18�� �h���H��
01�� ���ʎ���
18.1.1 ��ʎ���
(1) ���̏͂́A�����y�іh�H��ړI�Ƃ������z���̓��O���̓h���H����ΏۂƂ��Ă���B
�ΏۂƂ���f�n�́A�ؕ��A�S�|�ʁE�����߂����|�ʋy�у����^���ʁE�v���X�^�[�ʓ��̍����h��ʁA�R���N���[�g�ʁEALC�p�l���ʁE���o���`�Z�����g�ʁA���������{�[�h�E���̑��̃{�[�h�ʓ��ł���B
�u�W�d�v�ł̓h���H���́A��ʓI�ȍH������i�ꕔ�H�ꓙ�j�ōs���퉷�ł̓h����z�肵�Ă���A�H�ꓙ�ōs���ĕt���h���ɂ��Ă͑ΏۊO�ł���B
�Ȃ��A�u�W�d�v�e�ߖ��́i �@�@ �j���̗����́A�����I�ɂ́uJASS 18 �h���H���v�ɏ����������̂ł���B
(2) ��Ƃ̗����}18.1.1�Ɏ����B
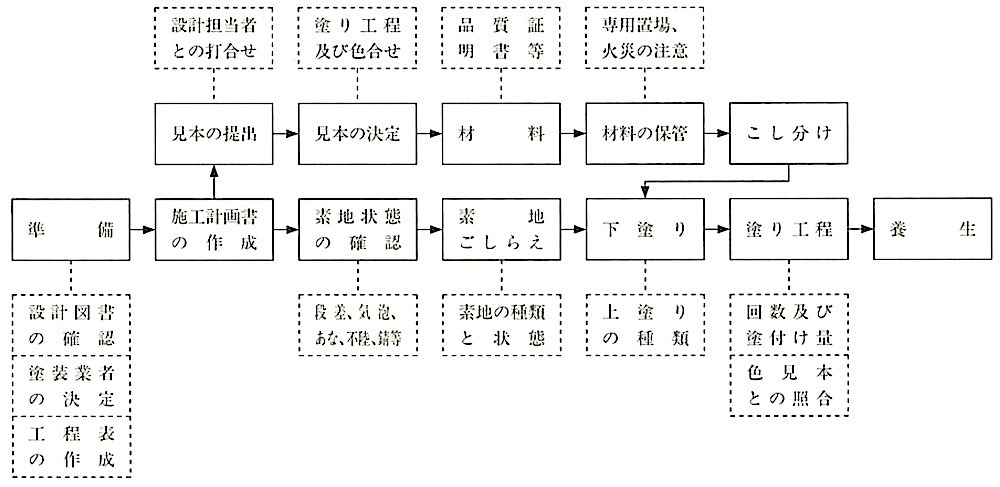
�}18.1.1 �h���H���̍�Ƃ̗���
(3) �{�H�v�揑�̋L�ڎ����́A�T�ˎ��̂Ƃ���ł���B
�Ȃ��A�ԕ������l�����Ȃ���i���v�����������B
�@ �H���\�i�F���{�̌���A�{�H�i�S�́A�����ʁA�K�ʓ��j���̎����j
�A ���������A�{�H�ƎҖ��y�э�Ƃ̊Ǘ��g�D
�B �h���ӏ��y�ёf�n�Ⴕ���͉��n�̍ޗ��̎�ނɂ��h���̎�ʁi�h�ޗ��̎w�肪����ꍇ�ɂ͔F��i�j���тɍH��
�C �F���ʂɂ��h���͈�
�D �H��y�ь���h���̋敪
�E �H�@�i�͂��A���t���A���[���[���j
�F �{�����@�i�{�H���y�ъ�����j
�G �h���̕ۊǕ��@�A���S�Ǘ��̕��@��
�H ��Ƃ̃t���[�A�Ǘ��̍��ځE�����E���@�A�i���Ǘ��̐��E�Ǘ��ӔC�ҁA�i���L�^�����̏����Ƃ��̊Ǘ����@��
18.1.2 ��{�v���i��
(1) �h���͌��z���̓��O���Ɏ{����A�d�グ�Ƃ��Ă̔����̖ړI�݂̂łȂ��A�e��O�́i�J���A���I���A��U�E���V�����A��_���Y�f�K�X�A���O�����j����h�����ꂽ�ޗ���ی삷�邱�Ƃɂ���āA���z���̑ϋv�������コ���邱�Ƃ�ړI�Ƃ��Ă���B
�h���̐��\�ɉe�����y�ڂ��v���̈�Ƃ��āA�g�p����h���̑ϋv������������B����͏�h��h�������łȂ��A���h��A���h��y�ёf�n�����炦�ɗp����ޗ��ɂ��Ă����l�ł���B�����̍ޗ��ɂ���đ����I�ȓh�����\������A�d���h���Ƃ��Ă̐��\������B
���������āA�h���Ɏg�p����h�����̑��̍ޗ��́A��߂�ꂽ�i���y�ѐ��\��L������̂Ƃ��A���̂��Ƃ�������悤�ɐ������Ă����Ȃ���Ȃ�Ȃ��B
(2) �h���d���ʂ̏o�����Ƃ��Ă̗v���́A�e�h��H���̎�ʂł���A��AB�퓙�Ƃ��ăO���[�h���w�肳���B���ۂ̍H���ɍۂ��ẮA�v���ɍ��킹�ēh�����ʂ��ƂɁA�ǂ̒��x�̏o�����Ƃ��邩�����炩���ߕi���v��Œ�߂Ă������Ƃ��K�v�ł���B
���̎d���ʂ́A�ŏI�̏�h�肾���ł͂Ȃ��A�e�h��H�����Ƃōl����悤�ɂ���B�Ⴆ�A���h��ł���Ύ��ɓh�钆�h��Ƃ̕t�������m�ۂł���悤�Ȗʂ̏�ԂƂȂ�悤�Ɏd�グ��ƂƂ��ɁA����̕\�ʏ�ԂƂ���B
�h���̎�ނƓh���H���̑g�����ɂ���Ă��A�h���̎d��肪�قȂ邱�Ƃɒ��ӂ��邱�Ƃ��d�v�ł���B
�u�W�d�v�ł́A��ʓI�ȓh���H�����l�����āA�w�肷��W���I�ȍH�@�A�h�t���ʁA�H���Ԋu���ԋy�эŏI�{�����ԓ������A���v�̕\�ʏ�Ԃ��m�ۂł���悤�ɂȂ��Ă���B
(3) �d���h���ɑ���v�����\�Ƃ��ẮA�g�p����h�������ł͂Ȃ��K���ȓh���H���Ƃ̑g�����Ŏ�����Ă���B
�h���́A����̍ޗ�������̓h�t���ʁA�h��H���Ŏ{�H���邱�Ƃɂ���ėv�������ϋv����L���A�f�n�̑ωΐ����̐��\�Ȃ����̂ł����Ă͂Ȃ�Ȃ��B���̂��߂ɂ́A�����̐��\��j�Q����悤�Ȍ��ׂ��Ȃ��h���ɂ��邱�Ƃ͓��R�ł���B
�h���̍\���͑ϋv���ɋy�ڂ��e�����傫���A�Ⴆ�A�f�n��h���̕\�ʂ����邽�߂Ɏg�p����p�e�ޗ��̉�݂��������ꍇ�ɂ͑ϋv��������Ă���B���̂悤�Ȃ��Ƃ�����邽�߂ɂ́A�h��H���̑O�Ɏ{���f�n�����炦�̒i�K�ŁA�K�ȏ������\���ɍs�����Ƃ��d�v�ł���B
�h���ɑ���h�ޗ��̔F��́A����̓h�������Ŋ�ނƓ����̖h�ΐ��\���������̂Ƃ��ĔF�߂��Ă�����̂ł���B�o�������d�����āA��������Ɍ����h��߂��邱�Ƃ͖h�ΐ��\�Ɉ��e�����y�ۂ����߁A�����Ȃ���Ȃ�Ȃ��B
18.1.3 �ޗ�
(1)�u�W�d�v�ł́A�����Ŏg�p����ޗ��̑I��ɓ������ẮA�������L�@�������̕��U�ɂ�錒�N�ւ̉e���ɔz�����邱�Ƃɂ��Ă���B
�{�͂ł́A�V�b�N�n�E�X�nj�Q�̌��������̈�ł���ƍl�����Ă���z�����A���f�q�h�Ɋւ��āA�����Ŏg�p����h������̕��U�ʂ́AJIS���̍ޗ��K�i�ɂ����ĕ��U�����̋K�肪����ꍇ�ɂ͓��L�ɂ�邱�ƂƂ��A���L���Ȃ���AF���������̓h����p���邱�Ƃɂ��Ă���B
���z��@�Ɋ֘A����V�b�N�n�E�X�nj�Q��y�уz�����A���f�q�h���U�ʓ��̏ڍׁA�܂��A�����Ώۋy�э����ΏۊO��JIS���ɕ��U���������K�肳��Ă���h���̕\���Ƃ��̊m�F���@���́A19��10�߂��Q�Ƃ��ꂽ���B
(2)�u�W�d�v�ł́A�h�ޗ��̎w�肪����ꍇ�́A���z��@�Ɋ�Â��A�w�薔�͔F��������̂Ƃ��Ă���B�h�މȂ̊m�F�́A(-��)���{�h���H�Ɖ�̖h�ޗ����ؖ������͐��i�e��̕\���}�[�N�ɂ��悢�B�}18.1.2�ɕ\���}�[�N�̗�������B
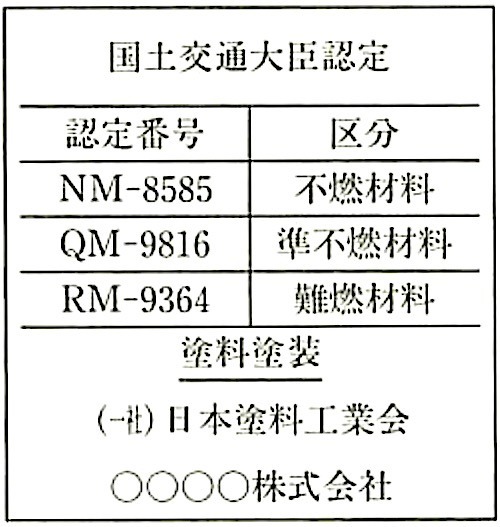
�}18.1.2 ���i�e��̕\���}�[�N�̗�
(3) �h���̐F�́A�@�ׂȂ��̂ł���A��ʂ̓h��������ɂ����č������ē����F���Ƃ��邱�Ƃ͕s�\�ɋ߂��B���̂��߁A��h�h���͎w�肵���F�̐F�ʂ�i���ɂ���������Ȃ��悤�A�������ɂ����Ē������s���B
�������ł̒����ɂ́A����̊��Ԃ��K�v�ł��邽�߁A�H���ɓK�����鎞���ɐv�S���҂ƐF�ʌv���ł����킹�Č��肷��B
�Ȃ��A��x�ɒ��F���邱�Ƃ��\�ȏ��ʂ̏ꍇ�Ɍ����āA�W�d�ł́A����̏�h�o���̐������̓h����p���Č��꒲�F���邱�Ƃ�F�߂Ă���B
(4) �u�W�d�v�ł́A�h���ɗp���镛���ނ͏�h�h���̐��������w�肷�鐻�i�Ƃ��邱�Ƃ��K�肵�Ă���B
(5) �u�W�d�v�ŋK�肳�ꂽ�h�t���ʂ͔�h���ɓh��t�����ʂ������A���X���܂܂Ȃ��B�h�t���ʂ𑪒肷��ꍇ�͕���Ȗʂōs���B�܂��A�{�H���ɒ����p�Ƃ��ĉ������V���i�[���͊܂܂Ȃ����̂Ƃ���B
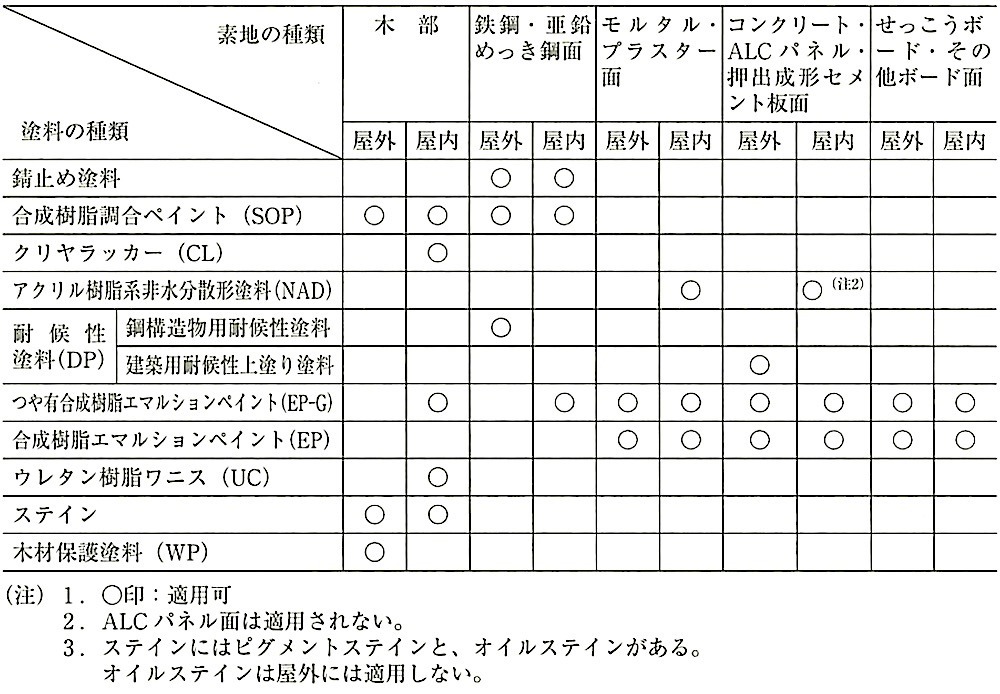
(6) �h���̎�ނƓK�p�f�n
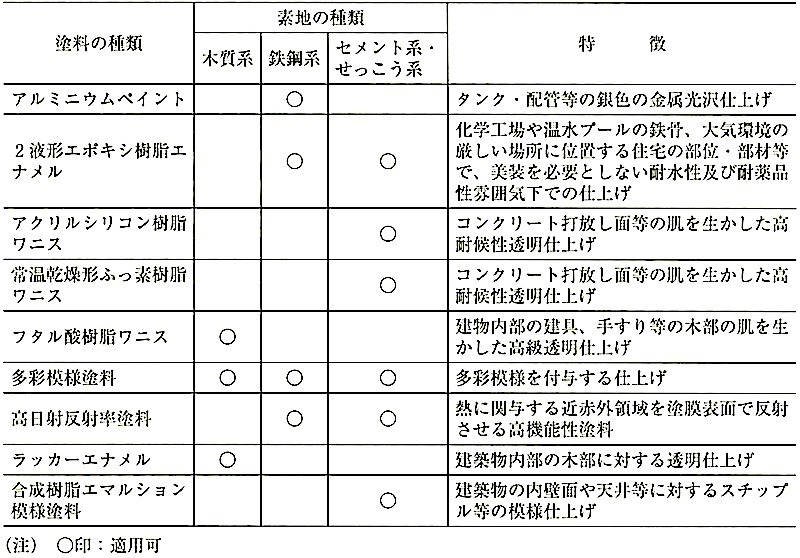
(�)�u�W�d�v�ŋK�肵�Ă���h���̎�ނƓK�p�f�n�Ƃ̑g�������A�\18.1.1�Ɏ����B
(�)�u�W�d�v�ł͋K�肵�Ă��Ȃ����̑��̎�ȓh���̎�ނƓ������A�\18.1.2�Ɏ����B
�\18.1.1 �h���̎�ނƓK�p�f�n
�\18.1.2 �u�W�d�v�ɋK�肳��Ă��Ȃ���ȓh���̎�ނƓ���
18.1.4 �{�H���
(1) �h������
(�) �h���̏��
(a) �������ꂽ�h���y�їn�܁i�V���i�[�j�́A���h�@���ɂ��댯���Ɏw�肳��Ă�����̂������A�ۊǁA�����ɓ������ẮA�����@�ߓ������炵�Ȃ���Ȃ�Ȃ��B
(b) ���h�@�֘A�@�߂Ƃ��̗��̂�\18.1.3�Ɏ����B
�\18.1.3 ���h�@�֘A�@�߂Ƃ��̗���
(c) �댯���Ǝw�肳�ꂽ�h���e��ɂ́A�댯���̗ޕʁA�댯���̓����ɂ��Đ}18.1.3�̗�Ɏ����悤�ȕ\�������邱�Ƃ��`���t�����Ă���A���̓��e�ɉ������Ή������Ȃ���Ȃ�Ȃ��B
�}18.1.3 �댯���̎�ʁA�����̕\���̗�
�Ȃ��A���h�@�Œ�߂����l�ށi���ΐ��t�́j�ƂȂ�댯���̓����敪�́A���̂Ƃ���ł���B
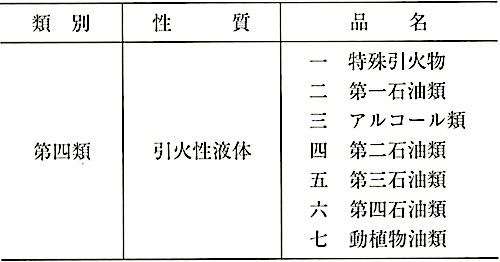
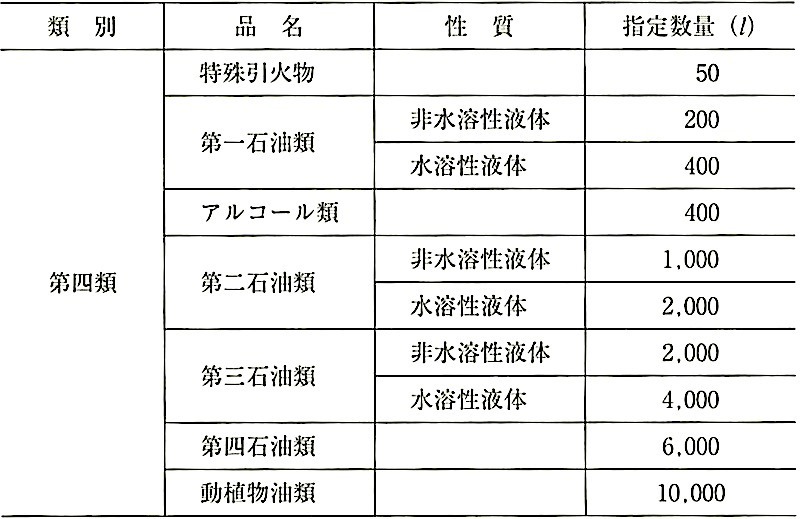
�@ �댯���� �T �F������Ε��i���Γ_��100���ȉ��̂��̖��͈��Γ_���|20���ȉ��ŕ��_��40���ȉ��̂��́j
�A �댯�����U�F���Ζ��ށi���Γ_21�������̂��́j�ƃA���R�[���ށi�Y�f�̌��q����1�`3�܂ł̖O�a�ꉿ�A���R�[���j
�B �댯�����V�F���Ζ��ށi���Γ_��21���ȏ�70�������̂��́j�A��O�Ζ��ށi���Γ_��70���ȏ�200�������̂��́j�A��l�Ζ��ށi���Γ_��200���ȏ�250�������̂��́j�A���A�����ށi���Γ_�� 250�������̂��́j
(d) ����Ŏg�p����h���W�̊댯���̎w��A�������ɂ��Ă̏��h�@�y�ъ֘A�@�߂̊֘A�����̔��������Ɏ����B
�댯���̎w��y�ђ����Ɋւ���@��
�Z���h�@�i���a23�N�@����186���A�ŏI�����ߘa3�N5��19���@����36���j
(�p��̒�`�j
��2��
���̖@���̗p��͍��̗�ɂ��B
�F �댯���Ƃ́A�ʕ\��1�̕i�����Ɍf���镨�i�ŁA���\�ɒ�߂�敪�ɉ������\�̐������Ɍf���鐫���L������̂������B
�i�댯�����̒������̊�ݒ�̎s�������ւ̈ϔC�j
��9����4
�댯���ɂ��Ă��̊댯�������Ă��Đ��߂Œ�߂鐔�ʁi�ȉ��u�w�萔�ʁv�Ƃ����B�j�����̊댯���y�т�琻�i�A�ؖт��̑��̕��i�ʼnЂ����������ꍇ�ɂ��̊g�傪���₩�ł���A���͏��̊���������������ƂȂ���̂Ƃ��Đ��߂Œ�߂���́i�ȉ��u�w��R���v�Ƃ����B�j���̑��w��R���ɗނ��镨�i�̒����y�ю戵���̋Z�p��̊�́A�s�������ł�����߂�B
�A �w�萔�ʖ����̊댯���y�юw��R�����̑��w��R���ɗނ��镨�i�����A���͎�舵���ꏊ�̈ʒu�A�\���y�ѐݔ��̋Z�p��̊�i��\�����ꍀ�̏��h�p�ݔ����̋Z�p��̊�������B�j�́A�s�������Œ�߂�B
�i�댯���̒����y�ю戵���̐������j
��10��
�w�萔�ʈȏ�̊댯���́A�������i�ԗ��ɌŒ肳�ꂽ�^���N�ɂ����Ċ댯�������A���͎�舵���������i�ȉ��u�ړ��^���N�������v�Ƃ����B�j���܂ށB�ȉ������B�j�ȊO�̏ꏊ�ł�������A���͐������A�������y�ю戵���ȊO�̏ꏊ�ł������舵���Ă͂Ȃ�Ȃ��B�������A�������h�����͏��h�����̏��F���Ďw�萔�ʈȏ�̊댯�����A10���ȓ��̊��ԁA���ɒ������A���͎�舵���ꍇ�́A���̌���łȂ��B
�A �ʕ\��1�Ɍf����i���i��11����4��1���ɂ����ĒP�Ɂu�i���v�Ƃ����B�j���͎w�萔�ʂ��قɂ���2�ȏ�̊댯����̏ꏊ�Œ������A���͎�舵���ꍇ�ɂ����āA���Y�������͎戵���ɌW�邻�ꂼ��̊댯���̐��ʂY�댯���̎w�萔�ʂŏ����A���̏��̘a��1�ȏ�ƂȂ�Ƃ��́A���Y�ꏊ�́A�w�萔�ʈȏ�̊댯�������A���͎�舵�Ă�����̂Ƃ݂Ȃ��B
�B �������A���������͎戵���ɂ����Ă���댯���̒������͎戵���́A���߂Œ�߂�Z�p��̊�ɏ]�Ă�������Ȃ���Ȃ�Ȃ��B
�C �������A�������y�ю戵���̈ʒu�A�\���y�ѐݔ��̋Z�p��̊�́A���߂ł�����߂�B
�i�댯���戵�ҁj
��13��
���߂Œ�߂鐻�����A���������͎戵���̏��L�ҁA�Ǘ��Җ��͐�L�҂́A�b��댯���戵�ҁi�b��댯���戵�ҖƏ�̌�t���Ă���҂������B�ȉ������B�j���͉���댯���戵�ҁi����댯���戵�ҖƏ�̌�t���Ă���҂������B�ȉ������B�j�ŁA 6���ȏ�댯���戵���̎����o����L������̂̂�������댯���ۈ��ē҂��߁A�����ȗ߂Œ�߂�Ƃ���ɂ��A���̎҂���舵�����Ƃ��ł���댯���̎戵��ƂɊւ��ĕۈ��̊ē������Ȃ���Ȃ�Ȃ��B
�A �������A���������͎戵���̏��L�ҁA�Ǘ��Җ��͐�L�҂́A�O���̋K��ɂ��댯���ۈ��ē҂��߂��Ƃ��́A�x�Ȃ����̎|���s���������ɓ͂��o�Ȃ���Ȃ�Ȃ��B�������C�����Ƃ����A���l�Ƃ���B
�B �������A�������y�ю戵���ɂ����ẮA�댯���戵�ҁi�댯���戵�ҖƏ�̌�t���Ă���҂������B�ȉ������B�j�ȊO�̎҂́A�b��댯���戵�Җ��͉���댯���戵�҂��������Ȃ���A�댯������舵���Ă͂Ȃ�Ȃ��B
�ʕ\��1 �i��2���A��10���A��11����4�W�j��l�ޔ���
���@�l
�\
���ΐ��t�̂Ƃ́A�t�́i��O�Ζ��ށA��l�Ζ��ދy�ѓ��A�����ނɂ����ẮA1�C���ɂ����āA���x20�x�ʼnt��ł�����̂Ɍ���B�j�ł����āA���̊댯���f���邽�߂̐��߂Œ�߂鎎���ɂ����Ĉ��ΐ����������̂ł��邱�Ƃ������B
�\��
������Ε��Ƃ́A�W�G�`���G�[�e���A���Y�f���̑�1�C���ɂ����āA���Γ_��100�x�ȉ��̂��̖��͈��Γ_���뉺20�x�ȉ��ŕ��_��40�x�ȉ��̂��̂������B
�\��
���Ζ��ނƂ́A�A�Z�g���A�K�\�������̑�1�C���ɂ����Ĉ��Γ_��21�x�����̂��̂������B
�\�O
�A���R�[���ނƂ́A1���q���\������Y�f�̌��q�̐���1����3�܂ł̖O�a�ꉿ�A���R�[���i�ϐ��A���R�[�����܂ށB�j�������A�g���������Ă��đ����ȗ߂Œ�߂���̂������B
�\�l
���Ζ��ނƂ́A�����A�y�����̑�1�C���ɂ����Ĉ��Γ_��21�x�ȏ�70�x�����̂��̂������A�h���ނ��̑��̕��i�ł����āA�g���������Ă��đ����ȗ߂Œ�߂���̂������B
�\��
��O�Ζ��ނƂ́A�d���A�N���I�\�[�g�����̑�1�C���ɂ����Ĉ��Γ_��70�x�ȏ�200�x�����̂��̂������A�h���ނ��̑��̕��i�ł����āA�g�������Ă��đ����ȗ߂Œ�߂���̂������B
�\�Z
��l�Ζ��ނƂ́A�M���[���A�V�����_�[�����̑�1�C���ɂ����Ĉ��Γ_��200�x�ȏ�250�x�����̂��̂������A�h���ނ��̑��̕��i�ł����āA�g�������Ă��đ����ȗ߂Œ�߂���̂������B
�\��
���A�����ނƂ́A�����̎��������͐A���̎�q�Ⴕ���͉ʓ����璊�o�������̂ł��āA1�C���ɂ����Ĉ��Γ_��250�x�����̂��̂������A�����ȗ߂Œ�߂�Ƃ���ɂ�蒙���ۊǂ���Ă�����̂������B
�Z�댯���̋K���Ɋւ��鐭���i����34�N���ߑ�306���A�ŏI�����ߘa���N12��13�� ���ߑ�183���j
�i�댯���̎w�萔�ʁj
��1����11
�@��9����4�̐��߂Œ�߂鐔�ʁi�ȉ��u�w�萔�ʁv�Ƃ����B�j�́A�ʕ\��O�̗ޕʗ��Ɍf����ށA���\�̕i�����Ɍf����i���y�ѓ��\�̐������Ɍf���鐫��ɉ����A���ꂼ�ꓯ�\�̎w�萔�ʗ��ɒ�߂鐔�ʂƂ���B
�i�w��R���j
��1����12
�@��9����4�̕��i�Ő��߂Œ�߂���̂́A�ʕ\��4�̕i�����Ɍf���镨�i�ŁA���\�̐��ʗ��ɒ�߂鐔�ʈȏ�̂��̂Ƃ���B
(�������̋敪�j
��2�� �@��10���̒������́A���̂Ƃ���敪����B
1 �����̏ꏊ�ɂ����Ċ댯�������A���͎�舵���������i�ȉ��u�����������v�Ƃ����B�j
�i�����������̗ʏ��j
��10�� �����������i�����y�іW3���ɒ�߂���̂������B�j�̈ʒu�A�\���y�ѐݔ��̋Z�p��̊�́A���̂Ƃ���Ƃ���B�i�ȗ��j
�ʕ\��3 �i��1����11 �W�j��l�� ����
�ʕ\��4 �i��1����12�W�j
���@�l
��
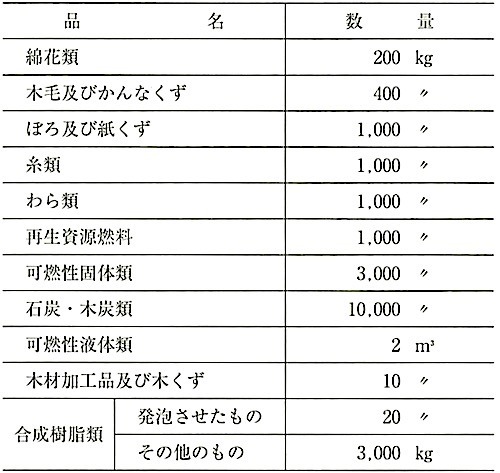
�R���t�̗ނƂ́A�@�ʕ\��1���l��\�l���̑����ȗ߂Œ�߂镨�i�ʼnt�̂ł�����́A���\���l��\�܍��y�ё�\�Z���̑����ȗ߂Œ�߂镨�i��1�C���ɂ����ĉ��x20�x�ʼnt��ł�����́A���\���l��\�����̑����ȗ߂Œ�߂�Ƃ���ɂ�蒙����
�ǂ���Ă��铮�A������1�C���ɂ����ĉ��x20�x�ʼnt��ł�����̕��тɈ��ΐ��t�̂̐����L���镨�i�i1�C���ɂ����āA���x20�x�ʼnt��ł�����̂Ɍ���B�j��1�C���ɂ����Ĉ��Γ_��250�x�ȏ�̂��̂������B
�Z�댯���̋K���Ɋւ���K���i���a34�N�����{�ߑ�55���A�ŏI�����ߘa3�N7��21�������ȗߑ�71���j
�i�i�����珜�O�������́j
��1����3
5 �@�ʕ\��1 ���l��\�l���̑g���������Ă��đ����ȗ߂Œ�߂���̂́A�R���t�̕i��40�p�[�Z���g�ȉ��ł����āA���Γ_��40�x�ȏ�̂��́i�R�ē_��60�x�����̂��̂������B�j�Ƃ���B
6 �@�ʕ\��1 ���l��\�܍��y�я\�Z���̑g�������Ă��đ����ȗ߂Œ�߂���̂́A�R���t�̗ʂ�40�p�[�Z���g�ȉ��̂��̂Ƃ���B
�Z���h�@�i���a23�N�@����186���A�ŏI�����ߘa3�N5��19���@����36���j
(�p��̒�`�j
��2��
���̖@���̗p��͍��̗�ɂ��B
�F �댯���Ƃ́A�ʕ\��1�̕i�����Ɍf���镨�i�ŁA���\�ɒ�߂�敪�ɉ������\�̐������Ɍf���鐫���L������̂������B
�i�댯�����̒������̊�ݒ�̎s�������ւ̈ϔC�j
��9����4
�댯���ɂ��Ă��̊댯�������Ă��Đ��߂Œ�߂鐔�ʁi�ȉ��u�w�萔�ʁv�Ƃ����B�j�����̊댯���y�т�琻�i�A�ؖт��̑��̕��i�ʼnЂ����������ꍇ�ɂ��̊g�傪���₩�ł���A���͏��̊���������������ƂȂ���̂Ƃ��Đ��߂Œ�߂���́i�ȉ��u�w��R���v�Ƃ����B�j���̑��w��R���ɗނ��镨�i�̒����y�ю戵���̋Z�p��̊�́A�s�������ł�����߂�B
�A �w�萔�ʖ����̊댯���y�юw��R�����̑��w��R���ɗނ��镨�i�����A���͎�舵���ꏊ�̈ʒu�A�\���y�ѐݔ��̋Z�p��̊�i��\�����ꍀ�̏��h�p�ݔ����̋Z�p��̊�������B�j�́A�s�������Œ�߂�B
�i�댯���̒����y�ю戵���̐������j
��10��
�w�萔�ʈȏ�̊댯���́A�������i�ԗ��ɌŒ肳�ꂽ�^���N�ɂ����Ċ댯�������A���͎�舵���������i�ȉ��u�ړ��^���N�������v�Ƃ����B�j���܂ށB�ȉ������B�j�ȊO�̏ꏊ�ł�������A���͐������A�������y�ю戵���ȊO�̏ꏊ�ł������舵���Ă͂Ȃ�Ȃ��B�������A�������h�����͏��h�����̏��F���Ďw�萔�ʈȏ�̊댯�����A10���ȓ��̊��ԁA���ɒ������A���͎�舵���ꍇ�́A���̌���łȂ��B
�A �ʕ\��1�Ɍf����i���i��11����4��1���ɂ����ĒP�Ɂu�i���v�Ƃ����B�j���͎w�萔�ʂ��قɂ���2�ȏ�̊댯����̏ꏊ�Œ������A���͎�舵���ꍇ�ɂ����āA���Y�������͎戵���ɌW�邻�ꂼ��̊댯���̐��ʂY�댯���̎w�萔�ʂŏ����A���̏��̘a��1�ȏ�ƂȂ�Ƃ��́A���Y�ꏊ�́A�w�萔�ʈȏ�̊댯�������A���͎�舵�Ă�����̂Ƃ݂Ȃ��B
�B �������A���������͎戵���ɂ����Ă���댯���̒������͎戵���́A���߂Œ�߂�Z�p��̊�ɏ]�Ă�������Ȃ���Ȃ�Ȃ��B
�C �������A�������y�ю戵���̈ʒu�A�\���y�ѐݔ��̋Z�p��̊�́A���߂ł�����߂�B
�i�댯���戵�ҁj
��13��
���߂Œ�߂鐻�����A���������͎戵���̏��L�ҁA�Ǘ��Җ��͐�L�҂́A�b��댯���戵�ҁi�b��댯���戵�ҖƏ�̌�t���Ă���҂������B�ȉ������B�j���͉���댯���戵�ҁi����댯���戵�ҖƏ�̌�t���Ă���҂������B�ȉ������B�j�ŁA 6���ȏ�댯���戵���̎����o����L������̂̂�������댯���ۈ��ē҂��߁A�����ȗ߂Œ�߂�Ƃ���ɂ��A���̎҂���舵�����Ƃ��ł���댯���̎戵��ƂɊւ��ĕۈ��̊ē������Ȃ���Ȃ�Ȃ��B
�A �������A���������͎戵���̏��L�ҁA�Ǘ��Җ��͐�L�҂́A�O���̋K��ɂ��댯���ۈ��ē҂��߂��Ƃ��́A�x�Ȃ����̎|���s���������ɓ͂��o�Ȃ���Ȃ�Ȃ��B�������C�����Ƃ����A���l�Ƃ���B
�B �������A�������y�ю戵���ɂ����ẮA�댯���戵�ҁi�댯���戵�ҖƏ�̌�t���Ă���҂������B�ȉ������B�j�ȊO�̎҂́A�b��댯���戵�Җ��͉���댯���戵�҂��������Ȃ���A�댯������舵���Ă͂Ȃ�Ȃ��B
�ʕ\��1 �i��2���A��10���A��11����4�W�j��l�ޔ���
���@�l
�\
���ΐ��t�̂Ƃ́A�t�́i��O�Ζ��ށA��l�Ζ��ދy�ѓ��A�����ނɂ����ẮA1�C���ɂ����āA���x20�x�ʼnt��ł�����̂Ɍ���B�j�ł����āA���̊댯���f���邽�߂̐��߂Œ�߂鎎���ɂ����Ĉ��ΐ����������̂ł��邱�Ƃ������B
�\��
������Ε��Ƃ́A�W�G�`���G�[�e���A���Y�f���̑�1�C���ɂ����āA���Γ_��100�x�ȉ��̂��̖��͈��Γ_���뉺20�x�ȉ��ŕ��_��40�x�ȉ��̂��̂������B
�\��
���Ζ��ނƂ́A�A�Z�g���A�K�\�������̑�1�C���ɂ����Ĉ��Γ_��21�x�����̂��̂������B
�\�O
�A���R�[���ނƂ́A1���q���\������Y�f�̌��q�̐���1����3�܂ł̖O�a�ꉿ�A���R�[���i�ϐ��A���R�[�����܂ށB�j�������A�g���������Ă��đ����ȗ߂Œ�߂���̂������B
�\�l
���Ζ��ނƂ́A�����A�y�����̑�1�C���ɂ����Ĉ��Γ_��21�x�ȏ�70�x�����̂��̂������A�h���ނ��̑��̕��i�ł����āA�g���������Ă��đ����ȗ߂Œ�߂���̂������B
�\��
��O�Ζ��ނƂ́A�d���A�N���I�\�[�g�����̑�1�C���ɂ����Ĉ��Γ_��70�x�ȏ�200�x�����̂��̂������A�h���ނ��̑��̕��i�ł����āA�g�������Ă��đ����ȗ߂Œ�߂���̂������B
�\�Z
��l�Ζ��ނƂ́A�M���[���A�V�����_�[�����̑�1�C���ɂ����Ĉ��Γ_��200�x�ȏ�250�x�����̂��̂������A�h���ނ��̑��̕��i�ł����āA�g�������Ă��đ����ȗ߂Œ�߂���̂������B
�\��
���A�����ނƂ́A�����̎��������͐A���̎�q�Ⴕ���͉ʓ����璊�o�������̂ł��āA1�C���ɂ����Ĉ��Γ_��250�x�����̂��̂������A�����ȗ߂Œ�߂�Ƃ���ɂ�蒙���ۊǂ���Ă�����̂������B
�Z�댯���̋K���Ɋւ��鐭���i����34�N���ߑ�306���A�ŏI�����ߘa���N12��13�� ���ߑ�183���j
�i�댯���̎w�萔�ʁj
��1����11
�@��9����4�̐��߂Œ�߂鐔�ʁi�ȉ��u�w�萔�ʁv�Ƃ����B�j�́A�ʕ\��O�̗ޕʗ��Ɍf����ށA���\�̕i�����Ɍf����i���y�ѓ��\�̐������Ɍf���鐫��ɉ����A���ꂼ�ꓯ�\�̎w�萔�ʗ��ɒ�߂鐔�ʂƂ���B
�i�w��R���j
��1����12
�@��9����4�̕��i�Ő��߂Œ�߂���̂́A�ʕ\��4�̕i�����Ɍf���镨�i�ŁA���\�̐��ʗ��ɒ�߂鐔�ʈȏ�̂��̂Ƃ���B
(�������̋敪�j
��2�� �@��10���̒������́A���̂Ƃ���敪����B
1 �����̏ꏊ�ɂ����Ċ댯�������A���͎�舵���������i�ȉ��u�����������v�Ƃ����B�j
�i�����������̗ʏ��j
��10�� �����������i�����y�іW3���ɒ�߂���̂������B�j�̈ʒu�A�\���y�ѐݔ��̋Z�p��̊�́A���̂Ƃ���Ƃ���B�i�ȗ��j
�ʕ\��3 �i��1����11 �W�j��l�� ����
�ʕ\��4 �i��1����12�W�j
���@�l
��
�R���t�̗ނƂ́A�@�ʕ\��1���l��\�l���̑����ȗ߂Œ�߂镨�i�ʼnt�̂ł�����́A���\���l��\�܍��y�ё�\�Z���̑����ȗ߂Œ�߂镨�i��1�C���ɂ����ĉ��x20�x�ʼnt��ł�����́A���\���l��\�����̑����ȗ߂Œ�߂�Ƃ���ɂ�蒙����
�ǂ���Ă��铮�A������1�C���ɂ����ĉ��x20�x�ʼnt��ł�����̕��тɈ��ΐ��t�̂̐����L���镨�i�i1�C���ɂ����āA���x20�x�ʼnt��ł�����̂Ɍ���B�j��1�C���ɂ����Ĉ��Γ_��250�x�ȏ�̂��̂������B
�Z�댯���̋K���Ɋւ���K���i���a34�N�����{�ߑ�55���A�ŏI�����ߘa3�N7��21�������ȗߑ�71���j
�i�i�����珜�O�������́j
��1����3
5 �@�ʕ\��1 ���l��\�l���̑g���������Ă��đ����ȗ߂Œ�߂���̂́A�R���t�̕i��40�p�[�Z���g�ȉ��ł����āA���Γ_��40�x�ȏ�̂��́i�R�ē_��60�x�����̂��̂������B�j�Ƃ���B
6 �@�ʕ\��1 ���l��\�܍��y�я\�Z���̑g�������Ă��đ����ȗ߂Œ�߂���̂́A�R���t�̗ʂ�40�p�[�Z���g�ȉ��̂��̂Ƃ���B
(e) �댯���������̍\�����Ɋւ��ĊW�@�ߓ��ɂ́A��Ƃ��Ď��̂悤�Ȏ�������߂��Ă���B
�@ �s�R�ޗ��ő������Ɨ������������ĂƂ��A���͂̌�������K��ǂ��藣���B
�A �����͌y�ʂȕs�R�ޗ��ŕ����A�V��݂͐��Ȃ��B
�B �������̒u��́A�ω\���̎���I�ԁB
�C ���ɂ͕s�Z�����̍ޗ���~���B
�D ���ɗL���ȏ��Ί�A�������������B
�E �\���Ȋ��C��}��B
�F ���y�яo�����ɂ͖h�ΐݔ���݂���B
�G �˂ɂ͌˒����݂��A�u�h���u��v�u�C���ցv���̕\�����s���B
(�) �h���̎戵��
(a) �h���A�V���i�[���A���w������p���Ď{�H����ꍇ�ɂ́A�J�Ԉ��S�q���A���Ή��ւ̏��u���s��Ȃ���Ȃ�Ȃ��B
(b) �L�@�n�ܒ��e�\�h�ɂ���
�L�@�n�܂��g�p���č�Ƃ���ꍇ�̘J���҂̌��N��Q��h�~���邽�߂̑[�u�ɂ��ẮA�J�����S�q���@�A�L�@�n�ܒ��q�\�h�K�����ŁA��Ǝ�C�҂̑I�C��戵����̒��ӎ������̌f��������߂��Ă���B
�@ �L�@�n�܍�Ǝ�C�҂�I�C���Ȃ���Ȃ�Ȃ���Əꏊ�́A�L�@�n�ܒ��ŗ\�h�K����1���Ɏ��̂悤�ɒ�߂��Ă���B
1)�D���̓���
2)�ԗ��̓���
3)�^���N�̓���
4)�s�b�g�̓���
5)�B�̓���
6)�������̓���
7)�Â��喔�̓}���z�[���̓���
8)�����̓���
9)�_�N�g�̓���
10)���ǂ̓���
11)������Ə�y�ёO�e���Ɍf����ꏊ�̂ق��A�ʕ����s�\���ȏꏊ
�u�ʕ����s�\���ȏꏊ�v�Ƃ́A�V��A���y�ю��ǂ̑��\�ʐςɑ��鑋���̑��̒��ڊO�C�Ɍ������ĉ��������J�����̖ʐς̔䗦��3���ȉ��̉�����Ə�������B
�ʕ����s�\���ȑD���̓����y�юԗ��̓����ɂ��Ă͏�L���l�Ɏ�舵���B
�A �L�@�n�܍�Ǝ�C�҂̐E���́A�L�@�n�ܒ��ŗ\�h�K����19����2�Ɏ��̂悤�ɒ�߂��Ă���B
���Ǝ҂́A�L�@�n�܍�Ǝ�C�҂Ɏ��̎������s�킹�Ȃ���Ȃ�Ȃ��B
1) ��Ƃɏ]������J���҂��A�L�@�n�܂ɂ�艘�����ꖔ�͂�����z�����Ȃ��悤�ɁA��Ƃ̕��@�����肵�A�J���҂��w�����邱�ƁB
2) �Ǐ��r�C���u�A�v�b�V���v���^���C���u���͑S�̊��C���u��1�ӌ����Ȃ����Ԃ��Ƃɓ_�����邱�ƁB
3) �ی��̎g�p���Ď����邱�ƁB
4) �^���N�̓����ɂ����ėL�@�n�܋Ɩ��ɘJ���҂��]������Ƃ��́A��26���e���ɒ�߂�[�u���u�����Ă��邱�Ƃ��m�F���邱�ƁB
(c) ���S�f�[�^�V�[�g(SDS)
�h���́A�����̉��w��������\������Ă���A���̗L�Q���ɂ��J���҂̘J���ЊQ��h�~��������ւ̉e�����l�����āA�����Ǝ҂�SDS (Safety Data Sheet�F���S�f�[�^�V�[�g�j�̌�t��J�����S�q���@���ŋ`���t�����Ă���B
���̓��e�ɂ́A���̂悤�Ȃ��Ƃ��L�ڂ���Ă���A�{�H�ɓ������ẮA�������\���Ɋm�F���A���S�E�q������u���č�Ƃ�i�߂�ƂƂ��ɁA�p�����̎戵���ɂ����Ă��A(g)�Ɏ����悤�Ȕp����̒��ӎ����Ɋ�Â��������Ȃ���Ȃ�Ȃ��B
1) ���S�f�[�^�V�[�g����Əꏊ�̌��₷���ꏊ�ɏ펞�f�����A���͔����t����Ȃǂ̕��@�ɂ��A�J���҂̗��p�ɋ����邱�ƁB
2) ���S�f�[�^�V�[�g�����p���āA���S�q��������s�����ƁB
3) ���S�f�[�^�V�[�g���m�F���āA���w�����Ɋւ��J���ЊQ��h�~���邽�߂ɕK�v�ȏ��u���u���邱�ƁB
4) �p���������ɍۂ��Ĉ��S�f�[�^�V�[�g�́u�p����̒��Ӂv�Ɋ�Â����������s�����ƁB
5) ���S�f�[�^�V�[�g�u���e�����v���Ɋ�Â��A��O�ғ��ւ̌����Ǘ����s�����ƁB
6) ���S�q���ϊL��ɂ����āA��舵�����w�����̗L�Q���A���̑��̐����ɂ��ĊW�҂̗�����[�߂�ƂƂ��ɁA���̓K�Ȏ戵�����@�ɂ��Ē������s�����ƁB
(d) �������ӔC�@�iPL�@�j�ւ̑Ή�
�����Ǝ҂́A�戵���������A�Z�p�����A�x�����x���A���S�f�[�^�V�[�g�iSDS�j�����������A�u�������ӔC�@(PL�@�j�v�i����6�N�@����85���j�Ɋ�Â��đΉ����A�{�H�Ǝ҂ւ̏���O�ꂵ�A�{�H�Ǝ҂͂������ɏ]������Ƌy�єp���������������Ȃ���Ȃ�Ȃ��B
(e) ���w�i�̕��ނ���ѕ\���Ɋւ��鐢�E���a�V�X�e��(GHS)
�@ �E��ʼn��w��������舵���ۂɁA���̊댯�����͗L�Q���A�K�Ȏ戵���@����m��Ȃ��������Ƃɂ�锚���A���œ��̘J���ЊQ���������Ă���B���̂悤�ȘJ���ЊQ�𖢑R�ɖh�~����ɂ́A���̉��w�����̊댯�����͗L�Q���̏�m���ɓ`�B����A�`�B�����Ə�́A���̏������p���ēK�ȉ��w�����Ǘ��𐄐i���邱�Ƃ��d�v�ł���B
���ۓI�ɂ́A����15�N�Ɉ��ΐ��┭�����̊댯�L�Q���̊e���ڂɂ�����镪�ނ��s���A���̕��ނɊ�Â��ĊG�\���⒍�ӊ��N�ꓙ���܂ރ��x���y�ш��S�f�[�^�V�[�g�iSDS�j���쐬�E��t���邱�ƂȂǂ���e�Ƃ���u���w�i�̕��ނ���ѕ\���Ɋւ��鐢�E���a�V�X�e���iGHS�j�v���A���ۘA�����犩���Ƃ��Č��\���ꂽ�B����GHS���A�����܂��A�\���E������t���x���������������J�����S�q���@���A����18�N12��1���Ɏ{�s���ꂽ�B�e��ɂ�GHS�ɑΉ����郉�x���\�������āA�����Ƃ��Ă�GHS�ɑΉ���������܂ވ��S�f�[�^�V�[�g�iSDS�j����Ȃ���Ȃ�Ȃ��B
�����ł͕���23�N�܂ŁAMSDS�i���w���������S�f�[�^�V�[�g�j�ƌĂ�Ă������A���ې����̊ϓ_����GHS�Œ�`����Ă���SDS�ɓ��ꂳ�ꂽ�B
�i�Q�lGHS : Globally Harmonized System of Classification and Labelling of Chemicals)
�A GHS�ɑΉ����郉�x���̗��}18.1.4�Ɏ����B���x���ɂ́A�u���i�̖��́v�A�u���ӊ��N��v�A�u�G�\���i�W�́j�v�A�u�댯�L�Q�����v�A�u���ӏ����v�A�u�����҂̓���v�̏���荞�܂��B�����̊T�v�����Ɏ����B
1) �u���i�̖��́v�́A�Y���i�̖��̂��L�ڂ����B
�u�����v�́A�\���`���Ώە����ɊY��������̂��L�ڂ����B
2) �u���ӊ��N��v�́AGHS�t�����R����JIS Z 7253 �iGHS�Ɋ�Â����w�i�̊댯�L�Q�����̓`�B���@ - ���x���A��Ə���̕\���y�ш��S�f�[�^�V�[�g�iSDS�j�j������A�Ɋ��蓖�Ă�ꂽ�u���ӊ��N��v�̗��Ɏ�����Ă��镶���i�u�댯�v���́u�x���v�j���L�ڂ����B
�Ȃ��A�댯�L�Q���N���X�y�ъ댯�L�Q���敪�������肳��Ȃ��ꍇ�́A���ӊ��N��̋L�ڂ�v���Ȃ��B
3) �u�G�\���i�W�́j�v�́AGHS�t�����R����JIS Z 7253������A�Ɋ��蓖�Ă�ꂽ�u�G�\���v�̗��ɋL�ڂ���Ă���W�͂��L�ڂ����B
�Ȃ��A�댯�L�Q���N���X�y�ъ댯�L�Q���敪�������肳��Ȃ��ꍇ�́A�G�\���i�W�́j�̋L�ڂ�v���Ȃ��B
4) �u�댯�L�Q�����v�́AGHS�t�����R����JIS Z 7253�t����A�Ɋ��蓖�Ă�ꂽ�u�댯�L�Q�����v�̗��Ɏ�����Ă��镶�����L�ڂ����B�Ȃ��A�댯�L�Q���N���X�y�ъ댯�L�Q���敪�������肳��Ȃ��ꍇ�́A�L�ڂ�v���Ȃ��B
5) �u���ӏ����v�́A�������͎戵����̒��ӓ����L�ڂ����B
6) �u�����҂̓���v�́A�\������҂̎����i�@�l�̏ꍇ�͖@�l���j�A�Z���y�ђn�b�ԍ������L�ڂ����B
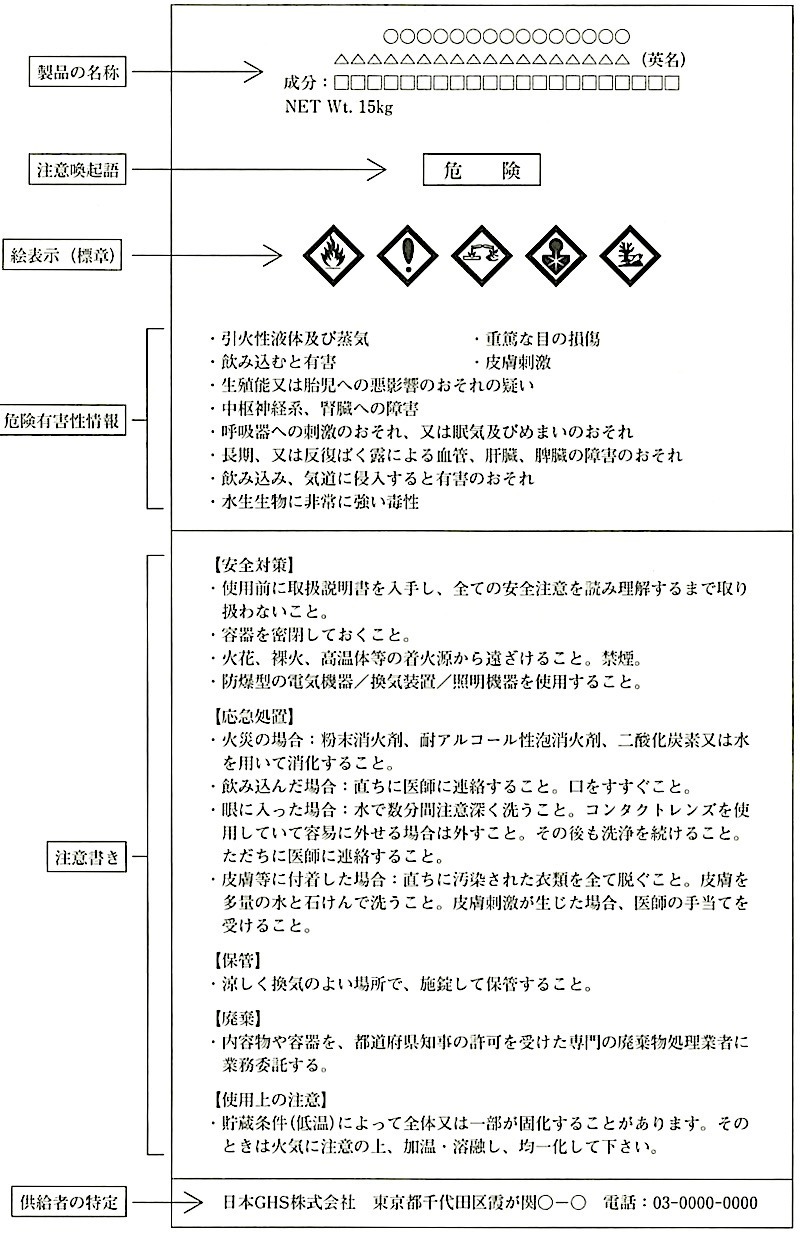
�}18.1.4 GHS�Ɋ�Â����x���\���̗�
(f)���w�����Ɋւ��郊�X�N�A�Z�X�����g���{�`�����ւ̑Ή�
�J���҂̈��S���m�ۂ��邽�߁A���w�����̊Ǘ�����c�ɏd�v�Ȏ����ł���B 2012�N�A�_�ǂ����ǂ������Ⴊ�����������Ƃ���A2014�N6���A�J�����S�q���@����������ASDS����t�`���̑ΏۂƂȂ��Ă��鉻�w�����ɂ��ă��X�N�A�Z�X�����g���{���`���t�����邱�ƂƂȂ�A2016�N6��1���Ɏ{�s���ꂽ�B
1) ���X�N�A�Z�X�����g���{���`���t������̂́A�h���������S�Ă̎��Ǝ҂ł���B
2) ���w��������舵���ۂɐ����邨����̂��镉���E���a�̏d��x�Ɣ����̉\�������A�J���ЊQ���������郊�X�N�̑傫����]��������̂ł���B
(g) �p���������ւ̑Ή�
�h�����͂��ߊe��̎Y�Ɣp�����́A�u�p�����̏����y�ѐ��|�Ɋւ���@���v�i���a45�N�@����137���j���ɂ���ċK������Ă��邪�A���ɗ��ӂ��ׂ������͎��̂Ƃ���ł���B
1) �p�����̌��ʉ��ƃ��T�C�N���̐��i
2) �p���������Ɋւ���M�����ƈ��S���̊m��
3) �s�@��������
�H���ɓ������ẮA�����@���ɏ]���ĎY�Ɣp������K���ɏ������邱�ƂɂȂ邪�A���ɕs�@�����h�~�̂��߁A�Y�Ɣp�����Ǘ��[�i�}�j�t�F�X�g�j�i1.3.11�Q�Ɓj���S�Ă̎Y�Ɣp�����ɓK�p����Ă���B
���������āA�Y�Ɣp�����̔������ɂ́A�{�H�҂��Y�Ɣp�����̉^�����͏����̎��i��L����Ǝ҂Ƃ̈ϑ���ɏ����Ĉϑ��_���Ǝ҂Ɂu�}�j�t�F�X�g�v����t���A���m�Ȏw����^���āA�������Ȃ���Ȃ�Ȃ��B
(�) �h����Ƃւ̓h���̒���
(a) ��߁i�S�x�����j
�����Ƃ��āA�������ꂽ�h�������̂܂g�p����B�������A�������ɋρ[�ȕi����ێ����邽�ߎ{�H���̏����ɓK�����S�x��������S�x�̐��i�ɂȂ��Ă���ꍇ�A�{�H���̑f�n�̏�Ԃɂ��S�x��������K�v������ꍇ�A�C�����Ⴂ�ꍇ���ɂ́A����̃V���i�[�␅���ɂ���߂��h���ɓK������ԂɔS�x�����邱�Ƃ��ł���B
(b) ��������
�h���͒������ɕ����A���a�A���A�ÏW���̌��ۂ��Ă���ꍇ������A�g�p���O�ɂ悭�������A�ρ[�ȏ�ԂƂ���B
���̏ꍇ�A�����͂ōĕ��U���Ȃ����a���A���A�ÏW���́A�K�v�ɉ����Ă�����������B�����̑��삪�s�\���ȏꍇ�ɂ́A�h����̖����ɐF�̕��������ቺ���̌��ׂ���ꍇ������B
(2) �h���H�@
(�) ���@��
�h���ʂ���������ړI�́A���Ɏ����Ƃ���ł���A�ړI�ɉ������{�H������B�Ȃ��A���������́AJIS R 6251�i�����z�j�y��JIS R 6252 (�������j�ɂ��B
�@ ���n�\�ʂɕt�����Ă��鉘�ꓙ���������A�t��������̂��߂ɍs���ꍇ�ŁA�S�|�ʁA�����߂����|�ʂ̓h���ɂ悭�p������B���~�߂��H��œh�����A����ɔ�����A���̍H����h������ꍇ���ɍs������������ɓ�����B���̏ꍇ�A�h�����ꂽ���h��̓h���������������Ȃ��悤�ɍs���K�v������B
�A �p�e�����ʓ����ɂ��A�d�グ�̕����x���グ��ꍇ�ɗp������̂ŁA�p�e�����t�������ꍇ�ɂ́A��ɑe�ڂ̌������ōr�������A���ɍׂ����ڂ̌������ŖړI�̕����x��B
(�)�p�e�̓h�t���H�@
��h���̕s���A���ʁA�������������ēh���d�グ�̐��x�����߂邽�߂ɗp����H�@�ŁA�f�n�ʂɒ��ڎ{�H����ꍇ�ƁA�e�H���Ԃɍs���ꍇ������B
�p�e�́A�d���㌤�����s�����߁A���h����s���K�v������B���̂��߂Ђъ��ꂪ �����Ȃ��悤�ɁA�痿��[���ނ̔z���������Ȃ��Ă���B�܂��A��ʂ̓h���Ɣ�ׂēh�����\�̌�������҂�����̂ł͂Ȃ����߁A�h�t���ʂ͕K�v�ŏ����Ƃ���B
�p�e�����̍H�@�ɂ́A�p�e�����A�p�e�������A�p�e�t����3��ނ�����B
�@ �p�e����
�Ǖ��I�Ƀp�e����������̂ŁA�f�n�ƃp�e�ʂƂ̔��Ⴂ���d�グ�ɉe�����邽�߁A���ӂ��Ȃ���Ȃ�Ȃ��B
�A �p�e������
�f�n�ƃp�e�ʂƂ̔������낤���x�ɕ����ɂȂ�悤�p�e���c���A�ߏ�ȃp�e�����������B
�B �p�e�t��
�p�e�őS�ʂ��ɂ�����̂ŁA���ɔ�������v�������d�グ�̏ꍇ�ɍs���B�p�e�����h�肳��邽�߁A�ϋv���\��v�������d�グ�̏ꍇ�͕s�K���ł���B
(�)�h���̓h���H�@
(a) �͂��h��
�͂��̖ъԂɓh�����悭�܂܂��āA�͂��ڂ��ρ[�ɓh��L����`���I�ȓh����i�ł���B
�͂��h��̓����́A�͂��̍ގ��A�`��A���@�����A�h���̎�ށA�f�n�̎�ށA��h���̌`�ɉ����đI�����ėp���邱�Ƃɂ���āA�����Ȃ�f�n�╔�ʂɂ����Ă��A�ρ[�ȓh�������Ɏd�グ�邱�Ƃ��ł���B
�͂��h��̃`�F�b�N�|�C���g�́A���̂Ƃ���ł���B
1) �w��̓h���ɓK�������т̎�ށA�����A�`���p���Ă��邩�B
2) �͂��́A�悭���A�ʂ��т̐����Ȃ����̂�p���Ă��邩�B
3) �͂��h��́A�ނ炫��A�͂��ڒʂ����̑�������Ȃ���A�ρ[�ɓh�����Ă��邩�B
4) �d���ʂɁA����A�����A�ނ瓙�������Ă��炸�A�ρ[�ɓh���Ă��邩�B
(b) ���t���h��
���t���h��́A�h������Ԃɂ��Ĕ�����ɐ����ނ�̂Ȃ��悤�ɐ����t���A�ρ[�ȓh�����`������B
���t���h��́A�G�A�X�v��������ƃG�A���X�X�v�������������B
�@ �G�A�X�v�������
�h�������k��C�ɂ���Ė��������Ȃ���A���̋�C���͂ŃX�v���[�K���ɂ�萁�t���h��������@�ł���B�K�p�ł���h���̎�ނɌ��E������A�����S�x�ł͋ρ[�ɖ��������A��S�x�Ɋ�߂��邽�߈�ʓI�ɖ����͔����B�܂��A�h�����̔�U���������̉e�����₷���Ȃǂ̌��_������B
�G�A�X�v��������̏ꍇ�̃`�F�b�N�|�C���g�́A���̂Ƃ���ł���B
1) �h���J�n�O�Ɏ��ӕ����͏\���ɗ{������Ă���A�܂��A�K�Ȏ{�H�����ƂȂ��Ă��邩�B
2) �h��������̔S�x�ɒ�������Ă��邩�B
3) �X�v���[�h�����̏����C���͂ɐݒ肳��Ă��邩�B
4) �h����Ƃ̔�h���ƃX�v���[�K���Ƃ̋��������ɕۂ���Ă��邩�B
5) �X�v���[�K���̉^�s���x�͈��ł��邩�B
6) �X�v���[�o�^�[���̌`��͖������ρ[�ŁA����A�����A�ނ瓙�̔����͂Ȃ����B
�A �G�A���X�X�v�������
�h�����̂Ƀ|���v��10 ~ 20MPa���x�̈��͂������A�X�v���[�K���̃m�Y���`�b�v���疶�����Đ����t������@�ł���B�h�����̂Ɉ��͂������邱�Ƃ��ł��邽�߁A���S�x�⍂�Z�x�̓h�����h���\�ŁA�����Ɏd�グ���A�G�A�X�v��������ɔ�ה�U���X�����Ȃ������I�Ȏ{�H���ł���B
�G�A���X�X�v��������̏ꍇ�̃`�F�b�N�|�C���g�́A���̂Ƃ���ł���B
1) �h��������̏�ԂɂȂ��Ă��邩�B
2) �h���ɓK�������m�Y���`�b�v���I�肳��Ă��邩�B
3) �h��������̈��͂ɉ�������A�ρ[�ɖ������A�X�v���[�p�^�[���Ƀe�[�����������Ă��Ȃ����B
4) ��h���ƃX�v���[�K���Ƃ̋����y�щ^�s���x�͈�肩�B
5) �d���h���͌������ψ�ŁA����A�����A�ނ瓙�̔����͂Ȃ����B
(c) ���[���[�u���V�h��
���[���[�u���V�h��́A���a30�N��ɃA�����J���瓱�����ꂽ�h���H�@�ŁA���݂ł́A���z�H���ɂ�����h���H�@�̎嗬�ƂȂ��Ă���B���[���[�u���V���\�����Ă���A�N�������̓|���G�X�e���@�ۓ��ɂ��h���̊܂݂��͂���葽���A1��ōL���ʐςɑ��Ĕ\���悭�h���ł��邱�Ƃ������ł���B���p���A�����蓙�́A�������p���[���[��p���ċρ[�ɓh��B
���[���[�u���V�h��̃`�F�b�N�|�C���g�́A���̂Ƃ���ł���B
1) �h���ɓK�������傫���A�т̎�ނ̃��[���[�u���V���g�p���Ă��邩�B
2) �h�t���ʂɓK�������т̒����̃��[���[�u���V���g�p���Ă��邩�B
3) �h�����ɂ����郍�[���[�̉�]�͓K�ȑ��x�ŋρ[�ɓh���Ă��邩�B
4) �h����Ƃ̓��[���[�}�[�N�����낦�ēh���Ă��邩�B
5) ���p���A�����蓙�͐�p���[���[�A�������Ő�s���ēh���Ă��邩�B
6) �d���ʂɁA����A�����A�ނ瓙�������Ă��Ȃ����B
(�)�e�h���H���̍H���Ԋu���ԋy�эŏI�{������
�e�h���H���̍H���Ԋu���ԋy�эŏI�{�����Ԃ́A�p����h���̊����d���@�\�ɂ���Č��܂�B���������āA�����d���̈Ⴂ�ɂ��A���̍H���Ɉڂ�Ԋu���Ԃ��߂�K�v������A�܂��A�ŏI�H���ɂ͓h���̎g�p�\�܂ł̎��Ԃ��߂�K�v������B
�Ȃ��A�H���Ԋu���ԋy�эŏI�{�����Ԃɂ́A�ǍD�ȓh���`���Ɠh���w�Ԃ̕t�����邽�߂ɁA�h���̎�ނɂ���Ď��̍H���ɓ���܂łɈ�莞�Ԉȏ�K�v�ȏꍇ�ƁA���鎞�Ԃ����߂�ꂽ��莞�Ԉȓ��Ɏ��̍H���Ɉڂ�Ȃ���Ȃ�Ȃ��ꍇ�Ƃ�����B���ɁA���n�h���i������v�Ȋ��������Ƃ���h���j�ł́A�C�����Ⴍ���x�������Ƃ��Ɋ����d�����x���Ȃ�B�}18.1.5�Ɏ����悤�ɓh���E�����Ƃ��čœK�ȉ��x��20���ł��邪�A�C������������Ⴍ�Ȃ�قNJ����d�����x���Ȃ邽�߁A�ǍD�ȓh���`�����m�ۂ���ɂ́A20���{�H���̕W���H���Ԋu����y�эŏI�{�����Ԃ������ꂼ�꒷�����Ԃ��K�v�ł���B���x�ɂ��Ă������Ȃ�قNJ����d�����x���Ȃ邱�Ƃ���A���l�Ȓ��ӂ�v����B
18.1.5 ���@�{
(1) ���{�̍쐻
�{�H�ɐ旧���A�F�ʌv��ɂ���Č��肳�ꂽ�F�A����A�͗l���̎d�グ�̏�Ԃɂ��āA���{�h���쐻����B
���̏ꍇ�A�e�H�����m�F�ł���悤�ȍH���h��̌��{�Ƃ��邱�Ƃ��]�܂����B
(2) ���{�̕ۊ�
�v�S���҂̊m�F�����W�����{�́A�ŏI�������܂Œ��˓����̓�����Ȃ��ꏊ�ŕۊǂ���K�v������B�������A�������������y�C���g���̖��ϐ��h���͒��ړ����̓�����Ȃ��ꏊ�ɕۊǂ��Ă����Ă��A���X�ɔ������i�s���ĐF���ς�邽�߁A�����Ƃ͈قȂ����F���ɂȂ�ꍇ������B�����̌��{�ɂ��ẮA���O�ɋ��c���č��ӂĕۊǂ���B
18.1.6 �{�H�Ǘ�
(1) ���z���̓h���́A���O���Ɏ{����A�d�グ�Ƃ��Ă̔����̂��߂����łȂ��A�e��O�͂����h����ۗ˂��邱�Ƃɂ���āA���z���̑ϋv�������コ���邱�Ƃ�ړI�Ƃ��Ă���B
���̂��߁A�e��̑f�n�ɓh�����ꂽ�h��������̕i�����m�ۂł���悤�Ɏ{�H�Ǘ����s���K�v������B
�h���H���ɂ�������̓I�Ȏ{�H�Ǘ��̍��ڂ́A�T�ˎ��̂Ƃ���ł���B
(�) �h���H��
(a) �h���O�̑f�n�̏��
(b) �g�p�ޗ�
(c) �h�����@
(d) ���h��A���h��̍H����̉��n�̏�ԁi�h��H���̊Ԋu���ԁA�{���j
(�) �h�t���ʓ�
���h��A���h��̍H�����ƂɌ��{�h�Ƃ̔�r���s���A�ŏI�H��������u�W�d�v18.1.7�ɂ��h���ʂ̊m�F���s���i18.1.7�Q�Ɓj�B
(2) �{�H���̏���
(�) �����d���@�\�̎��
������ŗp������h���́A��ʓI�Ɏ��R�����`�h���Ƃ����A���̊����d���@�\�ɂ͎���4��ނ�����B
�@ ��������
�h�����̗n�܂��������邾���œh�����`��������́B
�i��\��F���b�J�[�G�i�����j
�A �����_������
�h�����̗n�܂��������Ȃ����������C���̎_�f�Ɣ������邱�ƂŁA�h�����`��������́B
�i��\��F�������������y�C���g�A�����n���ю~�߃y�C���g�j
�B ���U���q�Z������
�����͗n�ܒ��ɕ��U���Ă���������q���A�����͗n�܂��������邱�ƂŗZ�����h�����`��������́B
�i��\��F���������G�}���V�����y�C���g�A���U�`�h���j
�C �����d�������i�d�������j
�h���`���v�f�ł�������ƕ��v�f�ł���d���܂��������邱�Ƃɂ���Ĕ������N����A�h�����`��������́B
�i��\��F2�t�`�G�|�L�V�����G�i�����A�퉷�����`�ӂ��f�����G�i�����j
(�) �����d���̏���
�h���͊ܗL������������������A���w�����������āA�����d�����邽�߁A�{�H���̉����x�Ɋւ���������d�v�ƂȂ�B
�}18.1.5�́A��ʓI�ȓh���Ɨ{���ɓK���鉷���x�����������B
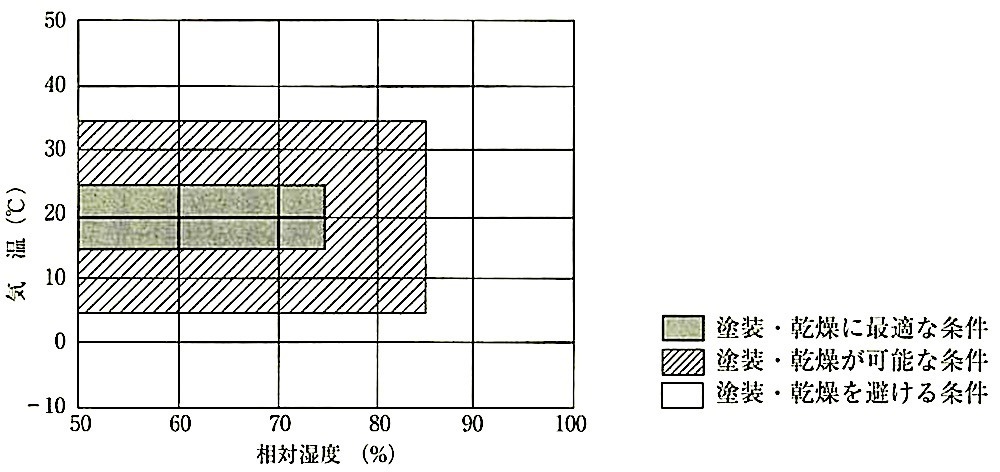
�}18.1.5 �h����ƂƗ{���ɓK���鉷���x����
(�) �{��
�h���H���ɂ�����{���ɂ́A�h�����Ȃ������ɓh�����t�����ĉ���Ȃ��悤�ɂ�����@�ƁA�h��������̊����d���ߒ��œh���𐳏�Ɍ`�����邽�ߓh���ʂɉ��ꂪ�t�����Ȃ��悤�ɂ��A�~�J�A�����A���˓�������������̂�h������A�����x�߂�����@������B
18.1.7 �h���ʂ̊m�F��
(1) �h���y�ѓh���̌���
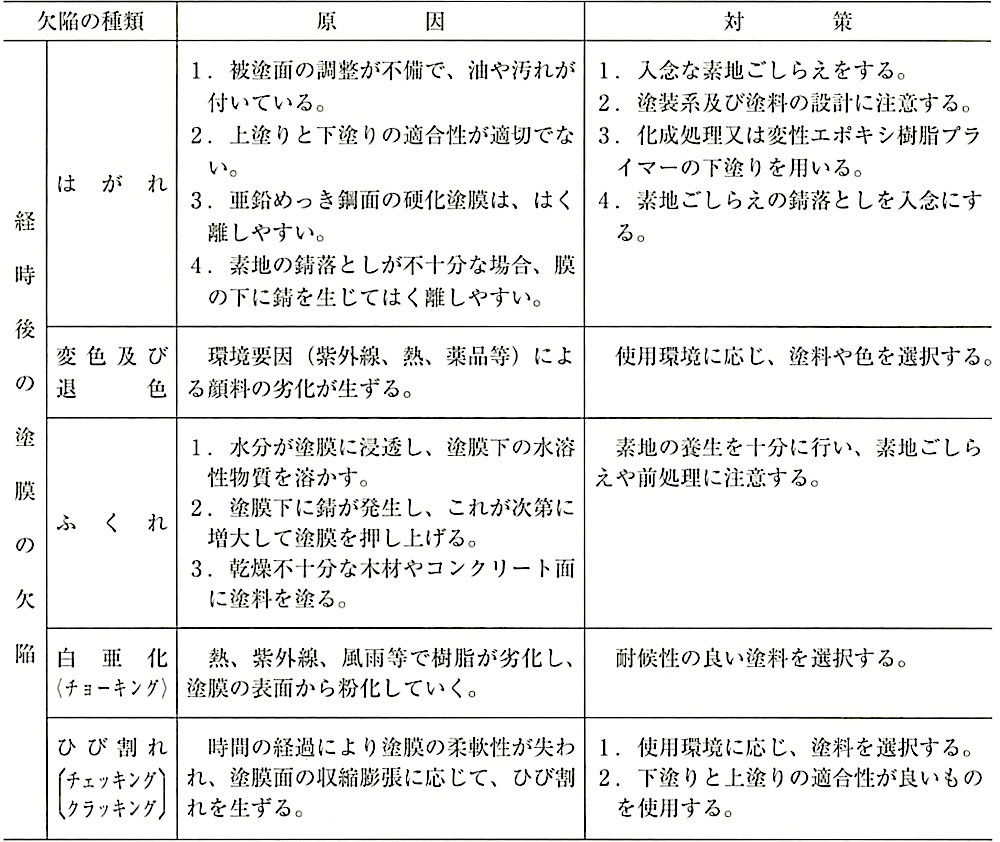
�h���H���ɂ����錇�ׂ̎�ނ́A�h����Ԃɂ�����h���̌��ׁA�h����ƒ��ɂ�����h���̌��ׁA�h����ƌ�ɂ�����h���̌��y�ѓh���I����̎��Ԍo�߂ɂ�����h���̌��ׂɕ��ނł��A�����̌��ׂ̑����̏ꍇ�͓K�ȗ\�h���u���{�����Ƃɂ������邱�Ƃ��ł���B�����̌����Ƒ��\18.1.4�Ɏ����B
(2) �h���ʂ̊m�F
�h���ʂ̊m�F�́A�u�W�d�v�\18.1.1�ɂ��ڎ���W���Ƃ��Ă���B�������A�K�~�ߓh���h��̏ꍇ�́A�h�t���ʖ��͖������h�K���\�ɑ傫���e�����邽�߁A���̕��@�ɂ��A�����̗ʖ��͌������m�F���邱�ƂƂ��Ă���B
(a) ����ɂ�����K�~�ߓh���h��̏ꍇ�́A�������肪����ȏꍇ���������߁A�g�p�ʂ���P�ʖʐϓ�����̓h�t���ʂ𐄒肷�邱�Ƃ�W���Ƃ��Ă���B
(b) �H��ɂ����钒�~�ߓh���h��̏ꍇ�́A�d�������v���ɂ�閌������̊m�F��W���Ƃ��A�������b�g�̍\�����́A�{�H�҂��i���v��Œ�߂邱�ƂƂ��Ă���B
�|������̍H��K�~�ߓh���̖����ɑ���m�F���@�̗���ȉ��Ɏ����B
�@ �g�y�ь˂͂��ꂼ��ʂȃ��b�g�Ƃ��A1�g�̍�Ɣǂ�1���ɓh�������g���͌˂̑S�Ăɂ��āA30���͂��̒[����1���b�g�Ƃ���B
�A 1���b�g����1�g����1����ׂɒ��o���A�������ȉ��̂悤�ɑ��肷��B
1) �g�ɂ��ẮA�c�g2�ӏ��i���E�E�j�y�я�g�̒������t�ߊe1�ӏ��A�v3�ӏ���1��̎����Ƃ���B
2) �˂̗��ʂɂ��āA��i�A���i�y�щ��i�̒������t�ߊe1�ӏ��A�v6�ӏ���1��̎����Ƃ���B
3) 1�ӏ��ɂ���3�_���肵�A���̕��ϒl�����̉ӏ��̖����Ƃ���B
�B 1��̎����̕��ϒl���A�K�肳�ꂽ�����ȏ�A���A�S�Ẳӏ��̖������K�肳�ꂽ������85���ȏ�̏ꍇ�����b�g�̍��i�Ƃ��A����ȊO��s���i�Ƃ���B
�C �s���i�ƂȂ������b�g�́A�S�Ăɂ��čēh�����A��L�ɏ����čēx�m�F���s���B
�\18.1.4 �h���y�ѓh���̌��ׂɑ��錴���Ƃ��̑�i����1�j
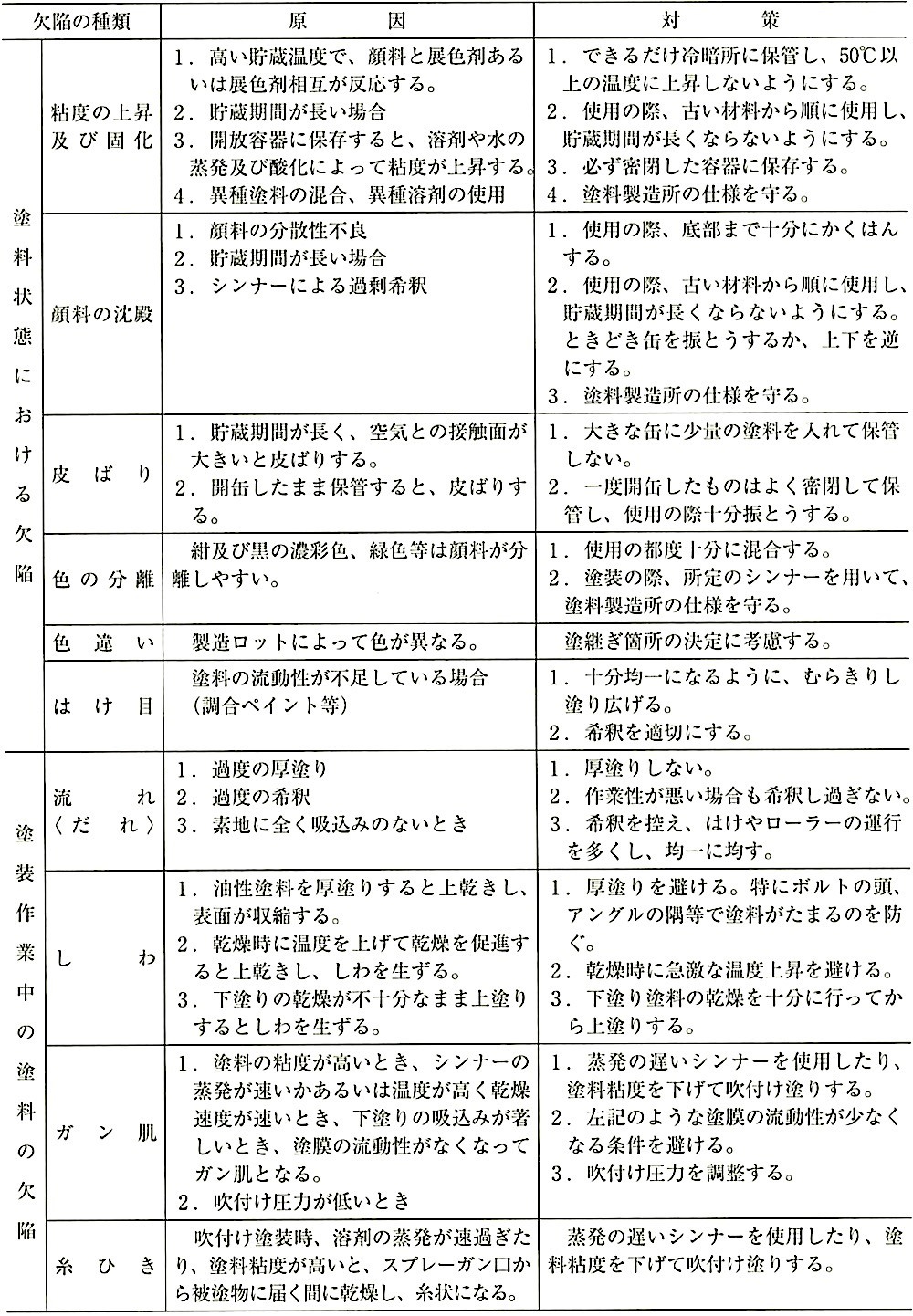
�\18.1.4 �h���y�ѓh���̌��ׂɑ��錴���Ƃ��̑�i����2�j
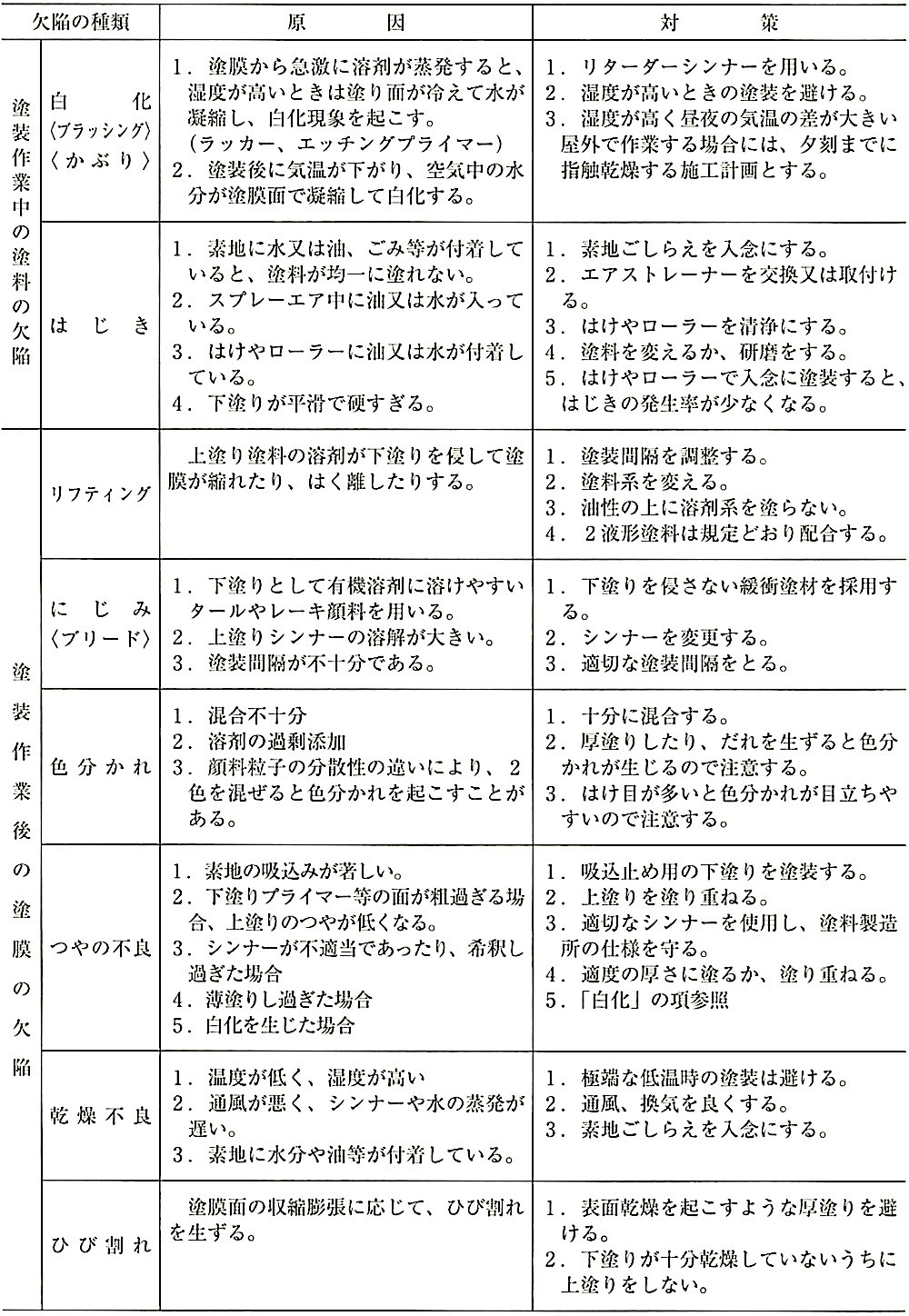
�\18.1.4 �h���y�ѓh���̌��ׂɑ��錴���Ƃ��̑�i����3�j
�y���̃J�e�S���[�̍ŐV�L���z
-

-
-

-

-

-

-

-

-

-
no image
-

-