��V�� �S���H��
11�� �y�ʌ`�|�\��
7.11.1 �K�p�͈�
���̐߂́A��Ԑ��`���ꂽ�y�ʌ`�|���g�p����ꍇ��ΏۂƂ��Ă���A���̐߂ɋK�肳��Ă��Ȃ����̂́A1�߂���10�߂܂ŋy��12�߂ɂ��悢�B
�ȑO�́A�y�ʌ`�|�ɂ�郉�`�X�\�������L���p�����Ă����B�������A�ŋ߂ł͓��ނƂ��Ďg�p���邱�Ƃ���ʓI�ł���B
7.11.2 �{�@�H
(a) �ށ@��
(1) �|�@��
(i) JIS G 3350�i��ʍ\���p�y�ʌ`�|�j�́A���z���̑��̍\�����ɗp�����Ԑ��`�̌y�ʌ`�|�ł���A��ނ�SSC400 1��ނŁA�f�ʌ`��ɂ�閼�̂ɂ́A�y�a�`�|�A�yZ�`�|�A�y�R�`�|�A���b�v�a�`�|�A���b�vZ�`�|�A�n�b�g�`�|������B
(ii) �|�ނ̕i���������ɂ��ؖ�����ꍇ�́A7.2.10�ɂ��B
(2) �A�[�N�n�ږ_�́AJIS Z 3211 �i��|�A�����͍|�y�ђቷ�p�|�p�핢�A�[�N�n�ږ_�j���Q�Ƃ���B�A�[�N�n�ږ_�̖_�a��4.0mm�ȉ��ŁA���A���Ɍ����������̂�I�ԕK�v������B�Y�_�K�X�V�[���h�A�[�N�������n�ڂ�p����ꍇ�ɂ́A�n�������Ȃ��悤�ɓK�ȗn�ڏ�����I�肷��B
(3) ���J�{���g��7.2.2���A���ʃ{���g��7.2.3���Q�Ƃ���B
(b) �{�@�H
(1) �@�f
�y�ʌ`�|���ނ͔����ĕ��G�Ȍ`��ł��邽�߁A�ؒf�ɍۂ��ẮA��ʂ̍|�ނƔ�ׂē��ʂȒ��ӂ��K�v�ł���B
�@ ���ނ̐ؒf�ʂ́A���ɐ}�ʂŎw�肳�ꂽ���̈ȊO�͎����ɐ����łȂ���Ȃ�Ȃ��B����́A�Ȍ�̉��H�E�g���E�n�ڂ̍H���ɂ����Ă��ׂĂ��̒f�ʂ���ƂȂ邽�߂ł���B�܂��A�ؒf�̍ہA�f�ʌ`��Ȃ�Ȃ��悤�ɒ��ӂ���K�v������B�@�B�ؒf�ɂ���Đ������܂���́A�₷�蓙��p���Ď�菜���Ȃ���Ȃ�Ȃ��B
�A ���ނ̐ؒf�͋@�B�ؒf�Ƃ���B�@�ɏq�ׂ��悤�ɁA�ؒf�ʂ͉��H�̊�ƂȂ���̂ł���A���m����K�v�Ƃ��邽�߂ł���B
�蓮�K�X�ؒf�́A�f�ʂ��s���m�ɐؒf����邽�߁A�����Ȃ���Ȃ�Ȃ��B�s���m�ɐؒf���ꂽ�f�ʂ��O���C���_�[���Ő��m�Ɏd�グ�邱�Ƃ͎��ۂɂ͖����ŁA�̍ق����̕�C�ɂȂ��Ă��܂����߂ł���B
(2) �h�K
(i) �y�ʌ`�|�\���ɗp�����镔�ނ́A���������̂ŕ��H�ɑ�����S������ʂ̍|�\�����Ⴍ�A�\���Ȗh�K���u��v����B
(ii) �|�ނɖh�K�������{�����ꍇ�ł��A�K�тɂ�����������o���悤�w�߁A����Ȃ��Ƃ����h���ŕ₤�Ƃ����l��������ł���B�܂��A�v��̔z���ɂ���ĉ��������_�������B���̏ꍇ�̗��ӓ_�����Ɏ����B
�@ �J���ɂӂ�Ă������ؗ������A��Ɋ�������悤�ʕ���ǂ�����B�J�����ؗ����邨����̂��镔�ށA�Ⴆ���b�v�a�`�|�̉��ˍޓ��́A�K�Ȑ������E�������ĉJ���̔r�o���l������B
�A �J���̊|����ӏ��ł́A�ēh���̂ł��Ȃ��\���������B���ɁA�nj`�f�ʂ̕��ނł́A�K�v�ɉ����āA�[���ɓ����ނ̂ӂ�������B�܂��A�|���݂̓��킹�ŕ��`�̒f�ʂɂȂ�悤�ȕ��ނ́A���Ԃ𖧕��Ȃ���Ό��z���̊O���֘I�o�����Ă͂Ȃ�Ȃ��B
�B �K�̔�����_���ł���悤�ȍ\���Ƃ��A�ēh�����e�ՂȂ悤�ɍl������B
�C �h�K��̎�_�ƂȂ�₷�����ʂɂ́A�h�����Ȃ��K��\�z���A���炩���ߒf�ʂ̊������������̑傫���|�ނ̎d�l���l������Ƃ悢�B
(iii) �ēh���̍���Ȍ��z���̕����y�юK�̔������₷�����ɂ��錚�z���̕����̖h�K�́A�����߂����Ƃ���̂��]�܂����B�����߂����Ɋւ��Ă�12�߂��Q�Ƃ���B
(3) ���̓{���g�E�{���g�ڍ�
�u�W�d�v�ł̓{���g�ڍ��́A���L�ɂ��Ƃ��Ă���B�E�́A�g�����ޕЂ𐳂����ڍ����邽�߂ɐ��x�ǂ�������ƂƂ��ɁA�e�ޕЂ̍E�S����v������悤�H�삷�邱�Ƃ��d�v�ł���B�h���������̂܂����|���`�����̕ό`�́A�g�ݍ��킹���ޕЊԂɌ��Ԃ��ă{���g�̒��t���▀�C�͂Ɏx��𗈂��̂ŁA�K����菜���Ȃ���Ȃ�Ȃ��B�܂�������ɂ̓O���C���_�[���Ōy����菜���̂��悢���A���ނ����߂��Ȃ��悤���ӂ�v����B
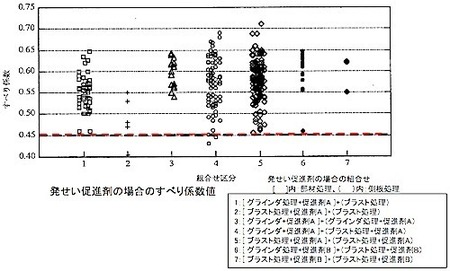
�y�ʌ`�|�\���ɍ��J�{���g��p���A�v��̂��ׂ�W����0.23�Ƃ��Ă���ꍇ�A���C�ʂ́A�E�����̏������s���������ŁA���łȍ���\�ʂƂ��邱�Ƃ��ł���B�������D�����K�A�o�����A���A�h�������C�͂�ቺ��������̂���������K�v������B�E����������\�ʂ́A�ԎK���������\�ʂɔ�ׂĂ��ׂ�W�����ቺ����B�������A�y�ʌ`�|�\���ɗp�����镔�ނ͔��������`������G�Ȃ̂ŁD������������邽�ߔ������߂�����O���C���_�[��V���b�g�u���X�g���|�����Ȃ����Ƃ����邽�߁A���łȍ���͏������Ȃ��Ă��悢�B���̏ꍇ�̖��C�ʂ́D������������ԎK���������ꍇ�̂��ׂ�W����1/2 (0.23)�ȏ���m�ۂł���悤�ɂ��Ă����Ȃ���Ȃ�Ȃ��B
���̓{���g�ڍ����s�����ނ́A���̐ڐG�ʂ����m�ɖ�������悤���ӂ���K�v������B���ɁA�y�ʌ`�|���ނ́A���������A�Ђ��݁E����E�Ȃ��蓙�������₷�����ނȂ̂ŕK���������邩�A���̓t�B���[�|��}������Ȃǂ��Ă�����₤�K�v������B
(4) ���̓{���g�y�ѕ��ʃ{���g�̃s�b�`�A�ւ肠�����́D7.3.2(c)�ɂ��B
(5) �u�W�d�v�ł́A���ʃ{���g�̍E�a�̌��x�̓{���g�a�{0.5mm�ƂȂ��Ă���B�������u�W�d�v�ł́A�ꉮ�A�����ނ̎�t���p�{���g�̏ꍇ�A�{���g�a�{1.0mm�Ƃ��Ă���B
(6) ���ʃ{���g�ɂ͖ߎ~�߂��K�v�ł��邪�A�ʏ펟�̂悤�ȍH�@������B
(i) ��d�i�b�g
�i�b�g���d�ɂ���i�}7.11.1�Q�Ɓj�B��ʂɖߎ~�ߗp�̃i�b�g�͖{�i�b�g�Ɠ��������̂��́i2��j���p�����邪�i7.2.3(b)�Q�Ɓj�A�������̔������́i3��j�ł��悢�B��d�i�b�g�̒��t���́A7.5.2 (3)���Q�Ƃ���B
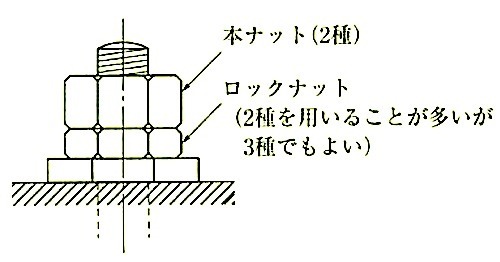
�}7.11.1 ��d�i�b�g
(ii) �X�v�����O���b�V���[
����ȃX�v�����O�ɂȂ��Ă��������p����B
(iii) �n��
�i�b�g�ƃ{���g��n�ڂ���B���̍ۂ̓{���g�̑S���ɂ킽��n�ڂ���B���̕��@�͊ȈՂȍ\�����ŁA���A�����Ɏx��̂Ȃ��ӏ��ȊO�ɂ͗p���Ă͂Ȃ�Ȃ��B
(7) ����f�{���g
����f�{���g�Ƃ́A�}7.11.2�̗�P������f�͂ɂ��`�B����{���g�ł���A�قƂ�ǂ̕��ʃ{���g�͂���f�{���g�ł���B���̃{���g�̑ϗ͍͂|�̑����Ō��܂�ꍇ������̂ŁA�˂��������O���b�v�i���t�������j�Ɋ|�����Ă͂Ȃ�Ȃ��B���̂��߂ɂ͌����������K�v�ɂȂ�B�܂��A���x��͕K�������K�v�ł͂Ȃ����A�ޗ����x�����l����ƁA���S�Ȃ˂��R��3�R�ȏ�i�b�g�̊O�ɏo�Ă���悤�ɂ���̂��悢�B
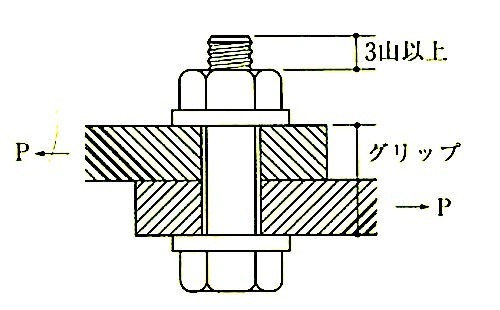
�}7.11.2 ����f�{���g
�y���̃J�e�S���[�̍ŐV�L���z
-
no image
-

-

-

-

-

-

-

-
no image
-

-

-

-

-

-
no image
-

-

-

-

-