第7章 鉄骨工事
13節 鉄骨工事の精度
7.13.1 一般事項
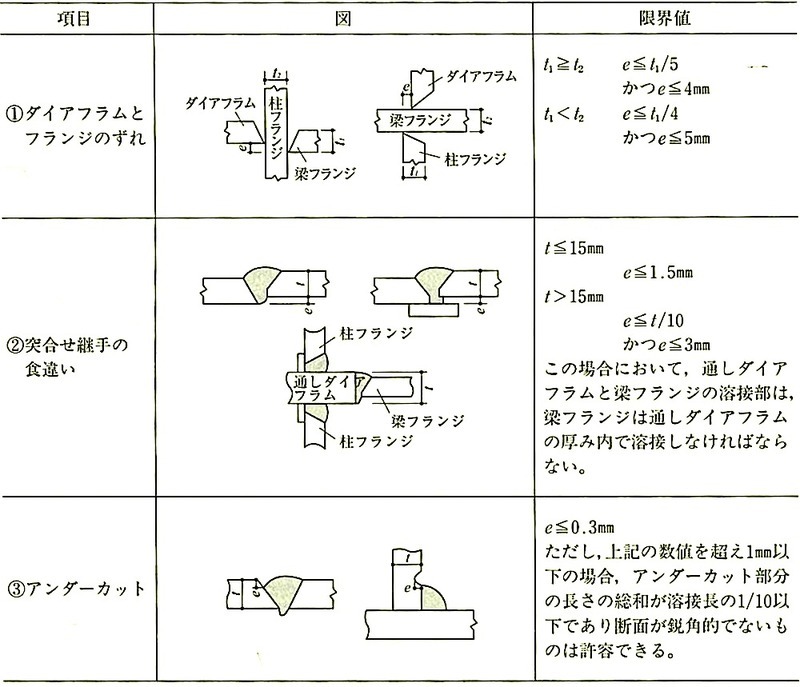
(a) 「鉄骨造の継手又は仕口の構造方法を定める件」(平成12年5月31日建設省告示第1464号)により,表7.13.1に示す項目について限界値が規定された。①の限界値は、JASS 6付則6[鉄骨精度検査基準]における限界許容差と同じであるが、②の通しダイアフラムと梁フランジの関係は、JASS 6付則6では規定されていない。また、③は、JASS 6付則6よりも厳しい規定となっているので、注意が必要である。表7.13.1に示す項目についての検査方法補強方法等については、鉄骨製作管理技術者登録機構「突合せ継手の食い違い仕口のずれの検査・補強マニュアル」を参考にするとよい。
表7.13.1 溶接部の形状・寸法
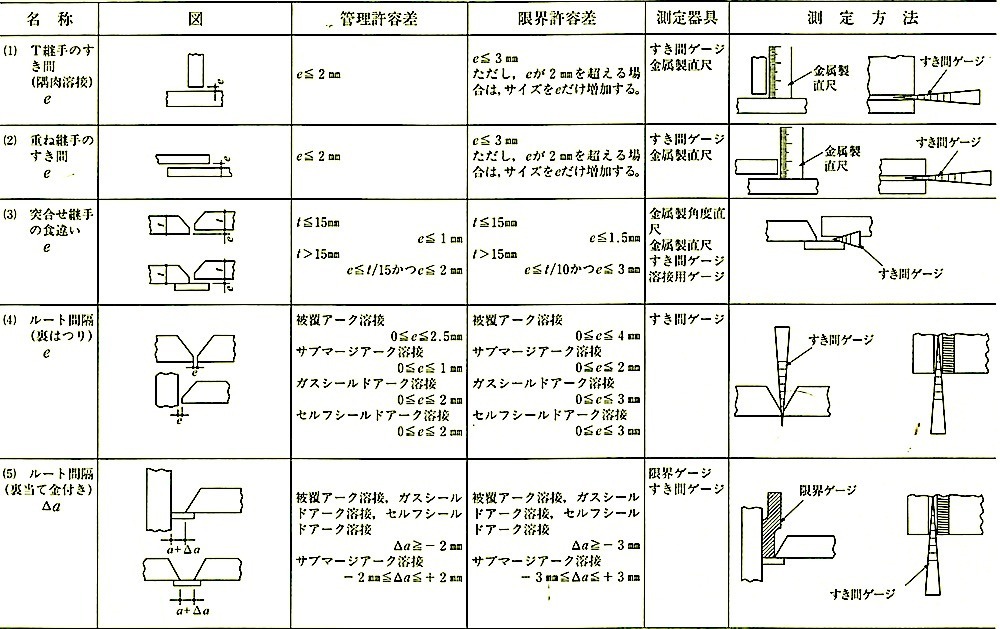
(b) 「標仕」7.3.3及び「標仕」7.10.2で、鉄骨の製作精度及び建方等の工事現場施工の精度は、JASS 6付則6によることとしている。次にその抜粋を示す。
鉄骨精度検査基準
この基準は、一般の構造物の主要な鉄骨の製作ならびに施工に際しての寸法精度の許容差を定めたものである。許容差は、限界許容差と管理許容差に区別して定めた。限界許容差は、これを超える誤差は原則として許されない最終的な個々の製品の合否判定のための基準値である。一方、管理許容差は、95%以上の製品が満足するような製作または施工上の目安として定めた目標値であり、寸法精度の受入検査では、検査ロットの合否判定のための個々の製品の合否判定値として用いられる。
寸法精度の受入検査において、個々の製品が限界許容差を超えた場合には不良品として、再製作することを原則とする。ただし、再製作できない場合にはそれに相当する補修を行い再検査に合格しなければならない。また、個々の製品が管理許容差を超えても限界許容差内であれば補修・廃棄の対象とはならない。管理許容差を合否判定値として抜取検査を行う場合、検査ロットが不合格となった場合は、当該ロットの残りを全数検査する。ただし、検査ロットの合否にかかわらず限界許容差を超えたものについては、工事監理者と協議して補修または再製作等の必要な処置を定める。
なお、本基準は以下に示すものには適用しない。
(1) 特記による場合または工事監理者の認めた場合
(2) 特に精度を必要とする構造物あるいは構造物の部分
(3) 軽微な構造物あるいは構造物の部分
(4) 日本産業規格で定められた鋼材の寸法許容差
(5) その他、別に定められた寸法許容差
この基準は、一般の構造物の主要な鉄骨の製作ならびに施工に際しての寸法精度の許容差を定めたものである。許容差は、限界許容差と管理許容差に区別して定めた。限界許容差は、これを超える誤差は原則として許されない最終的な個々の製品の合否判定のための基準値である。一方、管理許容差は、95%以上の製品が満足するような製作または施工上の目安として定めた目標値であり、寸法精度の受入検査では、検査ロットの合否判定のための個々の製品の合否判定値として用いられる。
寸法精度の受入検査において、個々の製品が限界許容差を超えた場合には不良品として、再製作することを原則とする。ただし、再製作できない場合にはそれに相当する補修を行い再検査に合格しなければならない。また、個々の製品が管理許容差を超えても限界許容差内であれば補修・廃棄の対象とはならない。管理許容差を合否判定値として抜取検査を行う場合、検査ロットが不合格となった場合は、当該ロットの残りを全数検査する。ただし、検査ロットの合否にかかわらず限界許容差を超えたものについては、工事監理者と協議して補修または再製作等の必要な処置を定める。
なお、本基準は以下に示すものには適用しない。
(1) 特記による場合または工事監理者の認めた場合
(2) 特に精度を必要とする構造物あるいは構造物の部分
(3) 軽微な構造物あるいは構造物の部分
(4) 日本産業規格で定められた鋼材の寸法許容差
(5) その他、別に定められた寸法許容差
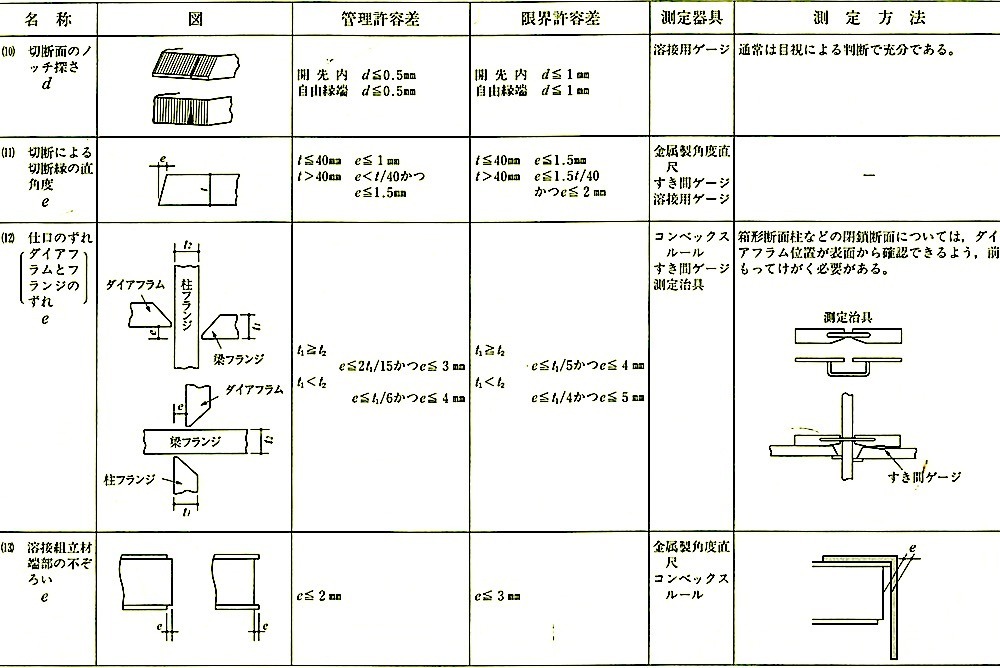
付表1 工作および組立て
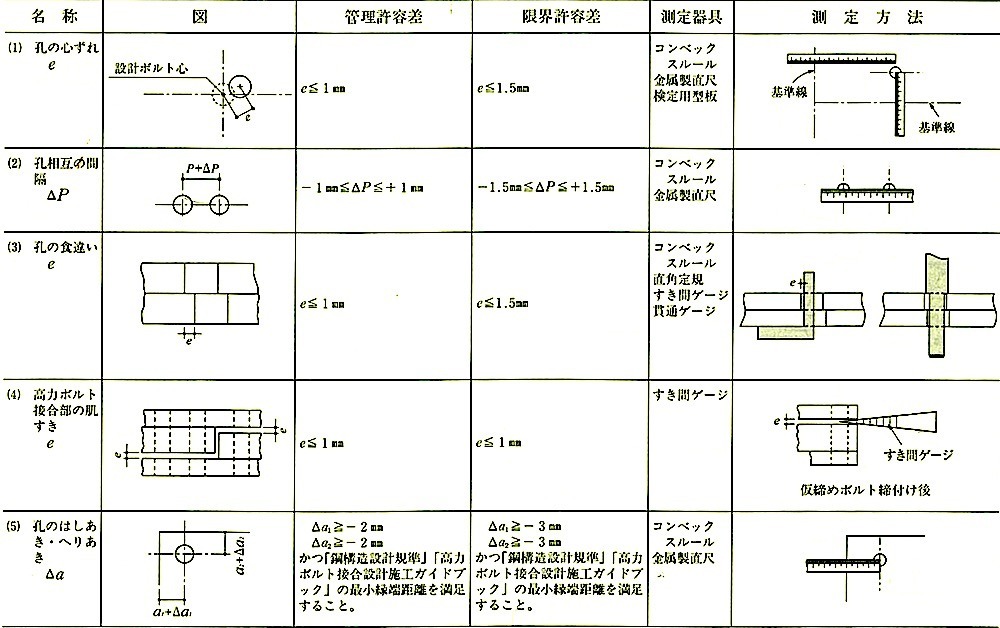
付表2 高力ボルト
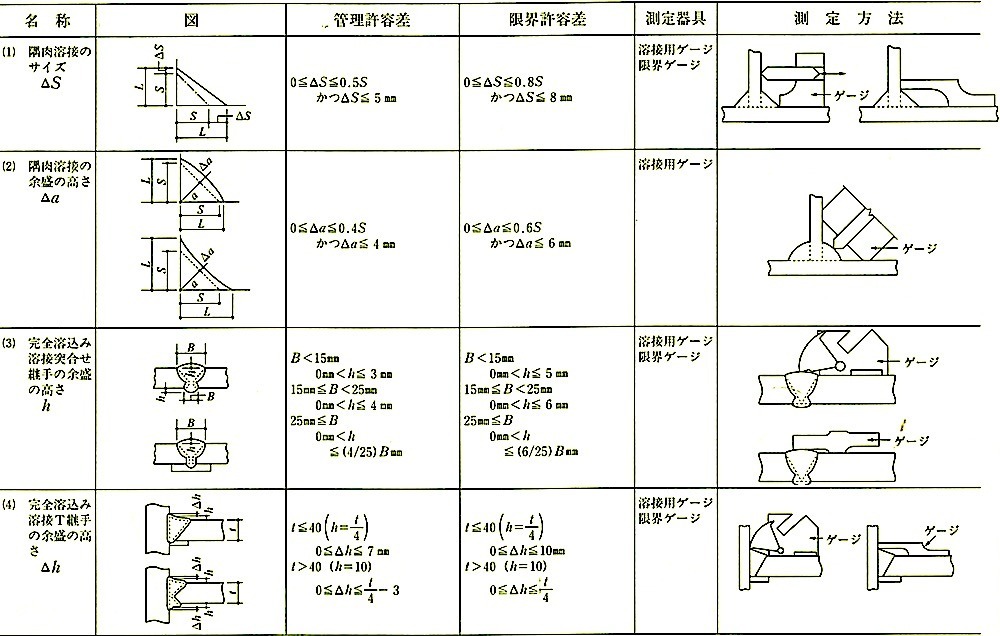
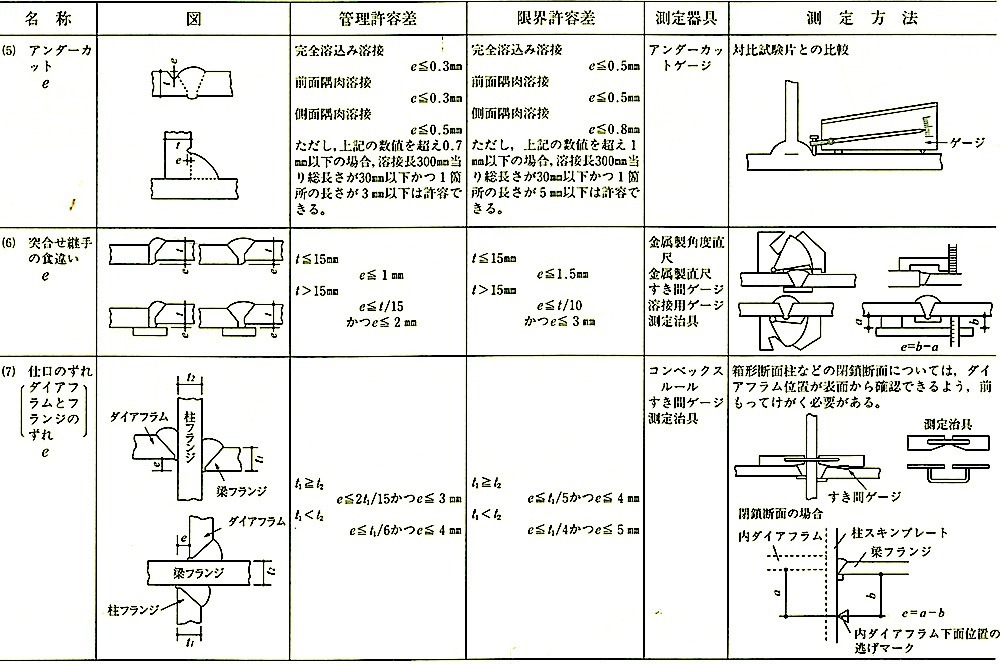
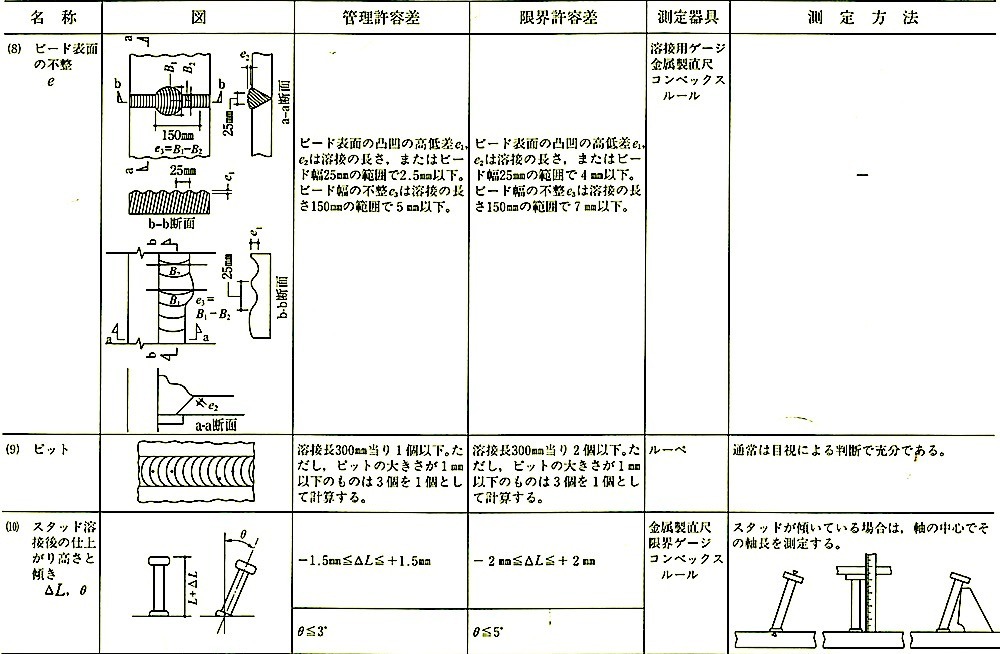
付表3 溶 接
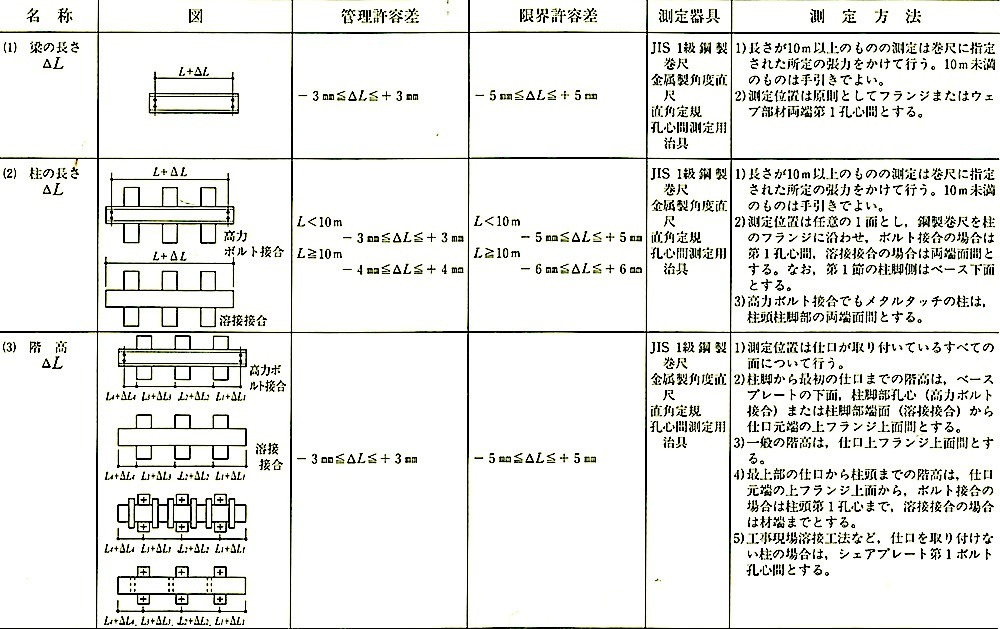
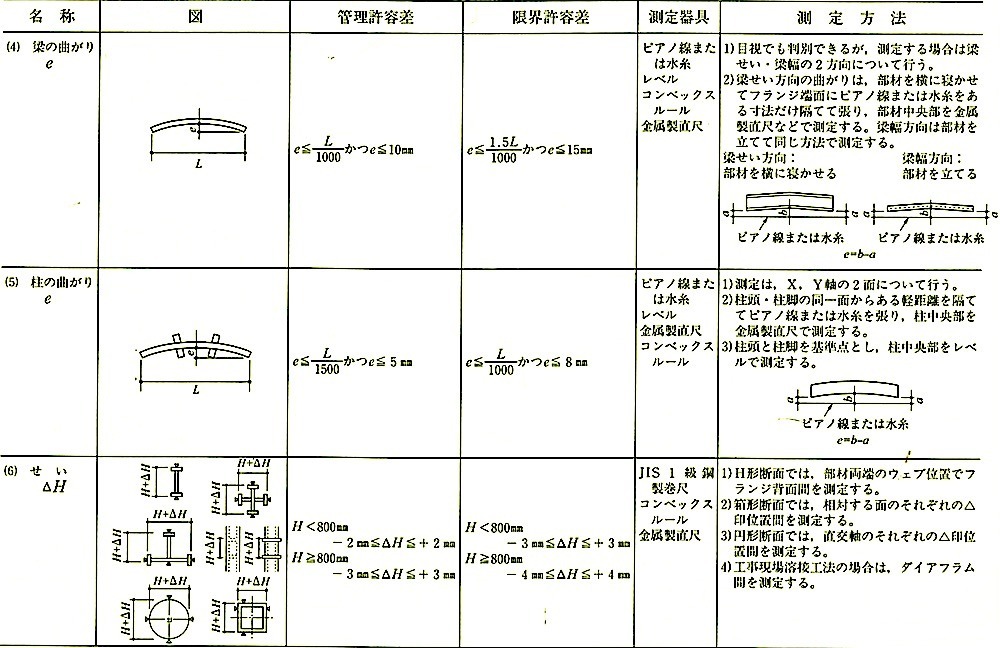
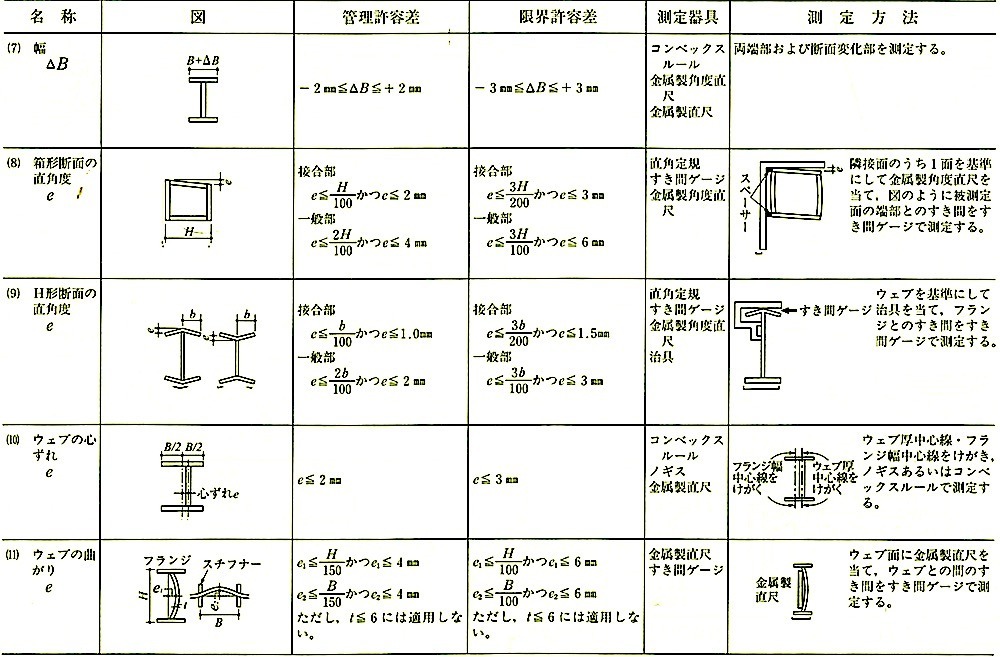
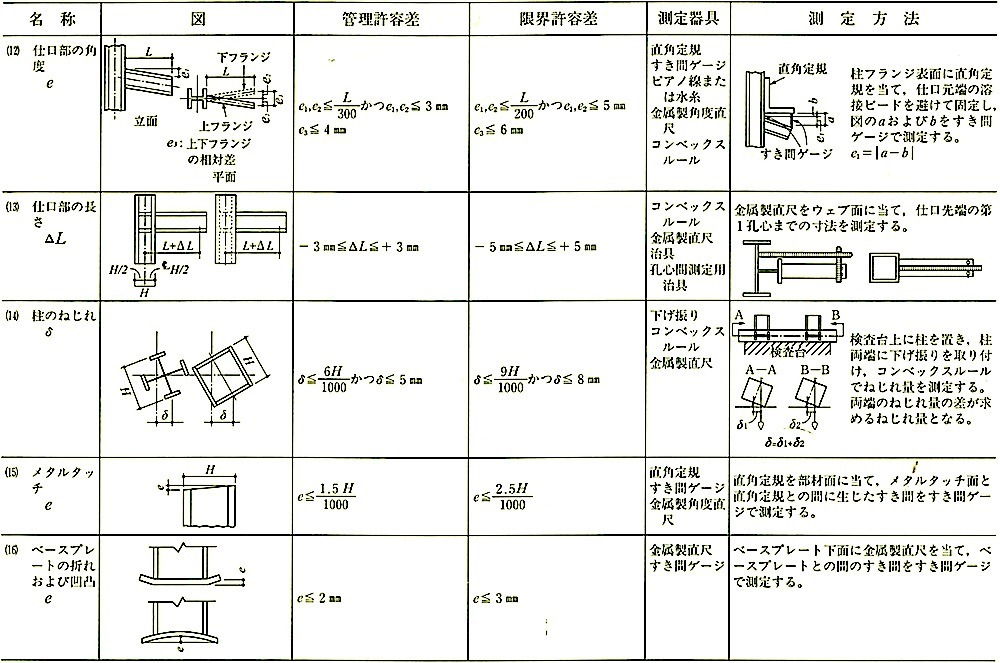
付表4 製 品
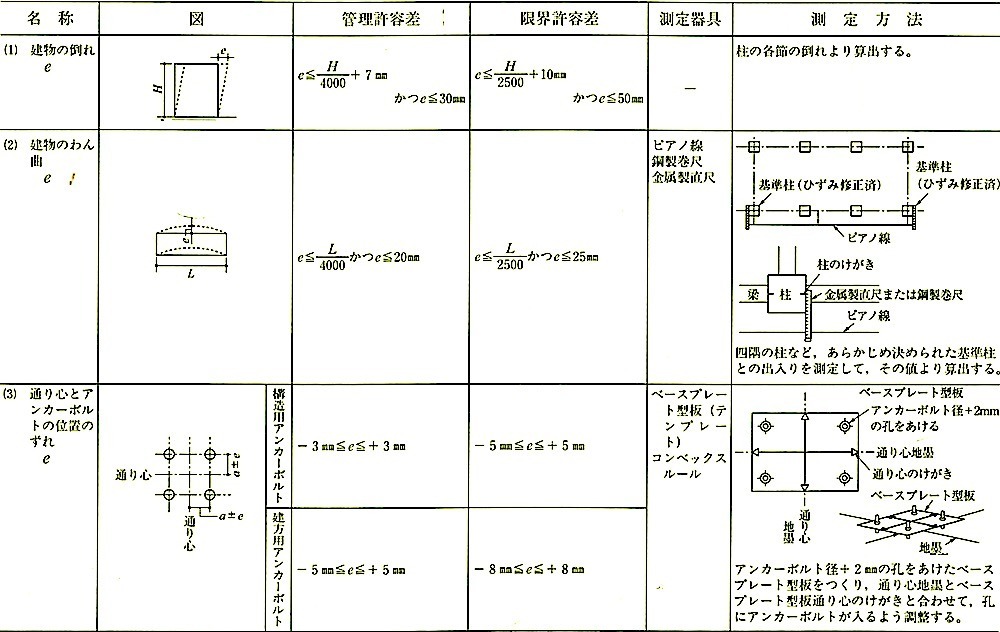
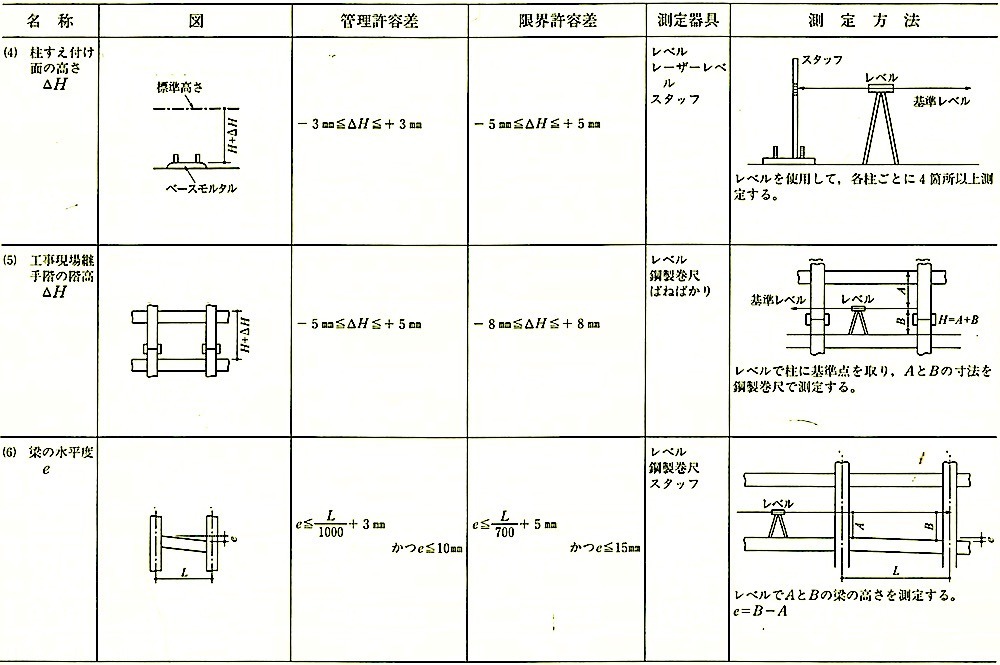
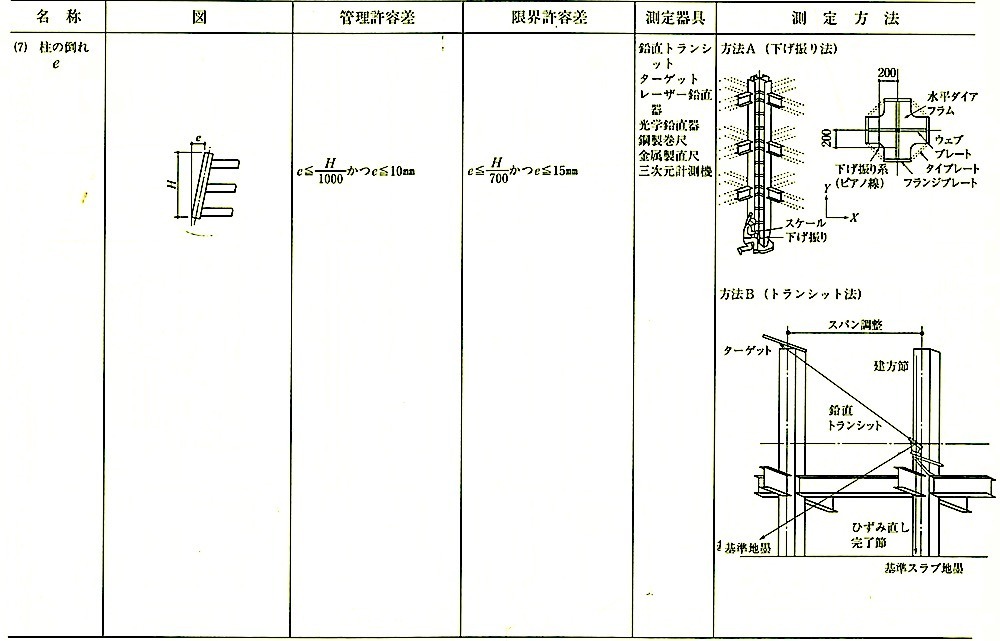
付表5 工事現場
【このカテゴリーの最新記事】
-
no image
-

-

-

-

-

-

-

-
no image
-

-

-

-

-

-
no image
-

-

-

-

-