��V�� �S���H��
4�� ���J�{���g�ڍ�
7.4.1 �K�p�͈�
(a) ���z�S���Ŏg�p����鍂�J�{���g�ڍ��ɂ́A���C�ڍ��y�ш����ڍ�������B
(b) ���C�ڍ��͍��J�{���g�Ōp�蕔�ނ���ߕt���A���ފԂɐ����門�C�͂ɂ���ĉ��͂�`�B����ڍ��@�ł���B
(c) �����ڍ��͍��J�{���g����ߕt���ē�����ފԈ��k�͂𗘗p���āA���J�{���g�̎������̉��͂�`�B����ڍ����@�ł���A���C�ڍ��Ɠ��l�A�{���g�̒��t���J�̑��݂Ɉˑ�������̂ł���B
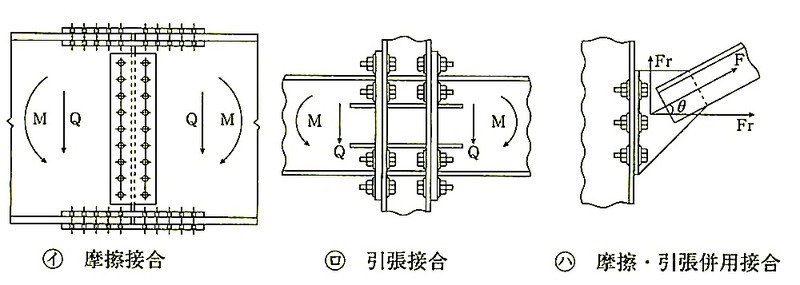
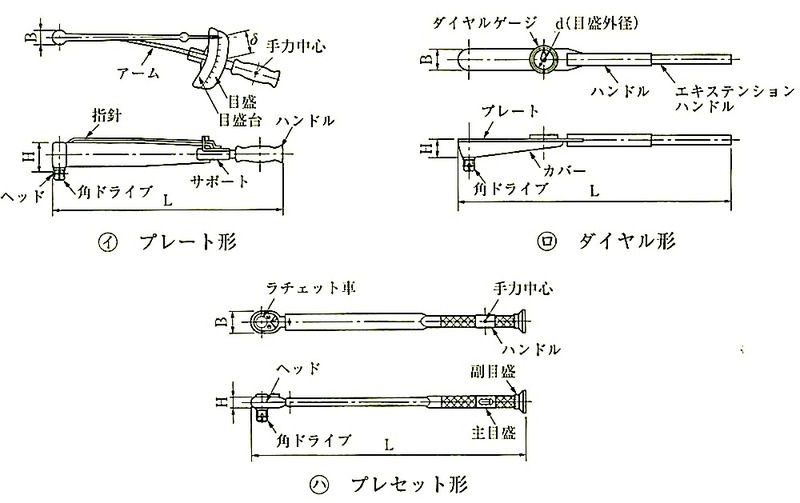
(d) �ʏ�K�͂̌����Őv����鍂�J�{���g��p�����ڍ����̌`�Ԃ͐}7.4.1�Ɏ��������̂ő�\�����B
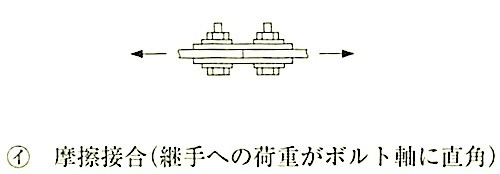
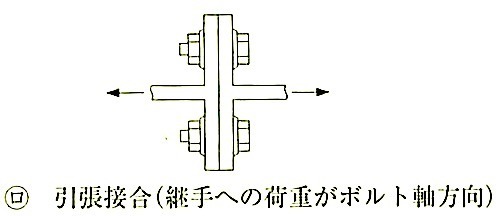
�}7.4.1(�)�͗��p��E���p��ő��p�������̂Ŗ��C�ڍ��^�Ə̂����B�}7.4.1(�)�͒������d���ɗ��p�ł�����̂ň����ڍ��^�Ə̂����B�܂��A�}7.4.1(�)�͋����[�Ɏg�p����邱�Ƃ������A�����ڍ��Ɩ��C�ڍ��̗��^�������̂ƂȂ��Ă���B���C�ڍ��ƈ����ڍ����`�Ԃ��环�ʂ���ɂ́A�}7.4.2 �̖͎��}�Ŏ����悤�ɍ��̓{���g�̎������Ɠ`�B���ׂ����͂�����������̂C�ڍ��^�Ƃ����A�{���g�������Ɖ��͂����s�i���������j�ƂȂ�`���������ڍ��^�Ƃ����B���C�ڍ��ƈ����ڍ��ł͉��͂̓`�B�@�\���قȂ�̂Őڍ�����v����菇�́A�S���قȂ���̂ł���B
�}7.4.1 ���̓{���g�̐ڍ����̗�
 �@
�@
�}7.4.2 ���C�ڍ��A�����ڍ��̖͎��}
�������A������̐ڍ����ł����Ă��v���ꂽ���ƂɁA��������H�E�{�H����ߒ��ŗv���������̂́A�قƂ�Nj��ʂ��Ă���B���̂��Ƃ́A���C�ڍ��^�̐ڍ����̉��H�E�{�H�����S�ɍs�������Ɠ�����@��K�p���邱�Ƃň����ڍ��^�̐ڍ����̉��H�E�{�H��̗v���������ɖ����ł�����̂ƂȂ�Ɖ��߂��Ă悢�B���������āA�{�߂ł́A���ݍł����y���Ă��門�C�ڍ��ɂ��ċL�q���Ă��邪���̓��e�́A���ׂĂ̍��J�{���g�ڍ����ɓK�p�ł�����̂Ƃ��čl���Ă悢�B
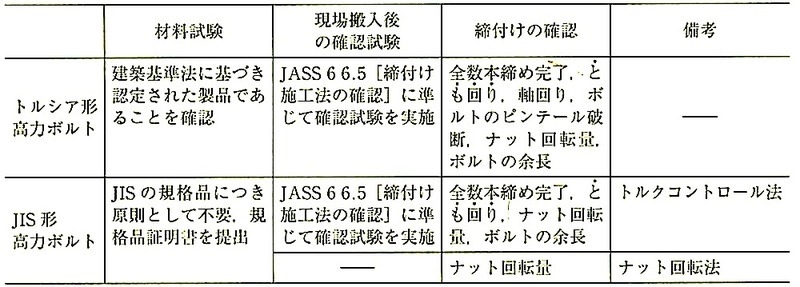
(e) ���̓{���g�ڍ������H�E�{�H�̗v�_��\7.4.1�Ɏ����B
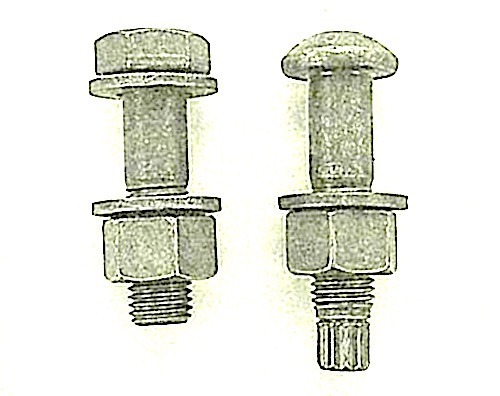
���̓{���g�Z�b�g��}7.4.3�Ɏ����B
�\7.4.1 ���̓{���g�ڍ������H�E�{�H�̗v�_
������AJIS�`�A�g���V�A�`
�}7.4.3 ���̓{���g�Z�b�g
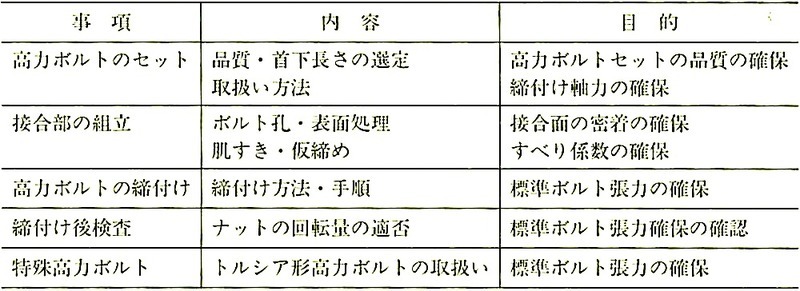
(f) ���̓{���g�̊e�펎���y�ь���
�u�W�d�v7.2.2�ł́u�g���V�A�`���̓{���g�v�ƁuJIS�`���̓{���g�v�ɋ敪����Ă���B�����̍��̓{���g�̊e�i�K�ɂ����鎎���y�ь����̓��e��\7.4.2�Ɏ����B
�\7.4.2 �����y�ь����̓��e
(g) ���J�{���g�́A�M��������Ă��邽�߁A�����Ƃ��ėn�ړ��ɂ����M�͔����Ȃ���Ȃ�Ȃ��B
(h) ���J�{���g���C�ڍ����̐��\���m�ۂ��邽�߂ɂ́A���C�ʂ̏����ƃ{���g���t���J�̊Ǘ����d�v�ł���B�u�W�d�v�ł͋K�肳��Ă��Ȃ����A(���)���{�|�\������́u���z�S���i���Ǘ��@�\�v�ł́A���C�ڍ����̊Ǘ���K�ɍs�����߂Ɂu���z���J�{���g�ڍ��Ǘ��Z�p�ҁv�i7.1.4 (c)(1)�Q�Ɓj��F�肵�Ă���̂ŁA�K�v�ɉ����Ċ��p����Ƃ悢�B
7.4.2 ���C�ʂ̐��\�y�я���
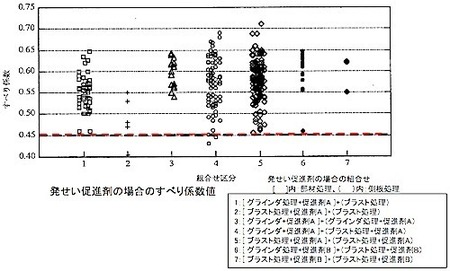
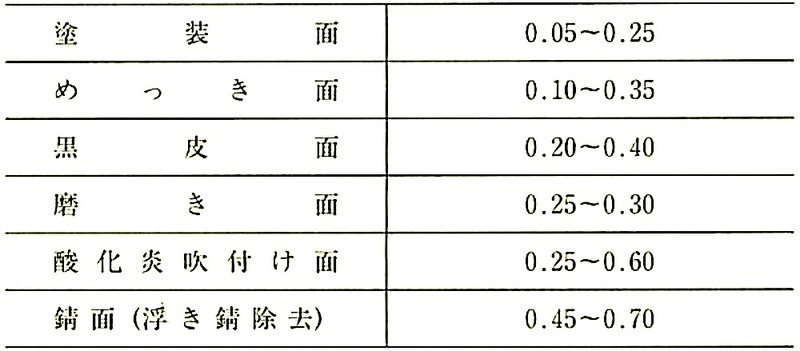
(a) ���ׂ�W���l�́D�\7.4.3 �Ɏ����悤�ɁA���C�ʂ̏�Ԃɂ���đ傫�ȍ������邪�u�W�d�v7.4.2�ɒ�߂���Ԃł���A���ׂ�W���l��0.45�ȏ�ɂȂ�B
�������A�u���X�g�����ɂ��\�ʑe�x��50��mRz�ȏ�(70��mRz���x�j�m�ۂł���ΎK�̔����͕K�v�Ȃ��B�u���X�g�����ɂ̓T���h�A�V���b�g�y�уO���b�g�ɂ����@�����邪�A���̂����T���h�u���X�g�ł͏\���ȕ\�ʑe�x�������Ȃ����߁A�u�W�d�v�ŋK�肳��Ă���̂́A�V���b�g�u���X�g�y�уO���b�g�u���X�g�ł���B
�\7.4.3 �e�ʂ̂��ׂ�W���l(��)�̒l
(b) �u�W�d�v7.4.2�ɒ�߂�ꂽ�K�̔�����Ԃ́A�|�ނ̕\�ʂ���l�ɐԂ���������x�̂��Ƃł���A���Ȃ��̂��A�����K�ɋ߂��̂��s�K���ł���B
(c) �ڍ����̗͂�`�B���镔���ɂ́A���ׂ�W���̏��������̂�����ł͂Ȃ�Ȃ��̂Ńt�B���[�v���[�g����ނƑS�����l�ɏ������Ȃ���Ȃ�Ȃ��B
(d) �~���X�P�[���̏����́A�����Ƃ��āA�Y���i�X�v���C�X�v���[�g�j�S�ʂ͈̔͂Ƃ���B
(e) �ʏ�̍H���ł͑�^�ނɂ́A�f�B�X�N�O���C���_�[�|���A���^�̓Y�����ɂ́A�u���X�g�@�Ƃ��邱�Ƃ��������A���������K�͂̏ꍇ�̓f�B�X�N�O���C���_�[�|�������̏ꍇ�������B���̏ꍇ�{���g�E���ӂ��ւ��܂Ȃ��悤���ӂ���B
(f) �{���g�����y�э����̐ڂ��镔���́A���C�ʂ��̂��̂ł͂Ȃ����A�Ƃ����A������h�~���������͂��m�ۂ��邽�߂ɁA�|�ނ̂܂���A�Ђ��ݓ��͎�菜���Ȃ���Ȃ�Ȃ��B
7.4.3 �W���{���g����
(a) �u�W�d�v�\7.4.1�̕W���{���g���͂́D���ߕt���ă{���g�ɓ������钣�͂̕W���l�ł���B
(b) �W���{���g�̒��͂̎Z���(���)���{���z�w��u�|�\���ڍ����v�w�j�v�Ɋ�Â��Ď��̂悤�ɍs���Ă���B
(1) �v�{���g���́iN0�j
�@
(2) �W���{���g���́FN1=1.1�EN0(�u�W�d�v�\7.4.1�Q�Ɓj
(c) �g���N�W���l�y�ђ��͂̊m�F
(1) ���͂�������@�́A�ʏ�i�b�g����]���čs���i7.4.7�Q�Ɓj�B
�@�B�I�ɏ���̒��͂�^���A�i�b�g����ߕt���Ē��͂�ێ�������@�ŁA�g���V�A�`���̓{���g�AJIS�`���̓{���g������ɑ�����B
(2) ���͘Z�p�{���g��JIS�}�[�N�\���F���擾�������i������H��ŁA�g���V�A�`���̓{���g�͍��y��ʑ�b�̔F����擾�������i������H��Ő�������Ă���A�i���Ǘ����Ȃ���Ă���B ��L�̍H�ꂩ��o�ׂ���A���J���̂܂܌���֔�������A�K�Ɏ���E�ۊǂ��ꂽ���̓{���g�ɂ��ẮA�����������s����K�i�i�ؖ����i�Г��������ѕ\�j�̊m�F�ł悢�B
�������A���炩�̎���ɂ�蒷���ԕۊǂ��ꂽ���̓{���g����p���悤�Ƃ���ꍇ�́A�H������O�ɍ��̓{���g�̕i���m�F�̂��߂̎������s���ׂ��ł���B�i���m�F�̂��߂̎����Ƃ��āA���͘Z�p�{���g�̏ꍇ�̓g���N�W���l�����A�g���V�A�`���̓{���g�̏ꍇ�͓������͊m�F�������K���Ă���B
7.4.4 �{���g�Z�b�g�̎戵��
(a) ���̓{���g�́A�˂��̑����A�˂��E�i�b�g�E�������̎K�A���ނ̕t���A�����E�������̐H�����ݓ��ɂ��A�g���N�W���l���ϓ�����̂Œ��t�����̃g���N�Ɠ��������{���g���͂Ƃ̊W���ς���Ă��܂��A���������͂�^���邱�Ƃ��ł��Ȃ��Ȃ�B
���̂��߁u�W�d�v7.4.4�ł͓��Ɏ戵���J�ɂ��邱�Ƃ��߂Ă��邪�A��ʓI�Ȓ��ӎ�����������Ǝ��̂悤�ɂȂ�B
(1) �ۊǂ́A���������ꏊ�ɁA�����ʁA�˂��̌ĂѕʁA�����ʂɐ������A��Ƃɉ����Ĕ��o���₷���悤�ɂ��Ă����B���̐Ϗグ������3�`5�i���x�Ƃ���B�g���N�W���l��A��̂��̂́A�\�ʏ����������x�ɂ��ώ����ăg���N�W���l���ϓ����₷���̂Œ��ӂ��K�v�ł���B
�Ȃ��A�g���V�A�`���J�{���g�́A�g���N�W���l���ω������ꍇ�A�������͂̒������ł��Ȃ��̂ŁA�g���N�W���l���傫���ϓ����Ȃ��悤�Ɏ戵���ɒ��ӂ���B
(2) �ۊǒ��ُ�����^���̂�����̂́A�g�p�O�Ƀg���N�W���l�������s���B
(3) �^���������ǂ��ɑ�ʂɍs���ƁA�����Ԃꂽ��A�{���g�����ňړ����āA�˂��������邨���ꂪ����B�^�����������~�낷�ۂɂ����J�Ɉ����B
(4) �{�H���O�ɕ���������A�K�v�ȗʂ����ɂ��āA���������̂��g���c���Ȃ��悤�ɂ���B��ނ��c�������̂́A���̂悤�ɕ�������Ĕ��ɖ߂��B
(b) ������@��̒����ɗp����ꂽ�{���g�́A���Ƀg���N�ƒ��͂Ƃ̊W���ς���Ă��܂��Ă���̂ŁA�u�W�d�v7.4.4(c)�ł͖{�H���ւ̎g�p���֎~���Ă���B
7.4.5 ���t���{�H�@�̊m�F
JASS 6 (2007)�ł͒��t���{�H�@�̊m�F���@���A�������͊m�F�������玟�̂悤�ɕύX���ꂽ�B���Y�H���̐ڍ��������\�I�ȉӏ����I�肵�AJASS 6 6.4�m���̓{���g�̒��t���n��a.(1) ii)�` iv) �Ⴕ����b.(1) ii)�` iv) �Ɏ����v�̂Œ��t�����s���B���ꂼ��̐ڍ����ɑ��AJASS 6 6.6�m���t����̌����n�Ɏ����v�̂Ō������s���A����������i���邱�Ƃ��m�F����B
7.4.6 �g�@��
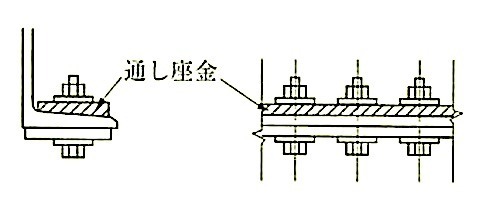
(a) �g���́A���C�ʂ������Ȃ��悤�ɁA�\�����������Ȃ���Ȃ�Ȃ��B���������̍����ɂ��1mm�ȉ��̌��Ԃ͂��܂���ɂȂ�Ȃ��Ƃ���Ă���B
���������āA���Ԃ� 1mm����ƁA�t�B���[�v���[�g�����邱�ƂɂȂ邪�A�t�B���[�v���[�g�̌����� 1.6mm�ȏ�ɂ���̂����ʂł���B
�Ȃ��A���̌�����JIS G 3193�i�M�Ԉ����|�y�э|�т̌`��A���@�A���ʋy�т��̋��e���j�ɒ�߂��Ă���B��ʂɓ��肵�₷�����̂́A1.6�A2.3�A3.2�A4.5 mm�ł���B
(b) ���������ꍇ�́A�Y���i�X�v���C�X�v���[�g�j�Ƃ̖������������Ȃ�����A�{���g�E�����ꂽ�ꍇ�Ɏ蒼�����s�\�ɂȂ����肷��̂ŁA���H���x�ɂ͓��ɒ��ӂ�v����B
(c) ���z�����́A�}7.4.4�Ɏ����悤�ɁA�ʂ������ɂ���̂��悢�B
(d) �g���̍ہA�h���t�g�s�����ɑł����܂Ȃ���Ȃ�Ȃ��Ƃ������Ƃ́A�E�����̐��x����������ŁA���ނ̍E���킹�𐳊m�ɍs�����Ƃ���ł���B
�܂��A�����ɑł����߂E���͂ɂ܂��ꂪ�����A���̂܂���̏������\���ɍs���邱�Ƃ͊��҂ł��Ȃ������ɁA�{���g�̂˂��������₷���B
����̏�鍂Ƃ��ẮD�E�S�̕s��v���������ꍇ�́A�Y�������ւ��A����ɍ����悤�ȃ{���g�E��������������i�u�W�d�v7.4.6(d)�Q�Ɓj�B
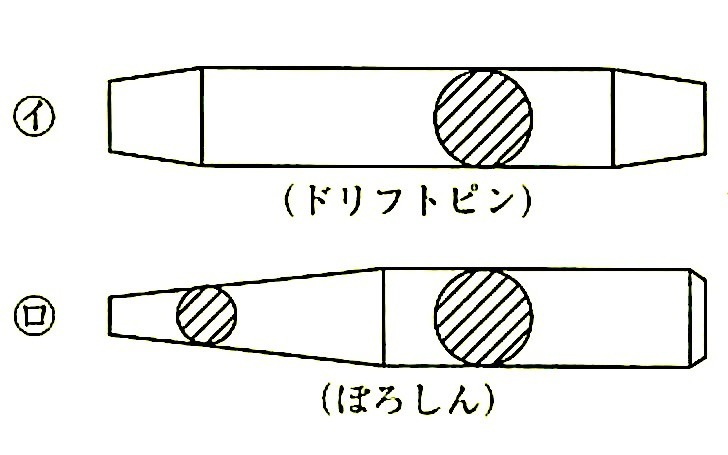
(e) �h���t�g�r���͉��g�ݗp�̍H��ŁA���ނ�g�ݗ��Ă�Ƃ��A�{���g�E�ɒʂ��ĕ��ނ𐳊m�ɕێ������ĉ����߂���̂ɗp����B�܂��A�ۂ낵��͕��ނ�g�ݗ��Ă�O�̃{���g�E���킹�Ɏg�p����H��ł���i�}7.4.5�Q�Ɓj�B
�@�@�@�}7.4.4 ���z����
�@�@�@�}7.4.5 �g���p�H��
7.4.7 ���t��
(a) ���t�����@
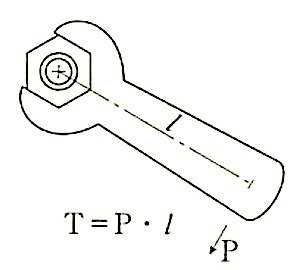
�g���N�R���g���[���@�F���̃g���N��^���Ē��ߕt������@�B�g���V�A�`���̓{���g�y�� JIS�`���̓{���g�ɓK�p����B�g���N�i�˂��胂�[�����g�j�Ƃ͕����˂���͂ł����āA���̑傫����T�Ƃ���ΐ}7.4.6�̏ꍇ�ł� T= P �Eℓ�ƂȂ�B
�@�@
�@�@�@�@�}7.4.6 �g���N
(b) �g���V�A�`���̓{���g�y��JIS�`���̓{���g�̒��t���́A�ꎟ���߁��}�[�L���O �� �{���߂�2�x���߂ɂ��A�i�b�g���Ē��ߕt����̂�W���Ƃ���B���t�����������Ɏ����B
[ �ޗ��̊m�F ]
���J�{���g���[�J�[�̎Г��������я����m�F����B
�@��
[ ���t���@��̒��� ]
�g���N�R���g���[���@�Œ��ߕt����ꍇ�́A�K���ɍZ�����ꂽ���͌v��g���N�����`��p���A���t���@�̒�����Ɓi�L�����u���[�V�����j���s���B
�@��
[ �{���g�̎�t�� ]
���{���g�̎�t���E���t�����s���ĕ��ނ𖧒��������̂��ɁA���̓{���g�����t����B�˂��R�����߂Ȃ��悤�ɑ}�����A�i�b�g�A�����̌����𐳂����Z�b�g����B
�@��
[ �ꎟ���� ]
�ꎟ���߂͂˂��̌Ăтɉ����āu�W�d�v�\7.4.2�Ɏ����g���N�l�Œ��ߕt����B����ɂ̓v���Z�b�g�^�g���N�����`��p����̂��悢�B���̈ꎟ���߂ɂ��{���g�ɂ͂����悻40�` 60kN�̒��͂����������B�ꎟ���߂̖ړI�́A����t���ފԂ����S�ɖ��������邱�Ƃɂ���̂ŁA�ڍ����̏ɂ���āu�W�d�v�\7.4.2�Ɏ����g���N�l�ł͏\���Ȗ�����ԂɂȂ�Ȃ��ꍇ�ɂ́A�ꎟ���t���g���N�l���u�W�d�v�\7.4.2�Ɏ����l��肢���Ԃ�傫�����Ă��悢�B
�@��
[ �}�[�L���O ]
1�ڍ����̑S�{���g���ꎟ���߂����̂��A�S�{���g�ɂ��ă}�[�L���O���s���B����͖{���ߏI����̌����̂��߂̏d�v�ȈӖ������̂ŁA�{���g�̎�ނɂ�炸���{���Ȃ���Ȃ�Ȃ��B�}�[�L���O�̗v�̂͐}7.4.7�Ɏ����悤�Ƀ{���g������i�b�g�E�����E��ނɂ����Ĕ��F�̃}�[�J�[���ň������B�}�[�L���O�܂ł̎�i�́A�g���N�R���g���[���@�y�уi�b�g��]�@�Ƃ����ʂł���B
�@��
[ �{���� ]
�g���N�R���g���[���@�ł͕W���{���g���͂���悤�ɁA�g���V�A�`���̓{���g�ł͐�p�����`��p���ăs���e�[���̔j�f�܂Œ��ߕt����B�i�b�g��]�@�́C���v�̃i�b�g��]�ʂ܂Œ��ߕt����B
(c) �ޗ��̊m�F
���t���ɐ旧���{�H�ӏ��ɓK�����{���g�ł��邱�Ƃ��A���̓{���g���[�J�[�̎Г��������я��Ŋm�F����ƂƂ��ɁA������ꂽ��A���ꂽ�肵�Ă�����̂ɂ��ẮA�g���N�W���l�̕ϓ��̂����ꂪ����̂Ŏ�������K�v������B�ϓ��̂������ꍇ�͒��t���g���N�����邩�A�g�p���~�߂�B
(d) ���t���@��̒���
�g���N�R���g���[���@�ł́A�g���V�A�`���̓{���g�̏ꍇ�A���͌v�Ƀ{���g���Z�b�g���āA��p���t���@�Ńs���e�[���j�f�a�����j�f����܂Œ��ߕt���A���v�̃{���g���͂������邱�Ƃ��m�F����BJIS�`���̓{���g�̏ꍇ�A���͌v�Ƀ{���g���Z�b�g���āA�H������Ŏg�p������t���@�Œ��ߕt���A�W���{���g���͂�������g���N�l�ɒ�������Ă��邱�Ƃ��m�F���A���̍ۂ̃{���g���͂ƃg���N�l�̊W���L�^���Ă����A���t�������̃g���N����̎����Ƃ���̂��悢�B
(e) �{���g�̎�t��
�{�ڍ��ɐ旧���A���{���g�̒��t�����s���A���ސڍ��ʂ̖�����}��B���ɁA�g���V�A�`���̓{���g�̏ꍇ�́A���O�ɍs��Ȃ���Ȃ�Ȃ��B
�{���g�̒����A�����A�˂��̌ĂсA�i�b�g�̗��\�A�����̗��\�����g�p�ӏ��ɓK���Ɏ��t�����Ă��邱�Ƃ��m�F����B
�i�b�g�́A�����̕\���L�������t����O�����猩��������Ɏ��t����B
�{���g�������̍����́A�����̓����ʎ�蕔���{���g���ƍ����悤���t���A�i�b�g���̍����́A�����̓����ʎ�蕔���i�b�g�ɐڂ��鑤�Ɏ��t����B
(f) �ꎟ����
�ꎟ���߂́A���߂̕��̃X�p�i���̓v���Z�b�g�`�g���N�����`���g�p���āA�u�W�d�v�\7.4.2�ɂ��g���N�l�Ńi�b�g����]�����čs���B
�ꎟ���߂ɓd�����C���p�N�g�����`���g�p����ꍇ�́A�ꎟ���߃g���N�l����������̂�I�肵�Ďg�p����B
���̓{���g�̒��t���́A�i�b�g����]�����邱�Ƃɂ��{���g�ɓ������钣�͂��R���g���[�����Ă��邪�A�{���g�̒����������Ȃ�ƁA�i�b�g�̓��]���Ƀ{���g�ɐ�����˂����A�|�ނ̕ό`�i�k�݁j�������ł��Ȃ��Ȃ�A�{���g�ɓ�������钣�͂��������Ȃ�B
���̂��߁u�W�d�v7.4.7 �ł́A�{���g�̒������˂��̌Ăт�5�{�ȉ��̏ꍇ�̒��t�����K�肵�Ă���B
�˂��̌Ăт�5�{���钷���̃{���g��p����ꍇ�́A���t�����s�\���ƂȂ�ꍇ��������̂ŁA�����ɂ��ꎟ���߂��܂߂Ď{�H���������肷��B
(g) �}�[�L���O
�ꎟ���ߌ�{���g�ɂ���}�[�N�ɂ͎��̂悤�ȖړI������B
(i) �ꎟ���ߊ����̊m�F
(ii) �{���ߊ�����}�[�N�̂���̈ʒu�ɂ��Ƃ����y�ю����̂Ȃ����Ƃ̊m�F
(iii) �}�[�N�̂���ɂ��{���ߊ����̊m�F
(iv) �i�b�g�̉�]�ʂ̊m�F
�i�b�g�݂̂��{���g���ɑ��đ��Ή�]���Ă��邱�Ƃ�ڎ��Ŋm�F���邱�ƂŒ��t����Ԃ�����������̂ł��邩��}�[�N�̓{���g���E�i�b�g�E�����E��ށi�Y���j�ɂ킽���Ă��Ȃ���Ȃ�Ȃ��B
�Ƃ����ɂ́A�i�b�g�̉�]�ƂƂ��Ƀ{���g����]����ꍇ�ƃi�b�g�̉�]�ƂƂ��ɍ�������]����ꍇ������B�����Ƃ́A�g���V�A�`���J�{���g�ʼn�]�̔��J���Ƃꂸ�i�b�g����]�����Ƀ{���g����]���āA�s���e�[�����j�f���邱�Ƃł���B
��]�̔��͂��Ƃ�Ȃ������Ƃ��ẮA�@�ꎟ���߂ɂ��K���ȐڐG�ʈ����^�����Ă��Ȃ��A�A���ނ̐ڐG�ʂ����炩�Ŕ��͂���������A�B�ڐG�ʂ̊ԂɈٕ�����݂��ĖʂƂ��Ă̔��͂��������Ȃ��A�Ȃǂ��l������B�g���V�A�`�y��A��JIS�`���̓{���g�̓i�b�g�ɏ����������{���A�g���N�W���l�����ɂȂ�悤�ɐ��삳��Ă���B�g���V�A�`���J�{���g�̒��t���ɂ����āA�i�b�g�ƍ����ԈȊO�̖��C�Ńs���e�[�����j�f����ƁA�g���N�W���l���ϓ����A����̃{���g���͂������ł��Ȃ��B�s�m���ȍ�Ƃł͂Ƃ����A���������邱�Ƃ������̂ŁA�}7.4.7(�C)�̂悤�Ɉꎟ���ߌ�̃}�[�N���i�b�g�̊p�ɂ���Ȃǂ��������������A���̔�����e�Ղɂ���B�}7.4.7(��)�͖{���߂�����ɏI��������ԁA�}7.4.7(�n)�́A�i�b�g�ƍ����̂Ƃ����A�}7.4.7(�j)�͎����̗�ł���B
�Ȃ��A�}�[�N�͔��F�̃}�[�J�[����p����Ƃ悢�B
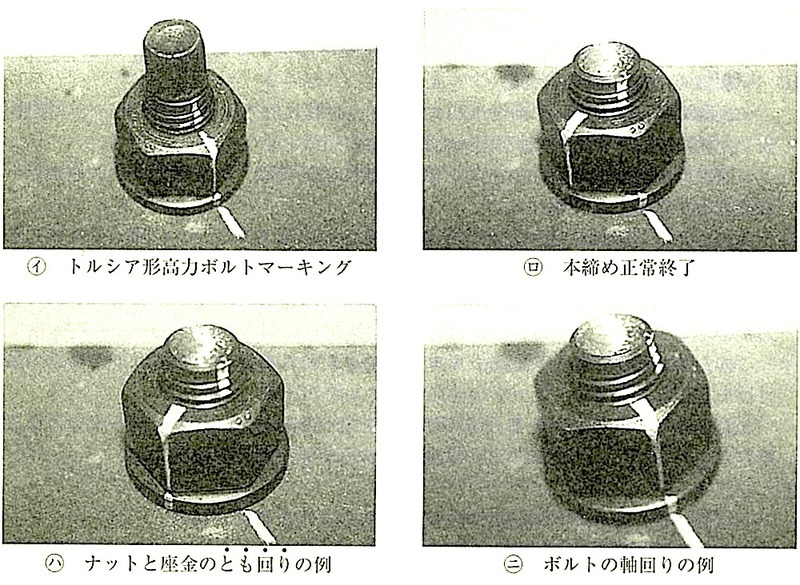
�}7.4.7 �}�[�L���O
(h) �{����
�g���V�A�`���̓{���g�̏ꍇ�̖{���߂́A��p���t���@��p���ăs���e�[�����j�f����܂Œ��ߕt����B
JIS�`���̓{���g�̏ꍇ�̖{���߂́A�W���{���g���͂�������悤�Ƀg���N�R���g���[���@���̓i�b�g��]�@�ɂ��s���B
(i) 1�Q�̃{���g�𒆉���������ӂɌ������Ē��ߕt����̂́D���t���ɂ��̂Ђ��݂����ӂɓ������߂ł���B
7.4.8 ���t���̊m�F
(a) �g���V�A�`���̓{���g�̏ꍇ
�g���N�����`��p�����������s��Ȃ��͎̂��̗��R�ɂ��B
(i) �{���g���͂��{���g�̐��i���x�i�r���e�[���̔j�f���x�j�Ō��܂�B
(ii) �{���߂̏I���������Ƃ��O�ςŕ�����B
(b) JIS�`���J�{���g�̏ꍇ
(1) ���t���̊m�F�́A�g���N�R���g���[���@�y�уi�b�g��]�@�Ƃ��A�i�b�g��]�ʂ�ڎ���������B�g���N�R���g���[���@�ɂ����Ă̓i�b�g��]�ʂɒ��������������ꍇ�A����1�Q�̃{���g���g���N�����`��p���ăi�b�g����߁A�i�b�g����]���n�߂��u�Ԃ̃g���N�l�i�ǒ��߃g���N�l�Ƃ����Ă���B�j��ǂݎ����@����ʂɗp�����Ă���B
(2) �m�F�́A1�Q���Ƃɍs���B�����ł���1�Q�Ƃ́C���̃{���g�̏W�܂�ł���A1���̓Y���ɒ��ߕt������{���g���ƍl���Ă��悢�i�}7.4.8�Q�Ɓj�B
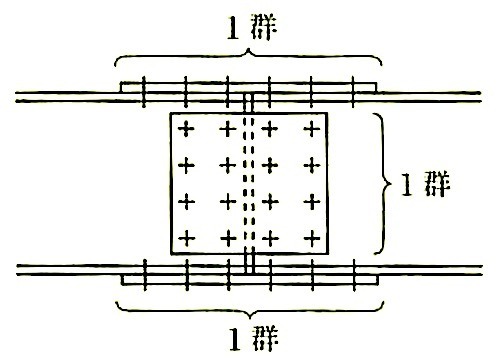
�}7.4.8 1�Q�̃{���g
(3) �W���g���N�̎Z��
(i) �W���g���N�̌v���l�́D�����ɂ���ċ��߂�B
Tr = k�Ed1�EN1
�������A
Tr�F�W���g���N�@�iN�Em�j
k �F�g���N�W���l
d1�F�{���g�̂˂��̊O�a�̕W�����@�imm�j
N1�F�u�W�d�v�\7.4.1�̕W���{���g���́ikN�j
(ii) ���̏ꍇ�̌v�Z��������B
�{���g�̌Ăьa�FM22
�g���N�W���l�ɂ���ށF A��(k=0.135)
��L�̎�����
�@Tr=0.135 x 22 x 226=671 (N�Em)
�������Dd1=22mm
N1=226 kN(�u�W�d�v�\7.4.1)
(c) �u�W�d�v7.4.8 (a)����(c)�܂łɂ�����t���̊m�F�́A�ғ��ɑ���K��ł���A�ēE���̌����́u�W�d�v7.4.8 (f) �ɒ�߂��Ă���B���̏ꍇ�͎ғ��̒�o�����m�F�̋L�^�Ɋ�Â��āA�K�X�{�H�ς݃{���g�𒊏o���A�������s���B
7.4.9 ���t���y�ъm�F�p�@��
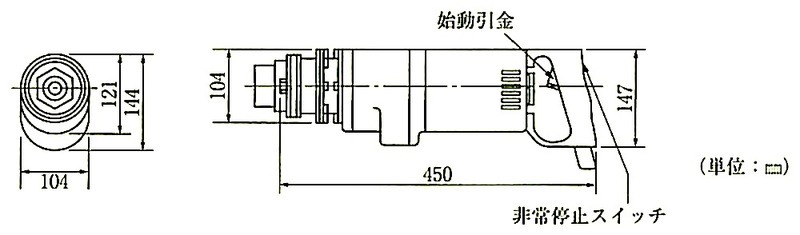
(a) �g���V�A�`���J�{���g�̒��t���ɂ͐�p�̋@���p����i�}7.4.9�Q�Ɓj�B
�}7.4.9 �g���V�A�`���̓{���g�̒��t������
(b) JIS�`���J�{���g�̒��t���@��ɂ́C���̂悤�Ȃ��̂�����B
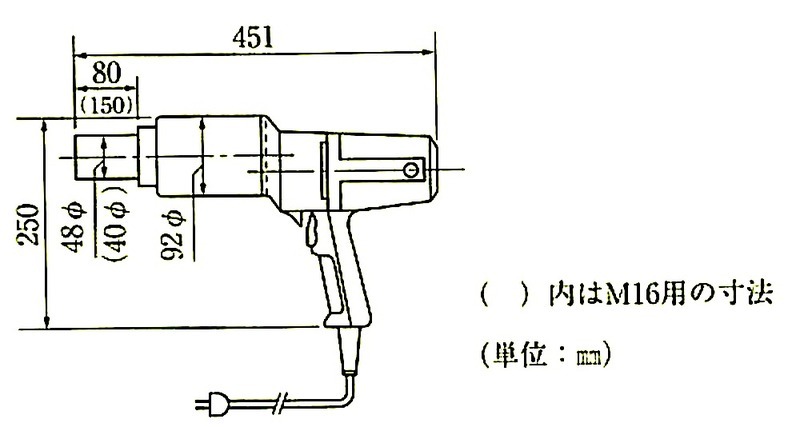
(1) �d�������t�����i�}7.4.10�Q�Ɓj
�d���@���g�p���Ē��t���g���N��^���A�g���N������d�C�I�ɍs���B��r�I�d�ʂ��y���A���t�����x�̗ǂ����ł���B�H������ōs���A�ǒ��߃g���N�̊m�F�ɂ����鋖�e�덷�� �}7�� ���x�Ƃ���̂��悢�B
�}7.4.10 �d�������t������
(2) �蓮���g���N�����`(JIS B 4652) (�}7.4.11�Q�Ɓj
�g���N�����Ō��肵���Ƃ��̋��e�덷�� �}3�� ���x�Ƃ���̂��悢�B
�}7.4.11 �g���N�����`
(3) ���͌v�i�L�����u���[�^�[�j�i�}7.4.12�Q�Ɓj
���t���@��Ń{���g����ߕt�����Ƃ��̃{���g���͂𑪒肷��v��ł���B�{���g���͂��u�W�d�v�̕W���{���g���͂ɂȂ�悤�ɁA���t���@��̃g���N������̂ɗp����B7.4.8�Ɏ����g���N�W���l�y�ѓ������͂̊m�F�����̍ۂɎg�p����B
���͌v�̑��苖�e�덷�� �}3���Ƃ���B
�@�@
�@�@�}7.4.12 ���͌v
�y���̃J�e�S���[�̍ŐV�L���z
-
no image
-

-

-

-

-

-

-
no image
-

-

-

-

-

-

-
no image
-

-

-

-

-