







鉄骨工事
工事現場溶接①
工事現場溶接①
【 裏当て金 】
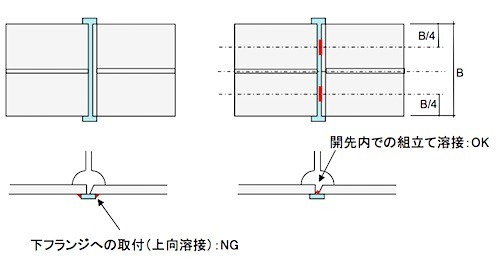
ブラケット形式のフランジ現場溶接(固形エンドタブ)の裏当て金の組立て溶接位置
鉄骨工事技術指針・工事現場施工編においては、
「現場溶接の時に特に下フランジ側では、応力状態の厳しくなるフランジ外面に組立て溶接を行なうと組立て溶接の止端から梁フランジが破壊する可能性がある。また、上向き姿勢で適切な組立 て溶接を行なうことは困難である。したがって、現場溶接における組立て溶接は、エンドタブの部分で行なうのが望ましい。」 と示されている。
しかし、固形エンドタブを使用する場合は、エンドタブの部分で溶接が出来ないため、 同じく技術指針の以下のただし書きに従って、開先内で組立て溶接を行うことになる。
「ただし、工事監理者の承認を得て、組立て溶接を開先内に行うことができる。この場合の組立て 溶接の位置は、梁フランジの1/4とし、かつ、本溶接時に組立て溶接を確実に再溶融させる。組立て溶接に用いる溶接は、本溶接時と同じ溶材を用いて行なう。」

【 柱継手 】
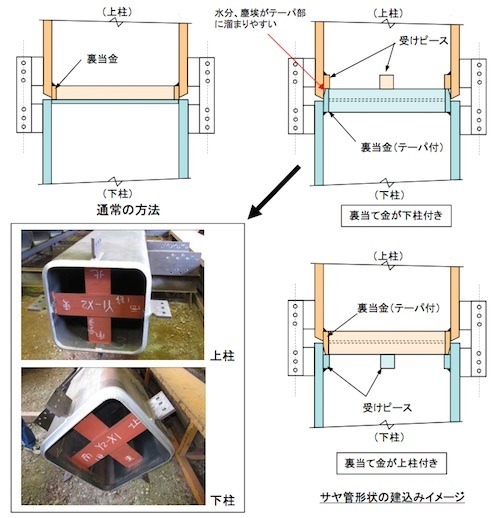
コラム柱の柱継手で、裏当て金を差し込み式にした場合の留意点
柱継手部の食違い防止で採用される例が多い方法であるが、採用にあたっては以下の注意が必要
①柱内に雨水等が入らないように養生する処置が必要
②下柱の裏当て金は、施工性を考慮してテーパ加工がされているが、このテーパによる柱材との隙間に雨水や塵埃が侵入している可能性があるために、溶接前にバーナ等で加熱・蒸散させる必要がある。
③裏当て金に塗布してある溶接用の下塗りが、上柱挿入時に剥がれて、上柱と裏当て金の間に 不純物として残る場合があり、溶接前に除去する必要がある。
④上柱内部に取付けた、裏当て金の受けピースおよび裏当て金に、自重が掛かるので強度上必要な溶接量を確保する必要がある。
【 AW検定 】
AW検定の工事現場溶接資格
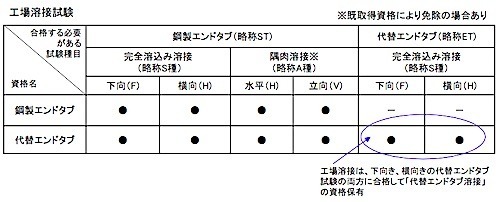
工事現場溶接の場合、横向き溶接を代替エンドタブで行う場合は比較的少ないため、両者を分けている。但し、代替エンドタブV類の資格には、代替エンドタブ下向(F)、横向き(H)両方の試験合格が必要である。
一方、工場溶接の場合は、下向き、横向きを分けて管理するのは難しいため両方保持するとしている。下表に示す、資格毎の●で示した試験項目を全て合格する事が必要である。代替エンドタブ資格は、鋼製エンドタブ資格を保有することが必要。 なお、工事現場溶接のV類資格保有者は、非常に少ないのが現状である。
AW検定の資格毎の試験項目

【 混用溶接 】
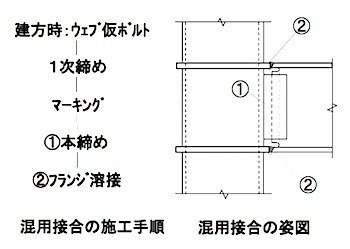
混用接合で、溶接熱による高力ボルトの導入張力の影響を回避する方法
鉄骨の現場接合において、H形鋼のウェブ・ 高力ボルト接合、フランジ・現場溶接接合、 いわゆる混用接合が多くの物件で採用されている。 この場合、ウェブ高力ボルトを先行して本締めまで行なった後に、フランジ溶接を行う。
(一社)日本建築学会・鉄骨工事技術指針・ 工事現場施工編では、本締めされた高力ボ ルトのフランジ溶接における熱の影響により ボルト張力が低下するという研究例があることが指摘されている。
また、過去の研究事例では、本締めされた ボルトの温度が100°Cを超えると、導入張力 が設計張力を下回る事が報告されています。
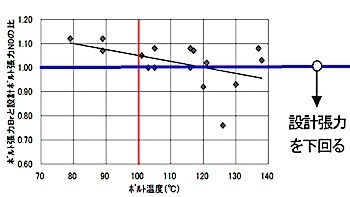
これを回避する施工方法の一例として、右図 に示した高力ボルト温度測定管理フロー に基づき、高力ボルトの温度が最も大きくな ると予想されるフランジ板厚の最も厚い部材で試験を行い、溶接部に最も近い高力ボルト温度を測定して、高力ボルトの温度が100°C を超えない溶接条件を確認する方法がある。


出典:2009年度日本建築学会大会_材料施工部門PD「梁端現場溶接接合が抱える課題」
【 デッキ受け 】
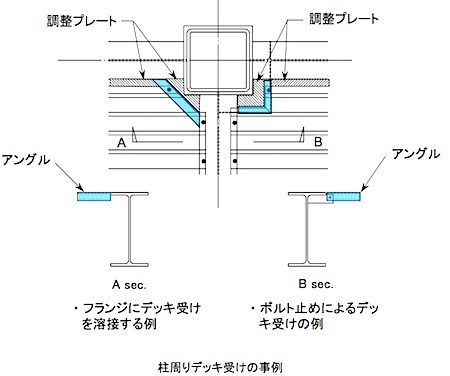
コラム柱で、ノンブラケット(梁フランジ現場溶接)の場合の柱周りデッキ受け
デッキ受けをダイアフラムに現場溶接するのは難しく、ほとんど行なわれていない。
直交する梁間でアングルを梁フランジに溶接する方法や、デッキ受けをボルト止めで掛け渡す方法などがある。
【 焼抜き栓溶接 】
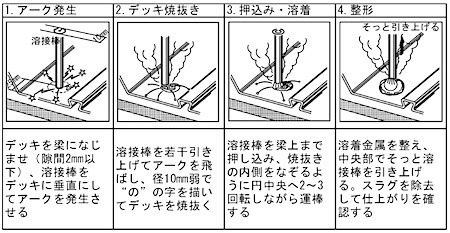
焼抜き栓溶接の現場管理
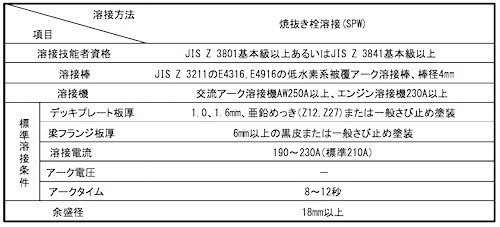
焼抜き栓溶接の施工方法は、通称デッキプレート版告示(告示606号:平成14年国土交通省告示 第326号の一部を改正)に規定されており、その内容は以下のとおり。
①鋼板の厚さを1.6mm以下とすること。
②溶接部に割れ、内部欠陥等の構造耐力上支障のある欠陥のないこと。
③溶接部周辺における鋼板と鉄骨その他の鋼材との隙間を2mm以下とすること。
④溶接部の直径を18mm以上とすること。
⑤溶接部相互の中心間距離を60cm以下とすること。
⑥溶接部(端抜けのおそれのない部分を除く。)の縁端距離(当該溶接部の中心から接合する鋼材等の縁端部までの距離のうち最短のものをいう。)を20mm以上とすること。
⑦焼き切れ及び余盛不足のないものとすること。
この告示では、溶接棒、溶接電流などの溶接仕様を規定していないが、2項や7項の規定で 溶接部の品質について規定されている。 焼抜き栓溶接の溶接条件や作業要領は、各デッキメーカーの設計施工標準などにも規定があるのでこれらの資料も参考にする。これらの規定に準拠していることを確認する。
出典:(一社)日本建築学会_鉄骨工事技術指針・工場現場施工編、2018
【このカテゴリーの最新記事】
-
no image
-

-

-

-

-

-

-

-
no image
-

-

-

-

-

-

-
no image
-

-

-

-





























