��V�� �S���H��
01�� ��ʎ���
7.1.1 �K�p�͈�
(a) �u�W�d�v�ŋK�肵�Ă���u�\�����v�ȕ��ނɍ|�ނ�p����H���v�Ƃ́A������S���\���Ƃ�����̂̂ق��A�S�����̌��ւЂ����A�Ԍɓ���z�肵�Ă���A�����̍|���K�i�A�����̉ˑ䓙�͑ΏۊO�ƍl���Ă悢�B
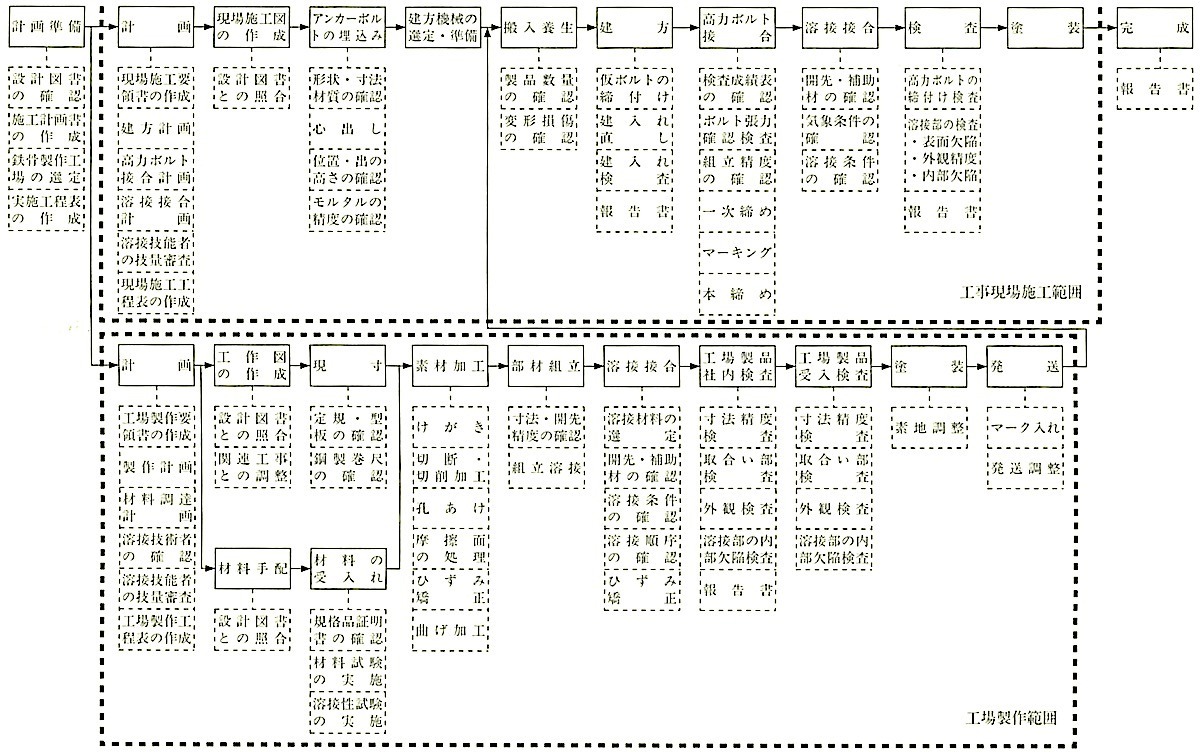
(b) �H���̗����}7.1.1 �ɁA��Ƃ̗����}7.1.2 �Ɏ����B
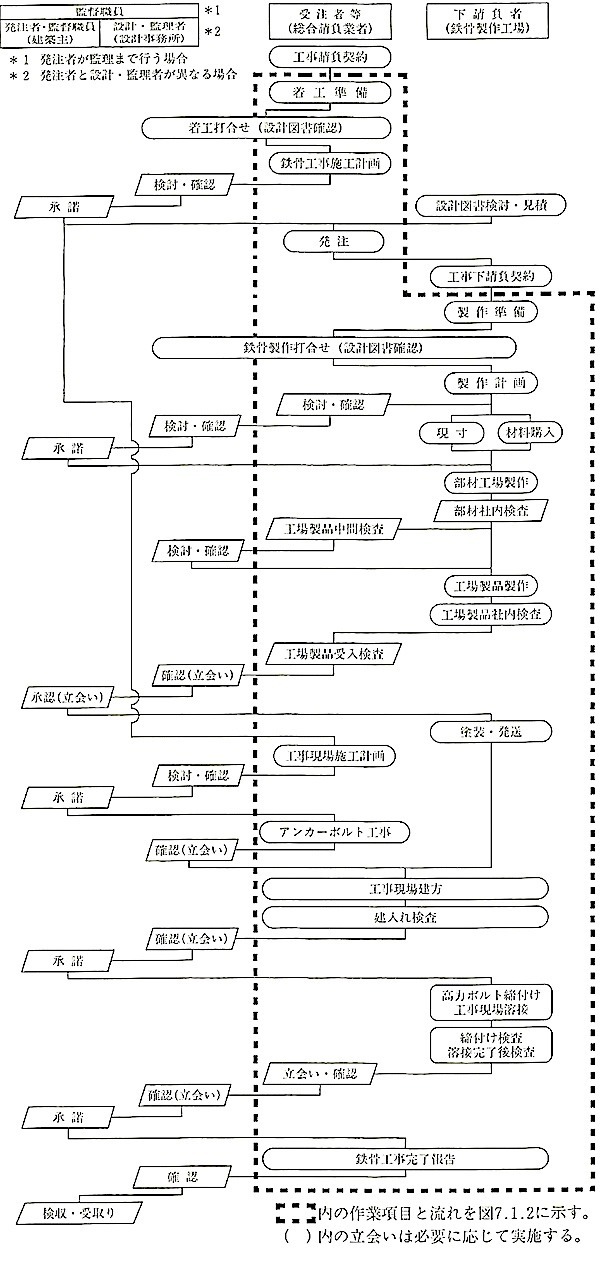
�}7.1.1 �S���H���̗���
(c) �{�H�v�揑�̋L�ڎ����́A7.1.5 ���Q�Ƃ��ꂽ���B
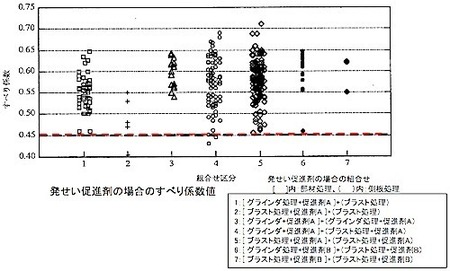
(d) �\�����v�ȕ��ނɃX�e�����X�|���g�p����ꍇ�͓��L�ɂ��B���̍ۂɂ́A(-��) ���{�|�\������u�X�e�����X���z�\���v��E������v���Q�Ƃ��ꂽ���B
7.1.2 ��{�v���i��
(a) �S���H���Ŏg�p����|�ނ́C�����̍\���ϗ͏�K�v�ȍގ����тɒf�ʌ`��y�ѐ��@���v�}���Ŏw�肳���B
��{�v���i���Ƃ��ẮA�w�肳�ꂽ�ޗ����������g�p����Ă��邱�Ƃ����߂Ă���̂ŁA�ގ��␡�@�����܂߂āA������ؖ��ł���悤�ɂ��Ă����K�v������B
�ޓ���ؒf���ēS�����ނ삷��ꍇ�́A��ʂɁA�|�ނ͐����H��i���[�J�[�j���͏��Г�����ؔH��i�V���[�����O�H��j���ɏo�ׂ���A�����ŕK�v�Ȓf�ʌ`��ɐؒf����A�X�ɁA�S������H��i�t�@�u���P�[�^�[���j�ʼn��H�E�g�����s����B���̉ߒ��ɂ����āA�|�ނ̑唼�����ƂɃ��[����������ꍇ�ɂ͖��ɂȂ邱�Ƃ͏��Ȃ����A�|�ޖ≮�i����X�j��ʂ��Ďs���w������ꍇ�ɂ́A�|�ނ͏��������ɍו�����A���l�ȃ��[�U�[���ɂ킽���Ă������Ƃ�����B���̎��A�|�ނ��̂��̂ƁA���̋K�i�i�ؖ����i�~���V�[�g�j ���ɂȂ��ē����Ă��Ȃ����Ƃ�����B���ɍ|�ޓ��i�ɐؒf�����ꍇ�A���̐ؒf���ꂽ���i�ƃ~���V�[�g�̑Ή����ł��Ă��Ȃ����Ƃ�����B�ؒf����O�̍|�ނ̐��i�ԍ����ƃ~���V�[�g����v���Ă��邱�Ƃ�O��Ƃ��A�~���V�[�g�̓��e�����X�g�����č|�ނ̕i���ؖ����s�����@�̈��Ƃ���(-��)���{�|�\������E���z�S���i���Ǘ��@�\����A2009�N12���Ɂu���z�\���p�|�ނ̕i���ؖ��K�C�h���C���v����Ă���Ă���B���Ȃ킿�A���ʒi�K�ł̓~���V�[�g�̓��e�����X�g�������u���i�ؖ����v�ŕi���ؖ����s���A����Ɋ�Â��ēS������H��̍ޗ��Ǘ����C�ҁi�S������Ǘ��Z�p�Ҏ��i�ۗL�҂��]�܂����B�j���u�S���H���g�p�|�ޓ����v���쐬�E���s����B�{�H�ґ��́A�S���H���Ǘ����C�҂����̕��ŕi�����m�F����B�X�ɁA������H���ė��҂ɒ�o���āA�g�p�|�ޓ��̕i�����m�F����V�X�e���ł���i7.14.2 �Q���j�B
�Ȃ��ASN�ނ̎��ʂɂ��ẮA7.2.1(b)(9)���Q�Ƃ��ꂽ���B
(b)�u�S���́A����̌`��y�ѐ��@��L���A����̈ʒu�ɉˍ\����Ă��邱�Ɓv�Ƃ́A�S���̕��ނ��v�}�����邢�͍H��}�̂Ƃ���ɐ��삳��A�H������ɂ����ĉˍ\����Ă��邱�Ƃ�v���������̂ł���B���̏ꍇ�̓S���̐��쐸�x�y�ь������x�́A�������̋K�͂�\���I�d�v�x�������Ă��ē��L���邱�ƂƂ��Ă���̂ŁA���L���������Ă��邱�ƁA�܂��A���L�̂Ȃ��ꍇ�́A(�[��)���{���z�w��uJASS 6 �S���H���v�t��6�m�S�����x�����K���n�ɂ�邱�ƂƂ��Ă���̂ŁA����ɓK�����Ă��邱�Ƃ������ƂȂ�B
(c)�u�S���́A�\���ϗ́A�ϋv���A�ωΐ����ɑ���L�Q�Ȍ��ׂ��Ȃ��A�ڍ����y�ђ蒅���́A��p����͂�`睂ł�����̂ł��邱�Ɓv�Ƃ́A(b)���d���̏�ԂɊւ���v�������ł���̂ɑ��A�S���̐��i���L���ׂ����\�Ɋւ���v���ł���B
�\���ϗ́A�ϋv���A�ωΐ����ɑ���L�Q�Ȍ��ׂƂ́A�Ⴆ�A�n�ڊ��ꓙ�A���ނ̉��H�E�g�����̌��ׂ̂ق��ɁA�^���y�ь������̑����⌚����̕⏕���ނ̗n�ړ��ɂ�鑹�����܂܂��̂ŁA�L�Q�Ȍ��ׂ������Ȃ��悤�Ȏ{�H�̎菇��i����A�{�����@����i���v���Ŗ��m�ɂ��A����ɂ���Ď{�H��i�߂�B�܂��A�L�Q�Ȍ��ׂ����邨����̂���ꍇ�́A���̏��u���C���@�ɂ��Ă����炩���ߒ�߂Ă������Ƃ��]�܂����B
�ڍ�����蒅���̗͂̓`�B�ł́A�\���v��K�v�Ȓf�ʐ��@�����w�肳��Ă���B�������A�Ⴆ�A���̓{���g���C�ڍ��̏ꍇ�ł́A�{���g�̎�ނ␔�ʓ��͎w�肳�ꂽ���̂ł����Ă��A���C�ʂ̏�����{���g�̕ۊǕ��@�����K�łȂ������ꍇ�A���邢�́A�n�ڕ��ł́A�n�ڂ̕��@��{�H�����A��ނ̍ގ��Ɨn�ڍޗ��̎�ނƂ̑g���������K�łȂ������肷��ƁA��p����͂�`�B���邱�Ƃ��ł��Ȃ��Ȃ�B���������āA�����̂��Ƃɂ��Ă��i���v��ɓK�Ȏ{�H���@�ƊǗ����@�ɂ��Ē�߁A�X�ɁA�����ɏ]���ēK�ɊǗ����s��ꂽ���Ƃ̕����鎑��������A�v���i�������Ă�����̂Ƃ�����B
7.1.3 �S������H��
(a)�S������H��́C�v�}���ɓ��L���ꂽ���H�\�͓��y�ю{�H�Ǘ��Z�p�҂̓K�p�ɓK��������̂Ƃ���B�����̓��L���Ȃ��ꍇ�́A�ғ����I�肵���K�ȓS������H��ɂ��āA���̎������L�ڂ���������������H�\�͓����m�F����悢�B
(1) �H���o��
(2) �S������H��̋K�́C�_��d�͋y�ы@�B�ݔ�
(3) ���Y�\�́i���Y�\�͋y�щ��H�\�̗͂]�T�j
(4) ���H���̐��i�̏o����
(5) �S������Ǝ҂̎��i�
(6) �S������Ǘ��Z�p�ҁA�n�ڎ{�H�Ǘ��Z�p�ҁA��j���Z�p�ҁA�n�ڋZ�\�҂̎��i�E�l��
(7) �i���Ǘ��V�X�e����
(8) ���̑�
(b)�u�w�萫�\�]���@�ցv�ɂ��H��F�萧�x�Ƃ́A����̗v���𐮂��č��y��ʑ�b����w�肳�ꂽ���ԋ@�ւ��A�H��̕i���Ǘ��̐��A�K�i�ނ̐�������]�����A���̕]������ɍ��y��ʑ�b���F����s�����̂ł���B
�w�萫�\�]���@�ւɂ́A�����{�S���]���Z���^�[�y�ч��S���S���]���@�\������B�ǂ�����]����͋��ʂł���A���̓��e�͕\ 7.1.1 �y�� 2�̂Ƃ���ł���B
�\7.1.1 �H��F��Ɋւ��]������
![�\7.1.1�H��F��Ɋւ��]������+.jpg](/archicome/file/E8A1A87.1.1E5B7A5E5A0B4E8AA8DE5AE9AE381ABE996A2E3828FE3828BE8A995E4BEA1E9A085E79BAE2B.jpg)
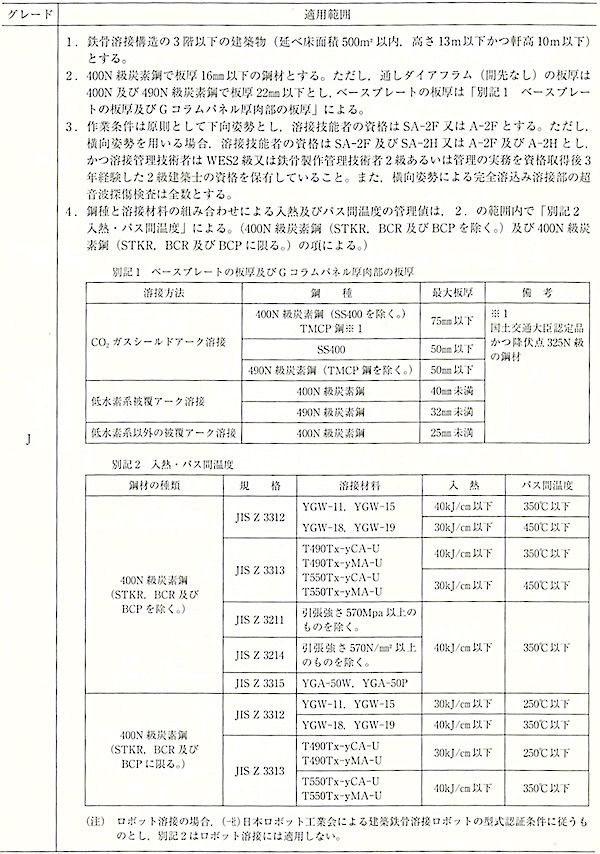
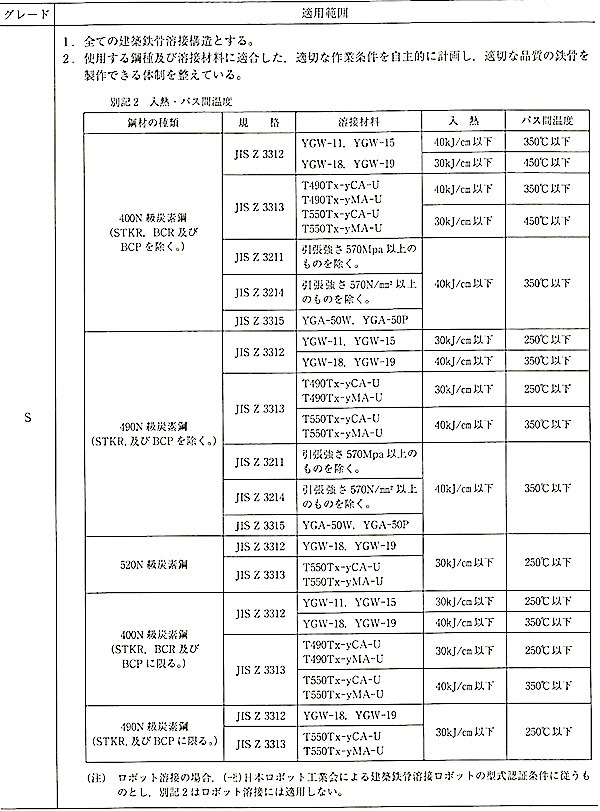
�\7.1.2 �H��F��̃O���[�h�ʂ̓K�p�͈͂ƕʋL�����i���̂P�j
�\7.1.2 �H��F��̃O���[�h�ʂ̓K�p�͈͂ƕʋL�����i���̂Q�j
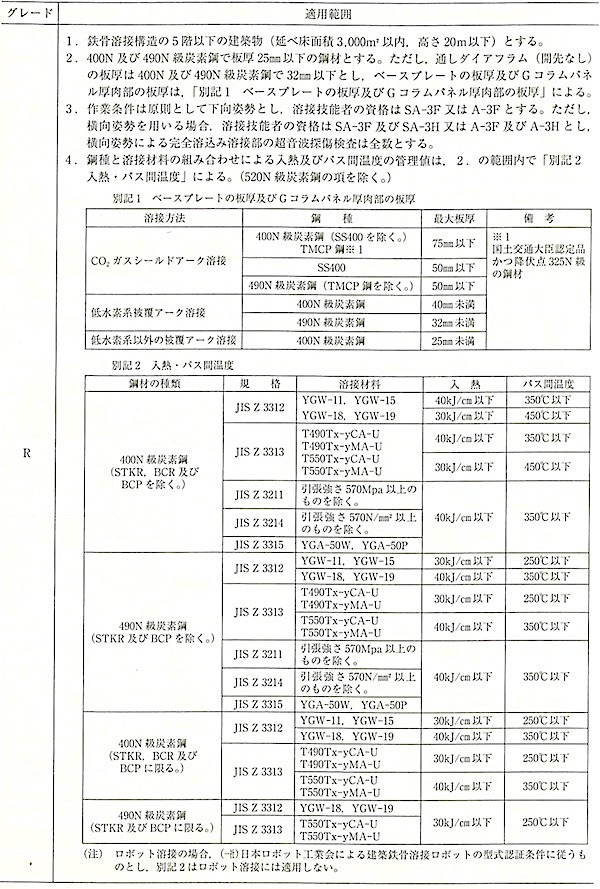
�\7.1.2 �H��F��̃O���[�h�ʂ̓K�p�͈͂ƕʋL�����i���̂R�j
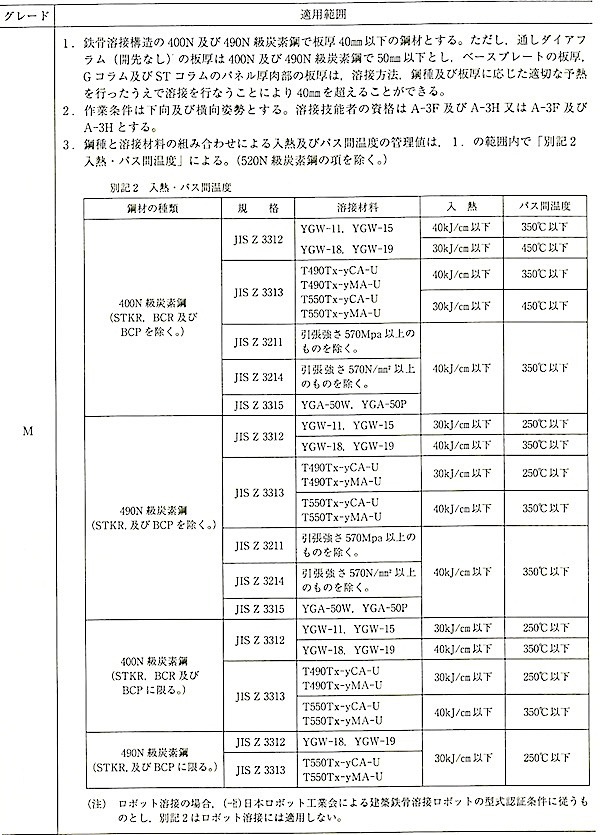
�\7.1.2 �H��F��̃O���[�h�ʂ̓K�p�͈͂ƕʋL�����i���̂S�j
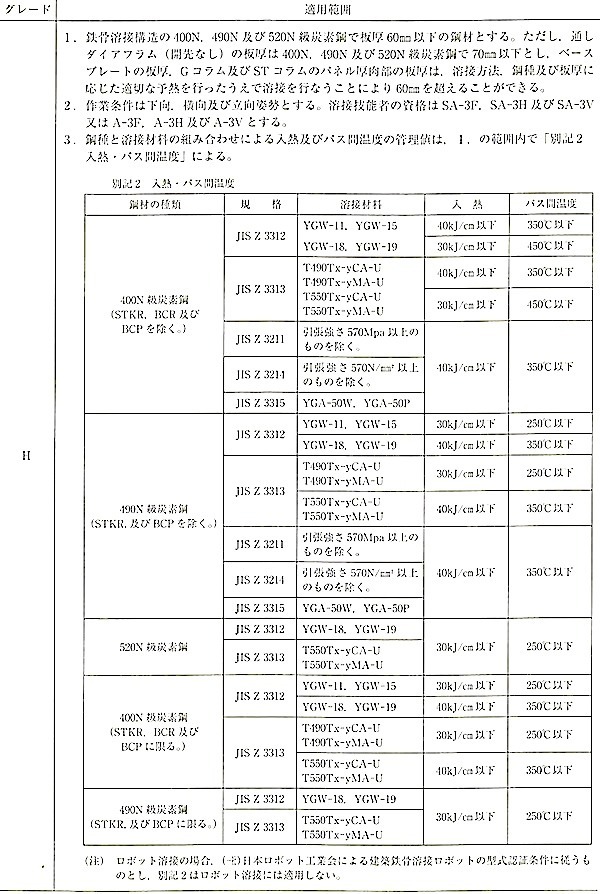
�\7.1.2 �H��F��̃O���[�h�ʂ̓K�p�͈͂ƕʋL�����i���̂T�j
7.1.4 �{�H�Ǘ��Z�p��
(a)�u�W�d�v7.1.3 �̋K��ɂ��u�{�H�Ǘ��Z�p�҂�K�p����v�|�̓��L������ꍇ�ɂ́A���̎������L�ڂ����{�H�v�揑���o�����A���Y����H��ɁA�ēE�����u�W�d�v7.1.4(a)�ŋK�肷��\�͂�����ƔF�߂�҂��풓���邱�Ƃ��m�F����K�v������B
�Ȃ��A(3�j����(4)�̎��i�ɊY��������̗̂�Ƃ��ẮA�ib�j�y��(c)(4)�Ɏ������̂�����B
(1) �H������
(2) �S������H��ł̗���i��E���j
(3) ���i�ؖ�
(4) �ق��̗L���i
(5) ���̑�
(b) ���� 9�N�Łu���d�v�ŋK�肳��Ă����S������Ǘ��Z�p�҂́A�u���z�v���֘A�Ɩ��Ɋւ���m���y�ыZ�p�̐R���E�ؖ����ƔF��K���v�Ɋ�Â��F�肳�ꂽ���i�ł��������A�R���E�ؖ����Ƃ̔p�~�ɔ������Ԏ��i�ƂȂ����B�������A���̗L���i�҂́A�u�W�d�v7.1.4(a)�ŋK�肷��\�͂̂���҂̈��ƌ��Ȃ����Ƃ��ł���B
�Ȃ��A�u�S������Ǘ��Z�p�ҁv�́A(-��)�S�����Ƌ���y��(-��)�S���c�\�H�Ƌ���� 2�c�̂Őݗ������u�S������Ǘ��Z�p�ғo�^�@�\�v�ɂ��]������Ă���B
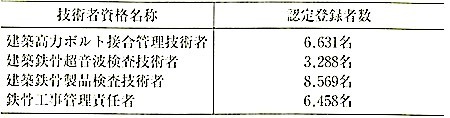
(c)�u�W�d�v�ł͋K�肳��Ă��Ȃ����A(-��)���{�|�\������́u���z�S���i���Ǘ��@�\�v�ł́A�S�������z���̈��S���ƕi���̊m�ۂ�ړI�Ƃ��āA���� 10�N�x����u���z�S���Z�p�Ґ��x�v�����{���A���݁A���� 4���i�ɂ��ċZ�p�҂̔F��o�^���s���Ă���B���� 25�N 4�� 1�� ���݂̔F��o�^��\7.1.3 �Ɏ����B
(1)���z���̓{���g�ڍ��Ǘ��Z�p��
���z�S���̍��J�{���g�ڍ����K�Ɏ��{�����悤�A��Ǝ҂��w�����A�H���̊ė��E�Ǘ��E����������Z�p��
(2)���z�S�������g�����Z�p��
���z�S���̗n�ڕ��̎{�H�̗ǔۂf���钴���g�T������(UT)�Z�p��
(3)���z�S�����i�����Z�p��
���z�S���̐���ߒ��y�ѐ����ɁA���i�̗ǔۂ肷�錟���Z�p��
(4)�S���H���Ǘ��ӔC��
�S���H�����K���Ɏ{�H�����悤�A�{�H�v�悩��H���̊����Ɏ���܂ł̕i���Ǘ��E�{�H�Ǘ����̑S�ʂ��Ǘ�����Z�p��
�\ 7.1.3 �Z�p�҂̔F��o�^�i���� 25�N 4��1�����݁j
7.1.5 �i���Ǘ�
(a) �S���H���̕i���Ǘ��Ƃ́A�v�������S���̕i��������o�����߂ɁA�v���琻��E�����܂ł̊e�H���ŕi�������荞�ވ�A�̊����ł���A���̕i���Ǘ��̊m���Ȏ��{�ɂ���ĕi���ۏ��\�ɂ���B
(b) �{�H�i����ۏ���ғ��E�S������Ǝ҂̕i���Ǘ��́A���� 4�i�K�ɑ傫����������B
(1) �v�}���̔c���Ƌ^�`�����̉�
(2) �v�����ꂽ�i�����������邽�߂̌v��쐬
(3) �v��ǂ���̌p���I�Ȏ��{
(4) �{�H�i�����v�����ꂽ�i�����m�ۂ��Ă��邱�Ƃ̏ؖ�
(c) �ғ��́A�S������Ǝ҂̕i���Ǘ��V�X�e�����\���ɗ������A�o���̍��ӂɊ�Â��A�i���Ǘ����{�v�̂��v�悷��B�܂��A�v��̎��{�ɂ����Ă��A���͂��Č��ʓI�ȑ̐������邱�Ƃ��d�v�ł���B
(d) �ғ��y�ѓS������Ǝ҂��A�v���i�����m�ۂ��邽�߁A�ۗL���ׂ��@�\�͎��̂Ƃ���ł���B
(1) �i���Ǘ����j�����@�\
(2) �v�}���̓��e���m�F���A����E�{�H�̖ڕW�i����ݒ肷��@�\
(3) ����E�{�H�̖ڕW�i�����������邽�߂̌v����s���@�\
(4) �v��ɏ]���ĕi�������荞�ދ@�\
(5) �{�H�i�����m�F�E�]������@�\
(6) �i���]�����Ɋ�Â��i�����P�E���Y��������s���@�\
(7) �W�����𑣐i����@�\
(8) �s��̍Ĕ��h�~�Ɨ\�h����@�\
(9) �i���̏ؖ��ɕK�v�ȋL�^���c���@�\
(10) �|�ނ̐����H�ꖔ�͏��Г�����ŏI�̓S������H��܂ł̗��ʌo�H���ؖ�����@�\
(e) �ғ��y�ѓS������Ǝ҂��H�ꐻ��y�эH���ŏ�{�H�ɐ旧���쐬����{�H�v�揑�E�H�ꐻ��v�̏��E�H������{�H�v�̏��̋L�ڎ����́A�����ނˎ��̂Ƃ���ł���B
�Ȃ��A�ԕ������l�����Ȃ���i���v����쐬����B
(1) �{�H�v�揑�F�i�S���H���S�̂̕i���Ǘ��v�̂��܂ށj
�@ �����y�эH���T�v
�A ���{�H���\
�B �ғ��̊Ǘ��g�D�A�H���S���y�ы��͋Ǝ�
�C ���v��
�D �����v��
�E �ڍ��v��
�F ���H���Ƃ̊֘A
�G ���S�Ǘ�
�H ��Ƃ̃t���[�A�Ǘ��̍��ځE�����E���@�A�i���Ǘ��̐��A�Ǘ��ӔC�ҁA�i���L�^�����̏����Ƃ��̊Ǘ����@
(2)�H�ꐻ��v�̏��i�H�ꐻ��͈͂̕i���Ǘ��v�̂��܂ށj
�@ �����y�эH���T�v
�A �S������Ǝ҂̊Ǘ��g�D�A�H���S���i�{�H�Ǘ��Z�p�ҁE�n�ڎ{�H�Ǘ��Z�p�ҁE�����Z�p�҂̎����A�������i���j
�B �n�ڋZ�\�҂̎����A�������i��
�C �����ݔ��̔\�́i����֘A�̋@�B�ݔ��A�z�u�}���j
�D �H���\�i�H��}�E�ޗ����B�E����E���i�����E���o���̎����j
�E �g�p�ޗ��̖��́A�K�i�A�������y�юg�p�ӏ�
�F �H��E�n�ځi���H�E�g���E�n�ڂ̐���菇�A�J��`��A�n�ڍH�@�� �j
�G �i���Ǘ��E�����v��i �Ǘ��E�������ځA���@�A�Ǘ��l�A�s����u���@���j
�H �h���v��i�ޗ��E�G�@�E�h���͈͓��j
�I ���i�̗A���v��i�A�����@�E�{�����@�E���S�����j
(3)�H������{�H�v�̏��i�H������{�H�͈͂̕i���Ǘ��v�̂��܂ށj
�@ �����y�эH���T�v
�A �H���\�i�A���J�[�{���g�̐ݒu�E�����E���̓{���g���t���E�n�ڍ�ƁE�����������̎����j
�B ��Ƃ̊Ǘ��g�D�y�ы��͋ƎҁA�H���S���i�{�H�Ǘ��Z�p�ҁE�n�ڎ{�H�Ǘ��Z�p�ҁE��j���Z�p�ҁE�n�ڋZ�\�҂̎����A�������i���j
�C �A���J�[�{���g�̕ێ��y�і����ݍH�@�ƌ������@
�D �蒅�̍H�@
�E ������Ə����ƌ����꒼���y�ь����ꌟ�����@���тɕs��������@
�F ���̓{���g�ڍ���Ǝ菇�ƒ��t����̌������@���тɕs���i�������@
�G �n�ڐڍ���Ǝ菇�Ɛ��x�E�O�ρE�����������@���тɕs���i�������@
�H �����g�T�������̌����@�y�т��̊Ǘ��g�D
(f) ��o���ꂽ�{�H�v�揑�E�H�ꐻ��v�̏��E�H������{�H�v�̏�����A�i���Ǘ����{�v�̋y�ѕۗL����i���Ǘ��@�\���K�ł��邩�f����B
(g) �H�ꐻ��y�эH������{�H�ɂ����錟���̍��ځE���@�E�Ǘ��l���̊�́A���L���Ȃ���AJASS 6 �t��6�m�S�����x�����K���n�����Ȃ���Ȃ�Ȃ��B�����̍��ځE���@�E�Ǘ��l�������邱�Ƃ��s�\�ȏꍇ�́A�������邱�Ƃ��ł��Ȃ������m�ɂ��A���̌�������菜�����u���@��A�i���Ȃ�Ȃ��Ώ����@���ғ��Ƌ��c���Ċm�肷��B
(h) �S������Ǝ҂Ǝғ������{���錟�����e�́A���̂Ƃ���ł���B
(1) �S������Ǝ҂̎Г�����
�H�ꐻ��v�̏��E�H������{�H�v�̏��ɋL�ڂ����v��Ɋ�Â��A�H�ꐻ��E�H������{�H�̊e�H���Ɗ������Ɏ���I�ɎГ����������{���A�����̌��ʂ��L�^���āA�ғ��ɕ���B
(2) �ғ��̒��Ԍ����E�������
�S������Ǝ҂̎Г��������ʂ̕��A�������я��̓��e�m�F�Ɣ����ɂ�鐻�i�Ǝ{�H���ʂ̌������������{�������������s�����i�������̂������B��������̌��ʂ��L�^���ēE���ɒ�o����B
�Ȃ��A�ŏI�̐��i�ƂȂ��Ă��܂��Ă���ł͌����ł��Ȃ����ڂɂ��ẮA�e����H���r���Ō������I�����Ă��Ȃ��Ă͂Ȃ�Ȃ��B���̂悤�Ȍ����𒆊Ԍ����Ƃ����A�Г������A���Ԍ����A���������3��ނ̌����Ő��i�̕i�����m�ۂ����B
(i) �ēE���̌����ɂ��ẮA�ғ����쐬������l�������я��̓��e���m�F���A�K�ۂf���邱�Ƃ������ł��邪�A�K�v�ɉ����Ďғ��̎���������Ɏ��ۂ̐��i�ɑ��Ē��ڌ������s���B
(j) �S���H���̕i���Ǘ��������I�ɍs�����߂ɂ́A�v�ҁA�ғ��A�S������H��Ԃ̏��̓`睂��A�m���ɍs���邱�Ƃ��s���ł���B���̂悤�ȕi���Ǘ��̋�̓I��������q�ׂ����̂Ƃ��āA�u���y��ʏȑ����Z�p�J���v���W�F�N�g�u���ݎ��Ƃ̕i���Ǘ��̌n�Ɋւ���Z�p�J���v�� ���z����ҁv�i����13�N 3���j�̑�3�́m�S�������z���̕i���Ǘ��n������B
7.1.6�@�����ւ̔z��
(a) �S���H���Ɗ����̊ւ��Ƃ��ẮA���� 3�ɕ�������B
(1) �n�����ւ̔z��
(2) �n����ւ̔z��
(3) �������ւ̔z��
���ł��A�n�������ɂ��ẮA�C��ϓ��}�~�Ɍ�������Y�f�Љ�����̓������A��w����������B���ɍ��F�|�ނ�1t ��������̂� �� 2t��CO2 ���r�o����邱�Ƃ��m���Ă���V�R�����͊��͂��Ƃ��ACO2�r�o�팸�̊ϓ_��������̗��p�ɓ������Ă͏[���Ȕz�����K�v�ł���B
(b) �n�������̊ւ��Ƃ��ė��ӂ��ׂ������ɂ́A���̂悤�Ȃ��̂���������B
(1) �d�F�|�ނ̊��p�����T�C�N���̑��i
(2) �|�ނ̃����[�X�̑��i
(3) �S������i�K�ɂ�������H�X�N���b�v���̍팸
(4) �����̒��������̉�i
�d�F�|�ނ̊��p�́A�V�R�����̌͊��}�~�̊ϓ_����͂��Ƃ��ACO2 �r�o�ʂ����F�|�ނ̖�1/4 ���x�ɍ팸����邱�Ƃ�����A�L�p�ł���B�]���A�d�F�|�ނ́A�s�����̍����ɂ��A�n�ڐ��E�j��x���������F�ނɔ�ח�邱�Ƃ������Ă����B�������A�ߔN�ɂ����ẮA�s�����̏����Z�p�̐i���ɂ��A���\�ɂ����č��F�ނƂ���F�̂Ȃ����i�����������悤�ɂȂ��Ă��Ă���A���z�\���p�̋K�i�ł���SN�K�i�����鐻�i�������o����Ă���B
�������AJIS�ł͐����ʂ̋K��̂Ȃ����f�ŁA�n�ڐ��A�j���Ր��Ɉ��e�]���y�ڂ����f���ꕔ���݂���̂Œ��ӂ��K�v�ł���B�n�ڐ��A�j��x�����ɂ����ē��ɒʏ��荂�����\�����҂��镔�ʓ��ɂ����ẮA�K�i�Ƃ͕ʂɓ��Y���f�̊ܗL�ʁA�ڕW�x���l�����w�肷�邱�Ƃ��]�܂����B
�����̒����������i���܂��A�V�R�����̌͊��}�~�ACO2�r�o�팸�̊ϓ_����d�v�ł���B�ŋ߁A�\����̓��̒����������Ӑ}���āA�X�e�����X�|�ޓ��̊��p����Ă����ꍇ������B�������A�Ⴆ�X�e�����X�|�ނƕ��ʍ|�ނ̍��p�́A�ꍇ�ɂ���Ă͓d�H���̐V���Ȗ��������N���������������A�\���Ȓ��ӂ��K�v�ł���B
(c) �n������̊ւ��Ƃ��ė��ӂ��ׂ������́A�H�����̋ߗׂւ̎K�̔�U���̖�肪��������B
(d) ���������Ƃ��Ă̓V�b�N�n�E�X�E�V�b�N�r����肪���邪�A����ƓS���H���̊֘A�ɂ��ẮA�h���̖�肪��������B����ɂ��Ă̏ڍׂ́A18�́A19�͓����Q�Ƃ��ꂽ���B
�ʏ�A�h���̎d�l�ɂ��ẮA�v�i�K�ŏ\���ɔz�����Ȃ���Ă���A���̎w���ɏ]���Ď{�H���s����Δ�r�I���͏��Ȃ��Ǝv���邪�A�܂�ɍH������ɂ����Ĉ��ՂɎd�l�ύX���s���A���ʂƂ��Ė�肪�����邱�Ƃ�����̂Œ��ӂ���B
���̑��̎��������Ƃ��ẮA�ωΔ핢�̖�肪��������B�]���A�ωΔ핢�ɂ͎听���Ƃ��Ē����A�X�x�X�g�i�Ζȁj���g�p����Ă������A�������̗��R���炻�̊댯�����w�E����Ă����B
�A�X�x�X�g�����ޗ��Ƃ��鐁�t���ωΔ핢�ނɂ��Ă͑�C�����h�~�@�ɂ��A��̍H���̓͏o�A�}�j���A�����瓙���`���t�����Ă���B�܂��A���� 18�N 9���ɉ������ꂽ�J�����S�q���@�{�s�߂ɂ��Ζȓ��̐��������S�ʋ֎~�Ƃ���A�Ζȏ�Q�\�h�K���ɂ��X�Ȃ�ΖȖ\�I�h�~��̏[�����}��ꂽ�B����18�N 10���ɂ͌��z��@����������A�ΖȂ̔�U�̂�����̂��錚�z�ޗ��̎g�p���K�����ꂽ�B
�u�W�d�v�ł�����19�N�ł̉���ŁA�H���Ɏg�p����ޗ��̓A�X�x�X�g���ܗL���Ȃ����̂Ƃ���Ă���B
�����ł́A�ωΔ핢�ނ̒E�A�X�x�X�g�����B������Ă���B
�y���̃J�e�S���[�̍ŐV�L���z
-
no image
-

-

-

-

-

-

-
no image
-

-

-

-

-

-

-
no image
-

-

-

-

-