��V�� �S���H��
07�� �X�^�b�h�n�ڋy�уf�b�L�v���[�g�n��
7.7.1 �K�p�͈�
(a) �X�^�b�h�n�ڂɂ͂��̔M���̈Ⴂ�ɂ��}7.7.1�Ɏ����悤�ɂ������̎�ނ����邪�A�S���H���Ŏ�Ƃ��Ďg�p�����̂̓A�[�N�X�^�b�h�n�ڂł���A�u�W�d�v�ł����̗n�ږ@��K�p���Ă���B
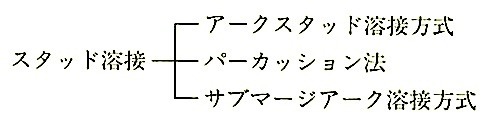
�@�@�@�@�}7.7.1 �X�^�b�h�n�ږ@�̕���
(b) �A�[�N�X�^�b�h�n�ڂ́A�A�[�N�V�[���h�ƌĂԃZ���~�b�N�X�̕ی쓛���ŕ�ނƃX�^�b�h�ԂɃA�[�N�������A���̔��M�ɂ���ދy�уX�^�b�h��n�Z���A��莞�Ԍ�A�X�^�b�h���ޖʏ�Ɍ`�����ꂽ�n�Z�r�Ɉ������Đڍ�����n�ږ@�ł���B�S���H���ł́A�������⒌�r�̃V���[�R�l�N�^�[�Ƃ��đ��p����Ă���B
7.7.2 �X�^�b�h�n�ڍ�Ƃɂ�����Z�\���i��
�u�W�d�v�ł́A�X�^�b�h�n�ڋZ�\���i�҂́AJASS 6�t��4�m�X�^�b�h�n�ڋZ�p���莎���n�Ɋ�Â��Z�ʂ�L����҂Ƃ��Ă���B���̋Z�ʂ̏ؖ��Ƃ��āi��Ёj�X�^�b�h������{���Ă���u�X�^�b�h�n�ڋZ�p���莎���v������B���̌��莎���ɂ�����Z�\�҂̎��i�̎�ʂɂ͊�{���ł���A���Ɛ�勉�ł���B��������AA���̓X�^�b�h���a22mm���ȉ��̉������n�ځAB����16mm���ȉ��̉������Ə�����y��22mm���ȉ��̉������n�ڂ���Ɣ͈͂ƒ�߂Ă���B
7.7.3 �X�^�b�h�̎d��萸�x
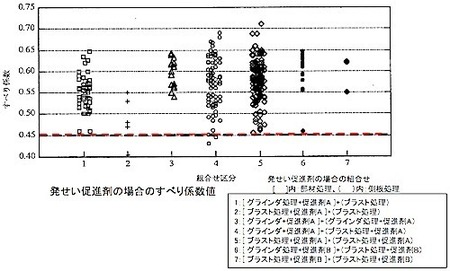
(a) �K���ɗn�ڂ��ꂽ�X�^�b�h�̍����͗n�ڑO�̍������X�^�b�h�a�ɉ�����3�`6mm�������A����̎d��荂���ɔ[�܂�B����A�d���e�ʂ̕s�����̌����ŃA�[�N�̔������s�\���ȏꍇ�ɂ́A����̎d��荂����荂���Ȃ�A�t�ɃA�[�N�̔������ߓx�ȏꍇ�ɂ́A����̎d��荂�����Ⴍ�Ȃ�B�܂��A�K���ɗn�ڂ��ꂽ�X�^�b�h�́A�X���̂Ȃ����̂�������B
�@
���̂悤�ɁA�X�^�b�h�n�ڂ̗n�ڌ�̎d��荂���ƕp���͗n�ڕ��̕i����{�H�����̗ǔۂƖ��ڂȊW������A�����̍��ڂ��m�F���邱�Ƃɂ��A�n�ڕ��̕i���̗ǔۂ�����ł���B
(b) ��ދy�уX�^�b�h�ގ����ɐ[��0.5mm����A���_�[�J�b�g����������Ə���̋��x�������Ȃ��̂ŕs���i�Ƃ���B
7.7.4 �X�^�b�h�n�ڎ{�H
(a) �X�^�b�h�n�ڂ́A�����Ƃ��ĉ������ōs���ׂ��ł��邪�A��ނ��������Ƃ���ꍇ�̓t���b�V�����X�^�b�h�S���ɉ��Ȃ����Ƃ������̂Œ��ӂ���B
�Ȃ��A�������n�ڂ��s���ꍇ�̋Z�\�҂́A7.7.2�Ɏ����u�X�^�b�h�n�ڋZ�p���莎���v��B���Ƃ��邪16mm�ӂ���ꍇ�͉������̋Z�ʕt���������s���ȂNjZ�ʂ̊m�F���K�v�ł���B
(b) �X�^�b�h�n�ڂ́A��d���̗n�ږ@�ł���A�\���ȗn�ڕi�����m�ۂ��邽�߂ɐ�p�d����p���邱�Ƃ������Ƃ���B��ނ��ق��̓d���ƕ��p����ꍇ�͕K�v�ȗe�ʂ�p�ӂ���B
(c) �ߑO�ƌߌ�̍�ƊJ�n�O�ɓK�ȗn�ڏ�����ݒ肷�邽�߂Ɏ����n�ڂ��s���B�����n�ڂ́A�X�^�b�h�̌a���Ƃ�2�{�ȏ�̃X�^�b�h�n�ڂ��s���A30�x�̋Ȃ��������s���ėn�ڏ����̓K�ۂ��m�F����B
�Ȃ��A�L���v�^�C���P�[�v�������M����ƒ�R�l���オ��A�ݒ�������ς��̂Œ��ӂ���B
(d) �|�[���ŃX�^�b�h�n�ڂ���ꍇ�A���C�����i���͐��̉e���ŃA�[�N���|�̓����Ɉ�����錻�ہj�̉e������ƌ��ׂƂȂ�₷���̂ō|�̒[���ɕʂ̍|��u���Ȃǂ̏��u���K�v�ƂȂ�ꍇ������B
(e) �X�^�b�h�̗n�ږʂɐ����E�������K�E�h���E�����߂���������݂���ƌ��S�ȗn�ڂ������Ȃ����Ƃ����邽�߁A�O���C���_�[���ɂ�肱�����������ėn�ڂ��s���B
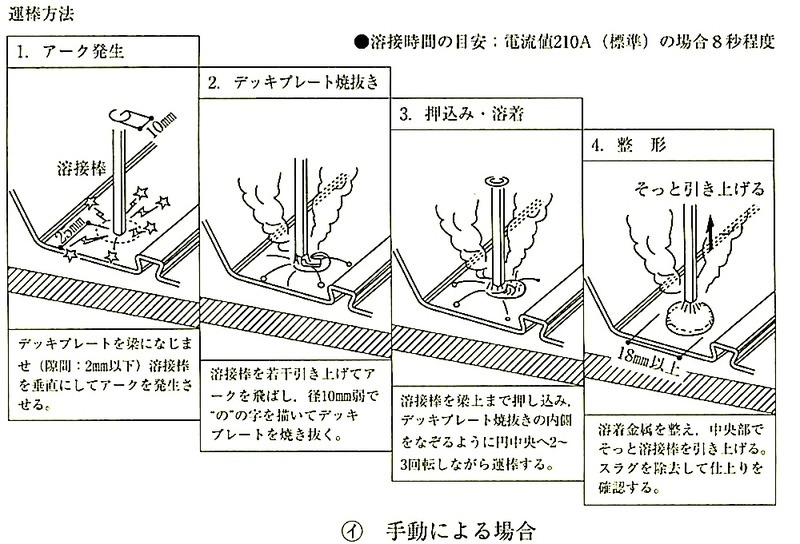
(f) �f�b�L�v���[�g�����ђʂ��čs���X�^�b�h�n���́A�H���Ɏg�p�������̂Ɠ���̍ޗ��y�я����Ŏ����n�ڂ��s���A�K���ȗn�ڂ��ł��邱�Ƃ��m�F����K�v������B�܂��A�{�H�ɓ������Ă̓f�b�L�v���[�g�Ɨn�ڕ�ނƂ̊Ԃ̐��|�ɓ��ɒ��ӂ��Đ����₲�ݓ��̉�ݕ����Ȃ����Ƃ��m�F���邱�Ƃ��K�v�ł���B
7.7.5 �X�^�b�h�n�ڌ�̎���
(a) �X�^�b�h�n�ڊ�����A�ǍD�Ȏ{�H�i�����m�ۂ���Ă��邩�ۂ��ׂ邽�߁A���Ɏ������ڂɂ��Ă��炩���ߎғ��Ɏ����������A���̌�ɊēE���̌������s���B
(1) �O�ώ���
(i) �A���_�[�J�b�g�̎����́A�S���ڎ��ɂ��s���B
(ii) �d��荂���ƌX���̎����́u�W�d�v�ɒ�߂锲�掎���ɂ��s���B�d��荂���̑���́A���������ږ��̓R���x�b�N�X���[����p���čs���B�X���͖ڎ��ɂ��`�F�b�N���A�^�킵���ꍇ�͌��E�Q�[�W�i85���j��p���čő�̎̈ʒu�ɍ��킹�ă`�F�b�N����B
(2) �Ō��Ȃ�����
�@
�Ō��Ȃ������́A�n���}�[�ŃX�^�b�h�ɑŌ��Ȃ�����������ɂ���ėn�ڕ��Ŕj�f������A�n�ڕ��Ɋ��ꂻ�̑��̌��ׂ�����Ȃ����Ƃ��m�F���鎎���@�ł���B���ꂻ�̑��̌��ׂ̊m�F�͒ʏ�͖ڎ��ɂ��s���B
(b) �s�ǃX�^�b�h�ɂ��ẮA�v������鋭�x���m�ۂł��Ȃ����߁A7.7.6�ɒ�߂���@�ɂ���C���s���B
7.7.6 �s���i�X�^�b�h�n�ڂ̕�C
(a) ��ޖ��̓X�^�b�h�ގ����ɐ[��0.5mm����A���_�[�J�b�g�����������ꍇ�́A50 �` 100mm���x�̗אڕ��ɑŒ������s���B���̂����A��ނɐ������A���_�[�J�b�g�́A��ދ��x�̒ቺ�������̂ŗ\�M�����ĕ�C�n�ڂ��s���B
(b) �d��萡�@�̕s�ǂȃX�^�b�h�ނ⊄�ꖔ�ܑ͐��̐������X�^�b�h�ނ́A�אڕ��ɑŒ������s�����A���ׂ���ނɋy��ł���ꍇ�́A��ދ��x�̒ቺ�������̂ł������������ăO���C���_�[�ŕ�ޕ\�ʂ��Ɏd�グ��K�v������B
(c) �Ō��Ȃ������ō��i�������̂́A�Ȃ������܂܂ł��͊w�I�Ȏx��͏��Ȃ��̂ŁA���̂܂܂Ƃ��Ă悢�B
7.7.7 �C�����ɂ�鏈�u
(a) �|�ނ̕\�ʉ��x���Ⴂ�Ɨn�ڕ��̗�p���x���������ߗn�ڕ��Ɋ��ꂪ�����₷�����Ƃ́A�X�^�b�h�n�ڂ̏ꍇ�ł����l�ł���B���̂��߁A�C���� 0���ȉ��ł͌����Ƃ��ăX�^�b�h�n�ڂ��s��Ȃ����ƂƂ��Ă���B�n�ڕ��̉������M���ăX�^�b�h�n�ڂ��s���ꍇ�̉��M���x�� 36���Ƃ́A��ŐG���ĉ�������������x�̉��x�ł���B
(b) �|�ޕ\�ʂ��ʂꂽ��Ԃŗn�ڂ���ƁA���C�ɂ���ėn�ڕ��Ɍ��ׂ����������芴�d�ЊQ�̌����ɂ��Ȃ�B��ނ����J�̒��ŗn�ڂ��s��Ȃ���Ȃ�Ȃ��ꍇ�́A�n�ڍ�Ƌ����e���g���ʼnJ�{�����s���A�K�X�o�[�i�[���ŗn�ڂ���|�ނ̕\�ʂ����M�����}��������ԂŃX�^�b�h�n�ڂ��s���K�v������B�������A�H������{�H�ɂ�����X�^�b�h�n�ڂ͍�Ɣ͈͂��L���̂ŁA�����̏�����Ƃ͑���ȘJ�͂Ǝ��Ԃ�v���邽�߁A�J����0���ȉ��̒ቷ���ł̃X�^�b�h�n�ڂ͋ɗ͔�����ׂ��ł���B�i7.6.8 (c)�Q�Ɓj
7.7.8 �f�b�L�v���[�g�̗n��
(a) �f�b�L�v���[�g��S�����ނɗn�ڂ���ꍇ�͓��L�Ɋ�Â��ăf�b�L�v���[�g�̎g�p�ړI�ɉ������n�ڕ��@���̂�Ȃ���Ȃ�Ȃ��B
�f�b�L�v���[�g��p�������\�@�ɂ͎���3��ނ�����B
(1) �f�b�L�v���[�g�ƃR���N���[�g�Ƃ̃f�b�L�����X���u
(2) �f�b�L�v���[�g�ƓS�R���N���[�g�Ƃ̃f�b�L�����X���u
(3) �f�b�L�v���[�g�����̂܂܍\���̂Ƃ����f�b�L�\���X���u
������̏ꍇ���f�b�L�v���[�g��S�����ނɗn�ڂ���ꍇ�̓f�b�L�v���[�g����ɖ��������A�ʏ�͏��X���u����`�B�����ʓ�����f�͂ɑ��\���ς�����悤���Ĕ�����n�����s���Ă���i�}7.7.2�Q�Ɓj�B�������A�S�����̐v���f�b�L�����X���u�̌��ʂ��l�������������Ƃ��čs���A�X�^�b�h���f�b�L�v���[�g���ђʂ��ėn�ڂ��邱�Ƃ����L����Ă���ꍇ�́A�Ĕ�����n�ڂ͕s�v�Ƃ���Ă���B���̏ꍇ16mm�ӈȏ�̃X�^�b�h���g���A�f�b�L�v���[�g����ɖ��������ėn�ڂ���B
�Ȃ��A���̏ꍇ�ł��f�b�L�v���[�g���~����ɋ�����˕��ɂ���Ĕ�U���Ȃ��悤�ɁA�~���݂Ɠ����ɉ����߂Ƃ��ăA�[�N�X�|�b�g�n�ڎႵ���͋����n�ڂ��s���K�v������B
�@�@�@�} 7.7.2 �Ĕ�����n�ڂ̎{�H���@�̗�
(b) �n�ڋZ�\���i��
(1) �n�ڋZ�\���i�҂́A�����Ƃ��āA7.6.3�ɉ������n�ڋZ�\���i�̗L���i�҂Ƃ���B�X�^�b�h�n�ڂɏ]���ł���n�ڋZ�\���i�҂Ƃ��ẮA��Ǝp���A�X�^�b�h�Ăі��ɉ�����(���)�X�^�b�h����u�X�^�b�h�n�ڋZ�p���莎���v�ɍ��i�����L���i�҂�����B
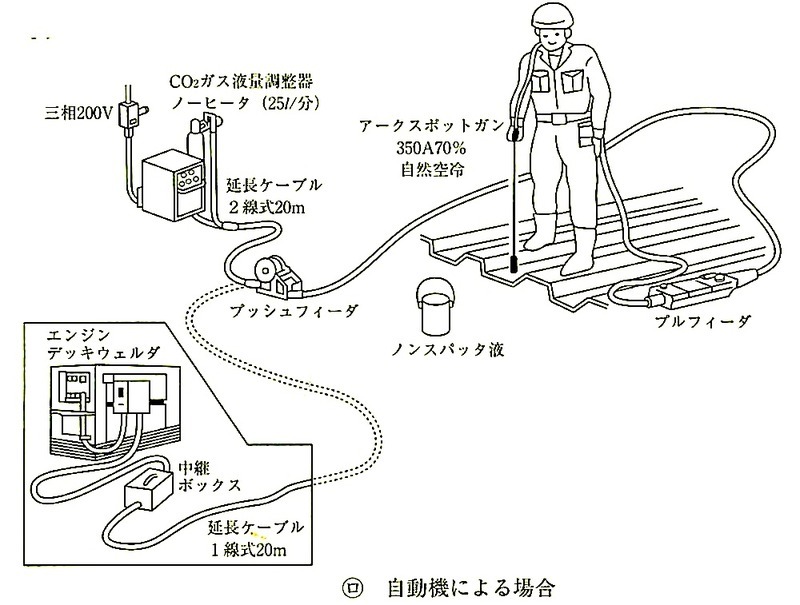
(2) �Ĕ�����n�ڂɂ́A�핢�A�[�N�n�ږ_���g�p����蓮���@�ƁA�Y�_�K�X�V�[���h�n�ڂ��g�p���鎩���Ĕ���n�ڋ@�ɂ����@������B
�O�҂̏ꍇ��JIS Z 3801�i��n�ڋZ�p����ɂ����鎎�����@�y�є����j�ɂ������{�ƂȂ鋉�ȏ�̗L���i�ҁA��҂̏ꍇ�́AJIS Z 3841�i�������n�ڋZ�p����ɂ����鎎�����@�y�є����j�ɂ������{�ƂȂ鋉�ȏ�̗L���i�҂Ƃ���B
������̏ꍇ���Ĕ�����n�ڂɂ��ď\���Ȓm���ƋZ�ʂ�L���Ă���n�ڋZ�\�҂ɏ]��������B
�y���̃J�e�S���[�̍ŐV�L���z
-
no image
-

-

-

-

-

-

-
no image
-

-

-

-

-

-

-
no image
-

-

-

-

-