18�� �h���H��
4�� �������������y�C���g�h��(SOP)
18.4.1 ��ʎ���
���̐߂́A���z�����O���̈�ʕ��A�\���́A����̖ؕ��y�юK�~�ߓh�����{�����S�|�ʂ∟���߂����|�ʂɑ���ėp�I�Ȓ��F�h���d�グ��ΏۂƂ��Ă���B
�h���̑σA���J��������邽�߁A�R���N���[�g�A�����^���A�{�[�h�ޓ��̑f�n�ɂ͓K�p�ł��Ȃ��B
�{�߂œK�p����ޗ��̓����́A�ȉ��̂Ƃ���ł���B
(1) �������������y�C���g�iJIS K 5516�j
JIS K 5516�ɋK�肳��Ă���A�B���͂�όɗD�ꂽ���F�痿�A�̎��痿���ƁA�ϐ�����όɗD��钷�����t�^���_�������j�X�Ƃ�g�ݍ��킹�āA��C���̎_�f�ɂ���Ċ��������_���d�����čd����������h���ł���B��ʓI�ɁA�S�|�ʂ∟���߂����|�ʂɑ���e��K�~�߃y�C���g�����h��Ƃ���h��d�l�̒��h��Ə�h��ɁA�܂��A�ؕ��h���ɂ������h��ɗp������BJIS�ł́A1��͎�Ɍ��z�p�A2��͑�^�|�\�����p�ɕ��ނ���Ă���A�u�W�d�v�ł́A1���p����ƋK�肵�Ă���B
���̓h���̓����́A���̂Ƃ���ł���B
(a) �͂��h���ƂɓK���Ă���A�͂��ڂ₾�ꂪ���Ȃ��A�\�ʌ�����������Ȏd���h����������B
(b) �_���d���ōd�����邽�߁A�������Ԃ�8�`16���Ԓ��x�ƒx���A�Ō`����������������������A�d���ĉ��ꂪ�t�����ɂ����h�����`������B
(c) �d�������h���͉��ς��ɂ����A�ϖ�����80�����x�܂ł̑ϔM�������B
(d) �h���̋z��������r�I�傫���A�����Ԃɓn��ϐ����͊��҂ł��Ȃ��B
(e) �h���̑σA���J��������邽�߁A�R���N���[�g�A�����^�����̃A���J������L����f�n�̓h���ɂ͎g�p�ł��Ȃ��B
(f) �Â��ꏊ�ɓh�������ꍇ�A�h�������������тĕϐF�i���ρj���錻�ہi�Ï��Ă��j���邱�Ƃ����邽�߁A����W�ʐF���Â��ꏊ�ɓh�����邱�Ƃ͔����邱�Ƃ��]�܂����B
(2) �ؕ����h��p�����y�C���g
18.2.2(1)(�) ���Q�Ƃ���B�ؕ��������������y�C���g�h��̉��h��H���ɓK�p���Ă���B
(3) ���������G�}���V�����p�e
18.2.2(1)(�) ���Q�Ƃ���B
18.4.2 �ؕ��������������y�C���g�h��
(1) �ށ@��
�ؕ����h��p�����y�C���g�y�э��������G�}���V�����p�e�ɂ��ẮA18.4.1(2)�y��(3)���Q�Ƃ���B
(2) �h�@��
(�) �u�W�d�v�ł́A�f�n�����炦�H���S�u�ߎ~�߁v�ɂ��A�uJASS 18 �h���H���vM-304�i�ؕ����h��p�����y�C���g�j���K�肳��Ă���B
(�) ���h��́A�f�n�ɑ��ēh�����\���Ȃ��܂���ړI�Ŏ��{����B
(�) ���������G�}���V�����p�e�́A�ϐ��������A�h���̂ӂ����͂���̌����ɂȂ邽�߁A��������ʏ����̐�����O���ɂ́u�ϐ��`�v�ł����Ă��p���Ȃ��B
(�) �h�����@�́A�͂��h�薔�͐��t���h��Ƃ���B
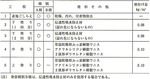
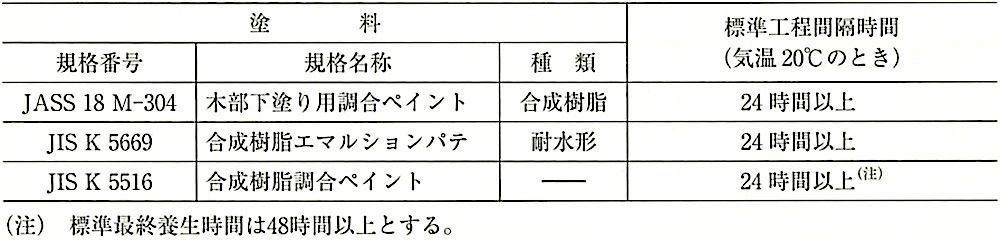
(�) �e�h���H���̕W���H���Ԋu���ԋy�ѕW���ŏI�{�����Ԃ��A�\18.4.1�Ɏ����B
�\18.4.1 �ؕ��������������y�C���g�h��̕W���H���Ԋu���ԋy�ѕW���ŏI�{������
18.4.3 �S�|�ʂ̍������������y�C���g�h��
(1) �h�����@�́A�͂��h�薔�͐��t���h��Ƃ���B
(2) �f�n�����炦�H���R�u�K�����v�̌�́A���K��h�����߁A�W���H���Ԋu���Ԉȓ��Ɏ��H���Ɉڂ邱�Ƃ��d�v�ł��邪�A�W���H���Ԋu���Ԃ��ď�ɓh��d�˂�ꍇ�́A�K�ȏ������s���B�h���̕W���H���Ԋu���ԋy�ѕW���ŏI�{�����Ԃ�\ 18.4.2�Ɏ����B�܂��A�K�~�ߓh���h��ɗp����K�~�ߓh���̕W���H���Ԋu���ԋy�ѕW���ŏI�{�����Ԃ͕\18.3.1�ɂ��B
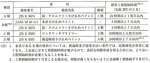
�\18.4.2 �S�|�ʍ������������y�C���g�h��̕W���H���Ԋu���ԋy�ѕW���ŏI�{������

18.4.4 �����߂����|�ʂ̍������������y�C���g�h��
(1) �h�����@�́A18.4.3(1)�ɂ��B
(2) �h���̕W���H���Ԋu���ԋy�ѕW���ŏI�{�����Ԃ́A�\18.4.2�ɂ��B�܂��A�K�~�ߓh���h��ɗp����K�~�ߓh���̕W���H���Ԋu���ԋy�ѕW���ŏI�{�����Ԃ͕\18.3.2�ɂ��B
�y���̃J�e�S���[�̍ŐV�L���z
-

-

-
-

-

-

-

-

-

-
no image
-

-