







鉄骨工事 工業製作 工作②
以下、(一社)日本建設連合会HPより引用
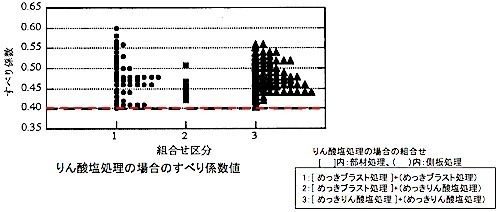
【 摩擦面処理 】
・発錆促進剤や溶融亜鉛めっき面へのりん酸塩処理を採用する場合の留意点
発錆促進剤もりん酸塩処理も工事監理者の承認もしくはすべり試験が必要であったが、2018 年に改定され、JASS6ではこれらの使用が標準として認められた。
ただし、発錆促進剤の場合は、黒皮除去も同時に行うものは認められておらず、また、下地処理の管理、希釈条件の確認、塗布後の時間確保に注意が必要となる。発錆促進剤もりん酸塩処理も、メーカーの取り扱い仕様を十分に参考にした上で接合部の製作を行う必要がある。参考までに、過去に行われた発せい促進剤、りん酸塩処理の試験結果を示す。

出典:建築鉄骨工事の新たな課題への取り組み
(一社)日本建築学会_鉄骨工事運営委員会調査研究報告会・資料集 2010
(一社)日本建築学会_鉄骨工事技術指針・工場製作編、2018
【 発生促進剤 】
・発錆促進剤を使用するに当たっての留意点
2018年に改定されたJASS6では高力ボルトの摩擦面処理として、自然発生の赤さび、ブラスト処理に加えて薬剤発せいの使用が標準として認めらた。ただし、薬剤発せいの場合は、黒皮除去も同時に行うものは認められててはなく、また、下地処理の管理、希釈条件の確認、塗布後の 時間確保に注意が必要で、メーカーの取り扱い仕様を十分に確認する。
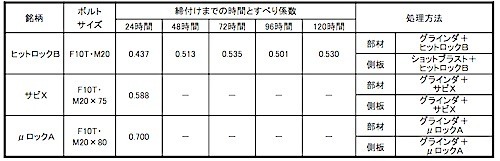
(1)発せい促進剤の現状
発せい促進剤として、一般に販売されているもののうち、代表的な銘柄とその特徴について下表に示す。これらの発せい促進剤は、グラインダあるいはブラスト等により黒皮を除去した後の発せいを促進させるタイプのものである(一部には黒皮上から塗布するものもあるが、腐食が必要以上に継続する場合もあるので使用しない)。

(2)発せい促進剤による摩擦面のすべり係数
各薬剤メーカーが示しているカタログに記載されたすべり係数を下表に示す。カタログ値によればここに示したものはいずれもすべり係数として0.45を確保されたものである。
(3)発せい促進剤使用の留意点
①発せい促進剤塗布前の下地処理管理を厳格に行う(黒皮を除去する)
②発せい促進剤の希釈の必要性の有無を確認する(原液のままのものと希釈タイプがある)
③発せい促進剤塗布後、所定のすべり係数が得られるまでの時間を確認する(24時間タイプと 48時間タイプがある)所定のすべり係数が得られるまでの時間は、塗布後の温度・湿度に大きく依存している。特に気温 5°C以下、湿度80%以上などの悪条件ではその効果がほとんどないことも報告されている。このように塗布後ボルト締付けまでに必要な時間は気象条件と関連して決めるべきであるが、各社カタログ等では平均的な温度・湿度に対しての時間設定のみの記載なので注意が必要である。
④発せいするまで、雨に掛からないようにする。
出典:建築鉄骨工事の新たな課題への取り組み
(一社)日本建築学会_鉄骨工事運営委員会調査研究報告会・資料集、2010
(一社)日本建築学会_鉄骨工事技術指針・工場製作編、2018
【 サンブラスト 】
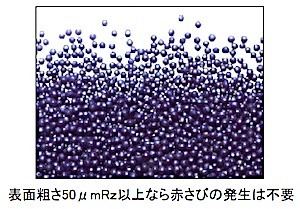
・サンドブラスト処理の場合の赤さび
摩擦接合に必要なすべり係数 0.45を確保する方法として自然発生の赤さびによる場合、薬剤発せいによる場合(2018年JASS6改定より)およびブラスト処理による場合がある。ブラスト処理とは、研削材を圧縮空気などを利用して加工面に高速で噴射し、その衝撃力で黒皮などの異物を除去するとともに、適度の粗さを持った粗面を作る表面加工である。研削材の種類によってショットブラスト、グリットブラストおよびサンドブラストなどがある。 JASS6では表面粗さを50μmRz(マイクロメーターアールゼット)以上確保すれば、ショットブラスト、 グリットブラスト面を摩擦面として良いとしている。しかし、サンドブラスト処理面は所定のすべり係数が得られないことがあり認められていないため、赤さびの発生が必要になる。
■ショットブラスト
鋼製の球形の粒を吹き付ける。

■グリッドブラスト
鋼製の鋭く尖った角を持つ粒を吹き付ける。

■サンドブラスト
ガーネットや各種粉砕スラグなどを吹き付ける。ケイ砂は研削材のJISから削除されている。

出典:(一社)日本建築学会_鉄骨工事技術指針・工場製作編、2018
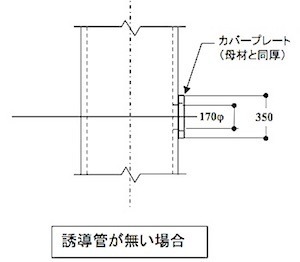
【 CFT造のコンクリート圧入口 】
・CFT造のコンクリート圧入口の誘導管(エルボ)
(一社)新都市ハウジング協会から省略できる根拠は公表されていない。施工会社各社が独自に実験を行なった結果により省略できる根拠としたり、過去の文献等を参考にして資料作成し設計者・工事監理者の承認を得ている。
参考文献を以下に示す。圧入工法における誘導管の役割は、コンクリートの流動方向を上に 誘導することで鋼管に余分な圧力をかけないようにするためであるが、文献1)の結果では誘導管を設置するほうが圧入圧力は大きくなるとの報告もあり、また各文献とも鋼管の水平方向歪に対する影響はほとんどないとされている。

出典:
・文献1)「CFT柱の圧入工法における誘導管の検討」
日本建築学会大会梗概集1999年1261 大成建設 谷垣ら
・文献2)「誘導管の有無によるCFT柱の圧入時角形鋼管挙動の相違」
日本建築学会大会梗概集2002年1415 熊谷組 宮原ら
・文献3)「CFT造柱の圧入工法における誘導管の影響」
日本建築学会大会梗概集2003年1251 竹中工務店 三好ら
【 バンドプレート 】
・十字柱のバンドプレートピッチの規定
一般にバンドプレートは、T字形または十字形鉄骨を組み立てるための形状維持として設置さいるので製作側の精度保持方法によりそのピッチは決まってくる。 しかし、逆打ち工法などで柱に大きい圧縮力が生じるときに、フランジが局部座屈を起こさないように設ける場合があるので、この場合はバンドプレートの仕様を設計者・工事監理者に確認する必要がある。
バンドプレートのピッチに規定はないが、タラップとして兼用することもあるので、その場合は 400mm程度の間隔で取り付けることが多いようである。タラップとしてバンドプレートを使用する場合は、安全管理上、バンドプレート取付溶接部の品質も管理する必要がある。

【 ひずみ矯正 】
・ひずみを加熱で矯正する場合の留意点
全ての鋼材は、化学成分の調整と圧延温度、圧下量※ の制御、熱処理の組合せにより造り込ま れている。したがって、加熱矯正が実施された場合、材質への影響は免れることはできない。 影響因子としては、①加熱温度、②加熱時間、③加熱範囲、④冷却条件であり、これらの条件と 鋼材成分の相互関係により加熱矯正部分の材質への影響度合いは異なる。
鉄骨工事技術指針・工場製作編では、下記のような加熱矯正基準が示されているので、この基準を遵守する管理が必要である。また、熱影響を表面近傍のみに止めるように、管理することも重要である。
平成12年建設省告示第2464号では、「500度を超える加熱を行う場合は加工前の当該鋼材等の品質と同等以上であることを確認しなければならない。」とされているが、同告示のただし書きには、「局部的な加熱はこの限りではない」とされている。加熱矯正は温度は500度を超えているが、局部的な加熱なので、告示に抵触することはないと考えられる。
※圧下量:圧延材料が1回の圧延で薄くなった量
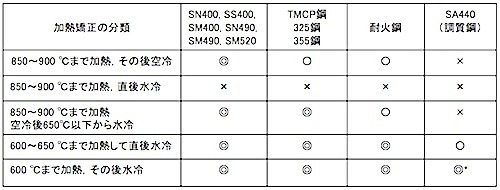
[注」 上表温度は加熱表面での温度である
*600 °Cを超えてその後空冷または水冷する場合は、確認実験を実施してその条件で行う
(凡例)
表中の◎は実施可、×は実施不可である。 ○はさらに厳密な温度管理と加熱時間、加熱範囲を 最小限とすることを前提に実施してもよい。
出典:(一社)日本建築学会_鉄骨工事技術指針・工場製作編、2018
【 ダイアフラムの出寸法 】
・ 冷間成形角形鋼管の通しダイアフラム出寸法
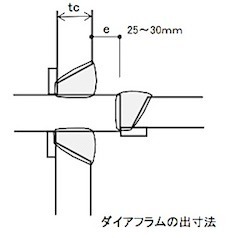
「2018年版 冷間成形角形鋼管設計・施工マニュアル」では、ダイアフラムの出寸法 eは下記の値 が推奨されている。
e=25mm(tc<28mm) e=30mm(tc≧28mm)
tc:角形鋼管厚さ
これは次の点を考慮して決められている。
①板厚方向応力に対するダイアフラムの安全性確保(ラメラテアによる開裂防止など)
②ダイアフラムと柱・梁フランジの溶接による熱影響部の干渉及び性能低下の防止
③柱とダイアフラムの溶接によるダイアフラムのかさ折れの発生の防止
①については、当該溶接部位が入熱の小さいガスシールドアーク溶接であり、またダイアフラムの 材種もSN材でかつ板厚方向の特性( Z方向絞り値・材料UT検査 )が規定されたC種を用いること が一般的であることから、板厚方向のラメラテア(開裂)の問題は無いと考えられる。
②については、①と同様に当該溶接部位が入熱の小さいガスシールドアーク溶接であることから、 母材への熱影響の範囲は数mmと小さく、ダイアフラム製作出寸法を25~30mm程度確保すれば、 熱影響部同士が干渉して溶接部の性能を低下させる、ということは無いと考えられる。
③については、ダイアフラム出寸法を大きくすると、溶接の順序にもよるが、かさ折れ量が大きくなる。特にトッププレートの場合、片側溶接になるためかさ折れが発生するケースが多く、事前に逆ひずみをつけるなど対策を講じても、中々コントロールできないのが現状である。かさ折れが発生した場合、ダイアフラム板厚が厚い場合は加熱矯正でも完全な修正は困難であり、梁フラン ジとの溶接で食違いが生じ易くなる。したがって、①と②を満足したうえでダイアフラムの出寸法は短くする(一般に25~30mm程度)のが良い。

出典:2018年版 冷間成形角形鋼管設計・施工マニュアル
【 アンカーボルト 】
・構造用アンカーボルト(ABR、ABM)の加工(L形・J形)及びめっき処理
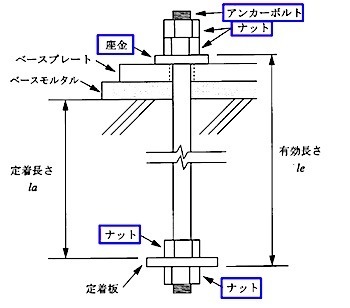
①ABR、ABMのアンカーボルトのセットを図に示す。図のようにナット4個、丸座金1枚及び直形状のアンカーボルト1本のセットでJIS規格化されている。なお定着板は規格に入っていない。
JISマーク表示認証取得工場で曲げ加工する場合、曲げ加工自体は可能であるが、形状が変わってしまうのでアンカーボルトの「セットとしてのミルシート」は発行されないので注意する。
②アンカーボルトの表面処理について、JIS規格の附属書(規定)の抜粋を示す。
・JISB1220:2015 附属書A.7 ボルトの表面処理
A.7.1 ABR用ボルトに表面処理を施す場合は、電気めっき又は溶融亜鉛めっきとする。 溶融亜鉛めっきを施す場合は、ナットのはめあいを考慮してJIS H 8641に規定する HDZ35とする。
A.7.2 ABM用ボルトの表面処理にめっきを施す場合は、電気めっきとする。
①のようにボルト・ナット・座金はセットで構成されている。表面処理としてめっきを施す場合は、 ボルトの表面処理と同等の表面処理を施したナット及び座金を組み合わせることが規定されているので、材料が入荷された際、現物や検査証明書で組合せを確認する必要がある。
出典:建築用アンカーボルトメーカー協議会パンフレット「構造用アンカーボルト」 JISB1220:2015 構造用両ねじアンカーボルトセット
【 開先角度 】
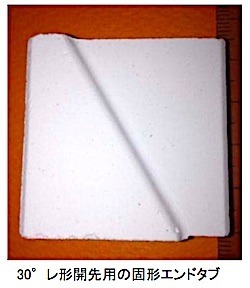
・完全溶込み溶接のレ形開先角度を30°に変更したい場合
開先角度が小さくなることにより高温割れが問題となる場合があるが、過去の実験や実績から、 開先角度を通常の35°から30°に変更する程度であれば、高温割れが発生しないことが知られている。ただし30°開先にするには以下の注意が必要である。
①鉄骨製作工場の開先加工機が30°に対応できる場合とできない場合があるので、事前に確認する。
②溶接ワイヤの突出し長さの確保やテーパノズル形状、 および、固形エンドタブを使う場合は、 事前に確認する必要がある。
③溶接技能者に狭開先の溶接経験がない場合は、適正な溶接ができるか施工試験で確認する。
この場合、 30°より狭くなる側の開先角度管理値と、溶接時の積層図や溶接条件 を事前に定めておく。
なお、開先標準を変更することになるので、設計者、工事監理者の承認が必要となる。


【このカテゴリーの最新記事】
-
no image
-

-

-

-

-

-

-

-
no image
-

-

-

-

-

-

-
no image
-

-

-

-





























