA�{���g�̎�t���A�ꎟ���߁A�}�[�L���O�A�{���߂̏����ōs�����A�{���߂́A�i�b�g�̉�]�p�𐧌䂷��i�b �g��]�@�ɂ��B
(3) �i�b�g��]�@�Ƃ́A�ꎟ���߂ɂ��|�ށA�i�b�g������������Ԃ���N�Z����ƃi�b�g��1��]�i360���j������{���g�́A�����悻�˂���1�s�b�`���L�т�Ƃ����˂��̊w�I�Ȍ����𗘗p���ăi�b�g�̉�]�ʁi�p�j�𐧌䂷�邱�ƂŁA�{���g�̎��͂��Ǘ�������̂ł���B���������āA�i�b�g�̉�]�ʂƃ{���g�ɓ�������鎲�͎͂����Ŏ����W�����藧�B
![�i�b�g�̉�]�ʂƃ{���g�ɓ�������鎲�͂̎�.jpeg](/archicome/file/E3838AE38383E38388E381AEE59B9EE8BBA2E9878FE381A8E3839CE383ABE38388E381ABE5B08EE585A5E38195E3828CE3828BE8BBB8E58A9BE381AEE5BC8F.jpeg)
���̊W�́A���̓{���g�̓�����g���N�W���Ƃ͂������Ȃ��������邱�ƂɂȂ�B�������A�g���N�W�����傫���ƁA�i�b�g��120�K��]������̂ɑ傫�ȗ͂��K�v�ō�Ɛ����ቺ�������łȂ��A�{���g�������˂�����ʂ��傫���Ȃ莲���ɑ傫�Ȃ˂��艞�͂�����A�Ƃ��������肵�₷���Ȃ�̂ōD�܂����Ȃ��B�u�W�d�v�ł̓Z�b�g�̎�ނ�1��iF8T�����j�Ƃ��Ă���B
(4) �{���g�̎�t���́D7.4.7(e)�ɂ��B
(c) �ꎟ����
�ꎟ���߂́A���{���g����ߕt���ĕ��ނ̖������m�F�����̂��A�S�{���g�ɂ��āu�W�d�v�\7.4.2�Ɏ����g���N�l�Ńi�b�g����]�����čs���B���̈ꎟ���߃g���N�l�́A�{���߂̃i�b�g��]�p�̊�_�Ƃ��邽�߂̂��̂ŋɂ߂ďd�v�ȈӖ��������Ă���B
�ꎟ���߂̃{���g���͂́AM16�Ŗ�40kN�AM20, M22�Ŗ�50kN�AM24�Ŗ�60kN���x��������邪�A�ꎟ���߂̃{���g���͖͂{���߃{���g���͂ɉe�����Ȃ��i�b�g��]�ʂŖ{���߂��s�����Ƃɂ��Ă���̂ŁA�ꎟ���ߌ�̒��t���g���N��{���g���͂͌��肵�Ȃ��Ă悢�B
���t���@��́A�v���Z�b�g�`�g���N�����`���g�p����̂��]�܂����B���K�l�X�p�i���g�p����ꍇ�́D���t����Ƃɐ旧���ꎟ���߃g���N�l��������l�͂̓������g���N�����`�Ŋm�F���A���̗v�̂�����ł����Ƃɓ��邱�ƂƂ���B
(d) �}�[�L���O�́C7.4.7(g)�ɂ��B
(e) �{����
JIS�`���J�{���g�Ɠ��l�ɁA�߂������J�{���g�ɂ��Ă��������Ăьa��5�{�ȉ��̂��̂ɂ��Ắu�W�d�v�\7.4.2�Ɏ����g���N�ňꎟ���߂��s������Ԃ���_�Ƃ��ăi�b�g��120����]�����邱�ƂƂ��Ă���B���̏ꍇ�̋��e���� �}30���Ƃ��Ă���B120�K�̉�]�ʂ̓i�b�g�̊p�������邱�Ƃ��Ӗ����Ă���̂ňꎟ���ߌ�̃}�[�L���O�̐��ŗe�ՂɊm�F���ł���B
���̃i�b�g�̉�]�ʂ́A���ޒ��t�������ɂ��A�W���{���g���͂ɑ��āA�K�v�\���ȃ{���g���͂������邱�Ƃ��m�F���Ē�߂��Ă�����̂ł��邩��A��������炵�Ȃ���Ȃ�Ȃ��B
�Ȃ��A�������Ăьa��5�{����{���g�ɂ��ẮA���ۂ̌����ƂȂ�|�i 2�`3���ϑw�j�ɓ��Y�{���g��}�����A����̃g���N�ňꎟ���߂�����Ԃ��N�_�Ƃ��āA�i�b�g�̉�]�p�x�ƁA�{���g���͂̊W�����������āA�v�{���g���J�̖�1.3�{�̎��͂ƂȂ�i�b�g��]�p�����肷��B���̂Ƃ������͓���Ăьa�y�ю������ƂɊe5�{���{���A���̕��ϒl�������āA�K�v�ȃi�b�g��]�p�Ƃ��Ă悢�B
�{���߂́A�i�b�g���K��̊p�x������]������A���@�͐l�͂��邢�͋@�B�͂�����̕��@�ɂ���čs���Ă��悢�B���t���{���������ꍇ�ɂ́A���炩�̋@�B�͂𗘗p�����ق��������I�ł���B
�Ȃ��A�i�b�g��]�p�������䑕�u�̕t�����@����J������Ă���B
(1) ���t���@��
�߂������J�{���g�̒��t���ɂ̓i�b�g��]�@�p�d�������t���@�i�}7.12.1)��JIS�̍��J�{���g�ɗp����d�������t�����A�蓮���g���N�����`����p���邪�A�����͏��v�̐��x��������悤�ɏ\���������ꂽ���̂łȂ���Ȃ�Ȃ��B
![�}7.12.1_�i�b�g��]�@�p�d�������t���@�̗�.jpg](/archicome/file/E59BB37.12.1_E3838AE38383E38388E59B9EE8BBA2E6B395E794A8E99BBBE58B95E5BC8FE7B7A0E4BB98E38191E6A99FE381AEE4BE8B.jpg)
�}7.12.1 �i�b�g��]�@�p�d�������t���@�̗�
(2) ���t���@��̒���
�i�b�g��]�@�ł́A���ނɃ{���g���Z�b�g���āA�H������Ŏg�p������t���@�Œ��t���A���v�̃i�b�g��]�p�������邱�Ƃ��m�F����B��ʂɁA�i�b�g��]�@�ł̒��t���@��̒����́D�{���ߎ��̍ŏ��̐��{�̃{���g����ߕt���鎞�ɕ��ނōs�����̂ŁA�g���N�R���g���[���@�ƈقȂ�A���ނƎ��͌v�Ńo�l�萔�̓����邽�߁C���͂𑪒肵�Ȃ��B
7.12,5 �����y�ь���
(a) �����y�ь����́A10�߂ɂ��B�������A�����A�����꒼���̍ۂɂ́C�߂����ʂɏ������Ȃ��悤�ɗ{�����s���B
(b) �߂������ނ̕ۊǂɓ������ẮC���ފԂɎV���g���Ȃǒʕ��̗ǂ���Ԃōs���B
(c) ���ނ̂߂�����C
(1) �u�W�d�v7.12.5 (b)�ł́A�����y�ь����ɂ����Ă߂����ʂɏ������������ꍇ�̕�C�̋K��ł��邪�A���̂ق��ɂ߂������ꂽ���ދy�ёf�ޕ\�ʂُ̈��Ԃɂ���đf�n�̍|�ނ������I�ɘI�o���邱�Ƃ�����B
�܂��A�������̐��x�ɂ���ẮA�t�B���[�v���[�g���V���ɕK�v�ƂȂ�����A�Y������������ꍇ��������\��������B�t�B���[�v���[�g�E�Y���i�X�v���C�X�v���[�g�j�̂߂����������I�Ɍ������������ɂ́A�߂����Ɠ����̑ϐH�����������C���K�v�ƂȂ邪���̕��@�Ƃ��Ă͎���2�̕��@������B
�����́A�H��E�H�����ꓙ�A���ɂ���āA�K�p�\�Ȃ��̂ƁA�s�\�Ȃ��̂�����̂ŁA�K�ɔ��f���Ȃ���Ȃ�Ȃ��B�������A�H�����k�ł̎{�H�����l�����( i )���Z�x���������h���ɂ����@���ł��K���Ă���B
(i) ���_�x���������h��
90���ȏ�̋������������ƓW�F�܂���Ȃ鈟���̓d�C���w�I�h�H�\�͂����h���ŁA�͂�1��h���50��m���x�̓h����������B
(ii) �����̗n��
���^���R���p�̃K���ň�����n�˂��邪�A�n�˕����͂��炩���߃u���X�g�����ɂ��\�ʂ�e�����Ă����A�햌��80��m�ȏ�̌��݂Ƃ���K�v������B
(2) ��C��̑ϐH���y�ѕ�C�܂̖��������m�ۂ���ɂ͎��́A�_�ɗ��ӂ��Ȃ���Ȃ�Ȃ��B
(i) ���ӂ̂߂����疌�Ɠ����x�̌����Ƃ���B
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@
(ii) ��C�ӏ��̉���A�K���͊��S�ɏ�������B���ɐԎK�̂悤�ɂ͂������₷���ٕ����c���Ă���ƕ�C�܂̖��������ɒ[�ɒቺ����B
7.12.6 ���t���̊m�F
(a) ���t�������������߂������J�{���g�͑S���ɂ��āA�ꎟ���ߌ�ɂ����}�[�L���O�ɂ��A���v�̃i�b�g��]�p���^�����Ă��邩�ǂ����ڎ��ɂ�茟������B�K��̃i�b�g��]�ʁi�������Ăьa�� 5�{�ȉ��A���AM12����ꍇ��120�K�j�ɑ��ā{30���` �|30�K�͈̔͂ɂ�����̂����i�Ƃ���B�{30�K���Ē��ߕt����ꂽ���̂̓Z�b�g�����ւ���B�܂��A�i�b�g�̉�]�ʂ̕s�����Ă�����̂ɂ��ẮA����̃i�b�g��]�ʂ܂Œ��ߕt����B
(b) �i�b�g�ƃ{���g�E���������Ƃ������Ă�����̂̓Z�b�g�����ւ���B
(c) ��x�g�p�����߂������̓{���g�̃Z�b�g�́A�Ďg�p���Ă͂Ȃ�Ȃ��B
(d) �i�b�g��]�@�̒��t�������Ńg���N�����`��p�����������s��Ȃ��̂́A���̗��R�ɂ��B
(1) �{���g�̎��͂��i�b�g�̉�]�ʂɂ�茈�܂�A�g���N�Ɗ֘A���Ă��Ȃ��B
(2) �}�[�L���O�̂���ɂ��{���߂������������Ƃ��O�ςŕ�����B
�Ȃ��A���t�������́A�ғ��ɑ���K��ł���A�ēE���̌����́u�W�d�v 7.4.8(f)�ɒ�߂��Ă���B���̏ꍇ�́A�ғ��̒�o���������L�^�Ɋ�Â��āA�K�X�{�H�ς݃{���g�𒊏o���A�������s���B
�y���̃J�e�S���[�̍ŐV�L���z
-
no image
-

-

-

-

-

-

-

-
no image
-

-

-

-

-

-
no image
-

-

-

-

-