18�� �h���H��
03�� �K�~�ߓh���h��
18.3.1 ��ʎ���
���̐߂́A���z�����O�̈�ʕ��A�\���́A�|������A�ݔ��@��ޓ��̓S�|�ʋy�ш����߂����|�ʂ̉��h��ł���K�~�ߓh���h���ΏۂƂ��Ă���B�ߘa4�N�Łu�W�d�v����A�S�|�ʋy�ш����߂����ʂ̎K�~�ߓh����3�߂ɂ܂Ƃ߂��B
18.3.2 �h�����
(1) �S�|�ʋy�ш����߂����|�ʂ̖h�K��ړI�Ƃ��āA���h��Ɏg�p�����K�~�ߓh���́AJIS K 5621�i��ʗp���ю~�߃y�C���g�j�AJIS K 5674�i���E�N�����t���[���ю~�߃y�C���g�j�A�uJASS 18 �h���H���vM-109�AM-111�AJPMS 28�A�όh���h��Ŏg�p����JIS K 5552�AJIS K 5551��������B
(2) �u�W�d�v�ō̗p����Ă���e��K�~�ߓh���̓����́A���̂Ƃ���ł���B
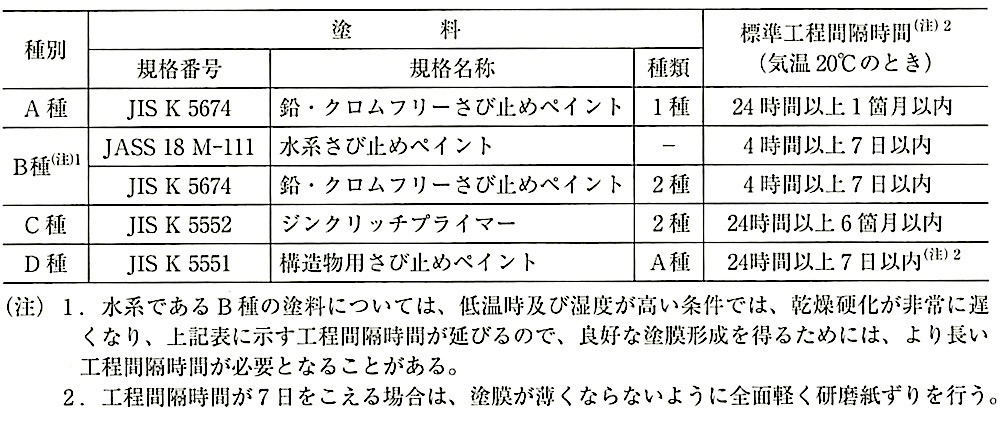
(�) ���E�N�����t���[���ю~�߃y�C���g�iJIS K 5674�j
JIS K 5674�ɋK�肳��Ă���A���y�уN�������܂܂Ȃ��K�~�ߊ痿���A�r�q�N���i���H�������i�{�C�����j���͍����������j�X�j�ɕ��U�����Ă��钒�~�ߓh���ł���B1��͗n�܌n�h���i�L�@�n�܂����������Ƃ���h���j�A2��͐��n�h���i������v�Ȋ��������Ƃ���h���j�ł���A�K�~�ߊ痿�̎�ނ͓��肳��Ă��Ȃ����A���_�����A�����_�������̂ق��ɂ���X�̊痿���g�p����Ƃ��Ă���B���_�C�I���͍|�ʂ�s���ԉ������āA�h�K���ʂ������B�F���͐ԎK�F�A���F�A�D�F��������B
(�) ���n���ю~�߃y�C���g(JASS 18 M-111)
���n���ю~�߃y�C���g�̕i���́AJASS 18 M-111�ɋK�肳��Ă���B
JASS 18 M-111�ɋK�肳��鐅�n���ю~�߃y�C���g�̑ϕ����T�C�N���h�H���́A��ʗp���ю~�߃y�C���g1��y��2��̑ϕ����T�C�N���h�H������1�D��Ă���A�V�A�i�~�h�����ю~�߃y�C���g�̑ϕ����T�C�N���h�H���Ɠ����ł���B
(�) �W���N���b�`�v���C�}�[�iJIS K 5552�j
JIS K 5552�ɋK�肳��Ă���A70%�ȏ�܂܂�Ă�������������h�K���ʂ������K�~�ߓh���ł���B
JIS�ł̓A���L���V���P�[�g���r�q�N���Ƃ���1��i���@�j�ƁA�G�|�L�V�������r�q�N���Ƃ���2��i�L�@�j���K�肳��Ă���A�u�W�d�v�\18.3.4�ł͕i����{�H��������A���h��i1��ځj�ɂ�2���p���邱�Ƃɂ��Ă���B
(�) �\�����p���ю~�߃y�C���g(JIS K 5551)
JIS K 5551�ɋK�肳��Ă���A��ނ�A��AB��AC��AD��y��E�킪����B
2018�NJIS K 5551�̉���ɔ����A���n�h�����K��ɉ�������BA���B��͗L�@�n�܂����������Ƃ��锽���d���`�G�|�L�V�����n�h���ł���AC��͗L�@�n�܂����������Ƃ��锽���d���`�ϐ��G�|�L�V�����n�h�����͔����d���`�ϐ��E���^�������n�h���AD���E��͐�����v�Ȋ��������Ƃ��锽���d���`�G�|�L�V �����n�h���ł���B�h�������ɂ��敪������AA���D��͖�30��m�i�W���`�j�AB��AC��y��E��͖�60��m�i�����`�j�ƂȂ��Ă���A�u�W�d�v�\18.3.4�ł͕i����{�H���̊ϓ_����A���h��2��ڂ�3��ڂɂ�A���p���邱�ƂƂ��Ă���B���Y�K�i�ł͐��i�̌`�ԁi�p�j��1�t�`�Ƒ��t�`������A��܂ƍd���܂���Ȃ鑽�t�`���g�p����邱�Ƃ������B���h��Ƃ��ėp���锽���d���`�G�|�L�V�����n�h���̕W���H���Ԋu���Ԃɂ́A7���ȓ��Ɛ��������邽�߁A�u�W�d�v�\18.7.1�ł́A�u���~�ߓh���h��v�̎��ɁA�H��1�u����������v��݂��Ă���B
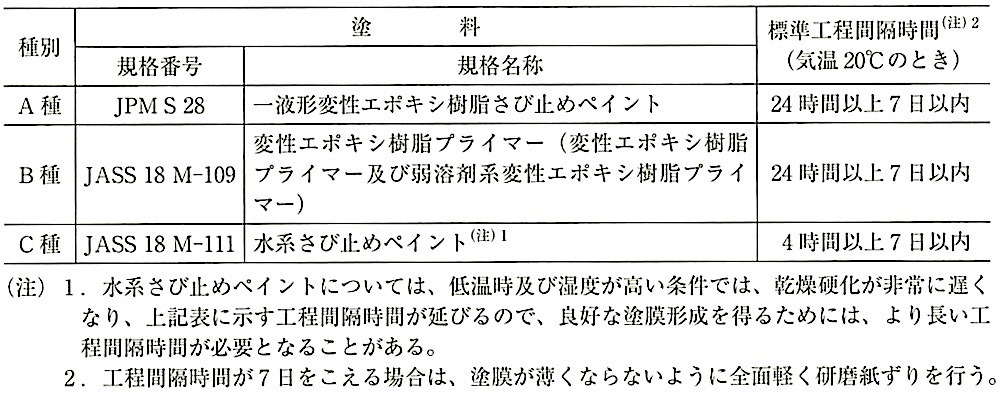
(�) ��t�`�ϐ��G�|�L�V�������ю~�߃y�C���g�iJPMS 28�j
�ϐ��G�|�L�V�����Ɗ痿�A���U�ܓ����听���Ƃ���B��t�`�ł��邽�߁A��Ɛ��ɗD��Ă���A����25�N�Łu�W�d�v�ō̗p����Ă������_�J���V�E�����ю~�߃y�C���g���h�K���ʂ��D��Ă���B
���_�J���V�E�����ю~�߃y�C���g�ɂ��ẮA��ɁA����25�N�Łu�W�d�v�̌���H���ɂ����Ďg�p����Ă������A�֘A�ƊE�ɂ�鋤�������̌��ʁA��t�`�ϐ��G�|�L�V�������ю~�߃y�C���g���A��֕i�Ƃ��ēK���Ă��邱�Ƃ������ꂽ���߁A�p�~���ꂽ�B
�����߂����|�ʂ̑f�n�����炦�ɍ̗p����Ă����G�b�`���O�v���C�}�[�h��́A���_�J���V�E�����ю~�߃y�C���g�̕t�����m�ۂ̂��߂ɓh�z������̂Ȃ̂ŕ����Ĕp�~���ꂽ�B����ɂ��u�W�d�v��18�́m�h���H���n���A���A�N�������g�p�����d�l�����S�ɔp�~���ꂽ�B��t�`�ϐ��G�|�L�V�������ю~�߃y�C���g�̐F���́A���F�A�D�F�A�ԎK�F�Ȃǂ�����B
��h��h���Ƃ��ẮA�������������y�C���g���͂��߁A��n�܌n�̃|���E���^���G�i�����A��n�܌n�̃A�N�����V���R�������G�i�����Ȃǂ��g�p�ł��A�p�r�Ƃ��Ĉ����߂����|�ʂ͂������A�S�|�ʂɂ��K�p�ł��邪�A�u�W�d�v�\18.3.1�m�S�|�ʂ̎K�~�ߓh���̎�ʁn�ɂ́AJIS�AJASS�K�i�����邽�߁AJPMS 28�͋K�肵�Ă��Ȃ��B
���ӓ_�Ƃ��āA��t�`�ϐ��G�|�L�V�������ю~�߃y�C���g��h����́A�K���W���H���Ԋu���ԓ��ɏ�h��h�����s���B��h��h�����s��Ȃ������ꍇ�A��t�`�ϐ��G�|�L�V�������ю~�߃y�C���g�̓h���\�ʂɔ��������A�������邱�Ƃ�����B�W���H���Ԋu���Ԃ���ꍇ�́A�����������A��h��h�����s���B
(�) �ϐ��G�|�L�V�����v���C�}�[�iJASS 18 M-109�j
JASS 18 M-109�ɋK�肳��Ă���A�ϐ��G�|�L�V�����Ɗ痿�A���U�ܓ����听���Ƃ����܂ƁA�{���A�~�h������A�~���A�_�N�g������p����d���܂���\�������A2�t�`���h��h���ł���B
�����ȃG�|�L�V�����n�h���ɔ�ׂāA������h�����\���f�n�����̒��x�ɑ傫�ȉe�������A�K�p�Ώۂ̑������h��h���ł���B���ɁA�����߂����|�ʂɑ���t�����ɗD��Ă���B
(3) �S�|�ʂ̎K�~�ߓh���̎��
(�) �h����ʂ́A�u�W�d�v�\18.3.1�ɂ��AA��̉��E�N�����t���[���ю~�߃y�C���g1��́A18.4.3�m�S�|�ʂ̍������������y�C���g�h��n��18.8.4�m�S�|�ʂ̂�L���������G�}���V�����y�C���g�h��n�Ɏg�p�����B
(�) ����25�N�Łu�W�d�v����A���E�N�����t���[���ɔ����A�V�A�i�~�h�����ю~�߃y�C���g�͔p�~���ꂽ�B
(�) B��̐��n���ю~�߃y�C���g�y�щ��E�N�����t���[���ю~�߃y�C���g2��́A18.8.4�m�S�|�ʂ�L���������G�}���V�����y�C���g�h��n�Ɍ��肵�Ďg�p�����B
(�) C��̃W���N���b�`�v���C�}�[�y��D��̍\�����p���ю~�߃y�C���gA��́A 18.7.2�m�S�|�ʂ̑όh���h��n�Ɏg�p�����B
(4) �����߂����|�ʒ��~�ߓh���̎��
(�) �h����ʂ́u�W�d�v�\18.3.2�ɂ��AJPMS 28�AJASS 18 M-109�Ⴕ���� JASS 18 M-111 ���g�p����悤�ɋK�肵�Ă���B
(�) �h����ʂ́A�u�W�d�v�\18.3.2�ɂ��A��̈�t�`�ϐ��G�|�L�V�������ю~�߃y�C���g�́A18.4.4�m�����߂����|�ʂ̍������������y�C���g�h��n�Ɏg�p�����B
(�) �[�t�`�ϐ��G�|�L�V�������ю~�߃y�C���g�́AJIS�����肳��Ă��Ȃ����A���{�h���H�Ɖ�K�i�ɂ���Ă��̐��\���K�肳��Ă���A�����߂����ʂɑ���t�����ɗD��Ă���B��Ɛ��̂����A���ɑ������ɗD��Ă���A�|������ȂǂɓK���Ă���B
(�) B��̕ϐ��G�|�L�V�����v���C�}�[�́A18.4.4�m�����߂����|�ʂ̍������������y�C���g�h��n��18.7.3�m�����߂����|�ʂ̑όh���h��n�Ɏg�p�����B
(�) �ϐ��G�|�L�V�����v���C�}�[�ɂ��ẮAJIS�����肳��Ă��Ȃ����A���{���z�w��ޗ��K�i�ɂ���Ă��̐��\���K�肳��Ă���A�����߂����|�ʂɑ���t�������D��Ă���B
(�) C��̐��n���ю~�߃y�C���g�́A18.8.5�m�����߂����|�ʂ̂�L���������G�}���V�����y�C���g�h��n�Ɍ��肵�Ďg�p�����B
18.3.3 �K�~�ߓh���h��
(1) �S�j�ʂ̎K�~�ߓh���h��
(�) �u�W�d�v�\18.3.3��A��ɂ����錤��������̖ړI�́A���݁A�ق��蓙�̕t�������������邽�߂ŁA�h���������Ȃ�Ȃ��悤�Ɍy������������x�Ƃ���B
(�) �h�����@�́A�͂��h��A���[���[�u���V�h�薔�͐��t���h��Ƃ��A�H��h���ł͏����������ΐZ��(����)�h��Ƃ��Ă��悢�B
(�) �h���̕W���H���Ԋu���Ԃ�\18.3.1�Ɏ����B
�\18.3.1 �S�|�ʂ̎K�~�ߓh���̎�ʂƕW���H���Ԋu����
(�) ����31�N�Łu�W�d�v����A�S�����̓S�|�ʂ̎K�~�ߓh���h��H�@�ŁA2��ڂ�S�����̐���H��œh�鎖���o����K�肪�V���ɒlj����ꂽ�B
(�) �όh���h��̏ꍇ�A���h��܂ł͓S�����̐���H��ōs���A����ɔ������đg����́A�h���̑������x�ɉ����āA���n�����y��JASS 18 M-109�Ɋ�Â��K�~�ߓh���i�u�W�d�v�\18.3.2��B��j��3��h��B
(2) �����߂����|�ʎK�~�ߓh���h��
(�) �u�W�d�v�\18.3.5��A��ɂ����錤��������̖ړI�́A���݁A�ق��蓙�̕t�������������邽�߂ŁA�h���������Ȃ�Ȃ��悤�Ɍy������������x�Ƃ���B
(�) �h�����@�́A�͂��h�薔�͐��t���h��Ƃ���B
(�) �h���̕W���H���Ԋu���Ԃ�\18.3.2�Ɏ����B
�\18.3.2 �����߂����|�ʂ̎K�~�ߓh���̕W���H���Ԋu����
(�) �u�W�d�v18.3.3 (4)(�) �ł́A�|������̓h���͈͂���̓I�Ɏ����Ă��邪�A���ʃt���b�V���˂̕\�ʔ��������i�͍��E���������܂ށj�A�g�̗��������y�і��ځE�������̗��������ɂ��ẮA�������Œ��̐i�s���قƂ�ǂȂ����Ƃ���h���͈͂Ƃ͂��Ă��Ȃ��B�����ɂ��ẮA�K���X�{�H���Ɏ��O�����Ƃ���A�g���O�ɗ��ʑ��ɂ��Ă��h�����邱�ƂƂ��Ă���B
(�) �u�W�d�v�őf�n�����炦��A��i�����疌�����j�Ƃ��Ă���̂́A�����߂����̖h�K�@�\��ቺ�������ɉ��h��h���Ƃ̕t�����������邱�Ƃ��l���������̂ł���B
(�) �S�Ă̓h���H�����|������̐����H��ōs���ꍇ�́A����ɔ������đg����̕�C���@���ɂ��Ď��O�Ɍ����y�ы��������Ă����K�v������B
(�) ���h��܂ł͍|������̐����H��ōs���A����g���Ő���������n�ڕ��y�ёg�����̉��h�葹�������́A���C���[�u���V�A�����z�����g�p���A�����߂����ʂ������Ȃ��悤�ɎK�����������AJASS 18 M-109�i�ϐ��G�|�L�V�����v���C�}�[�i�ϐ��G�|�L�V�����v���C�}�[����ю�n�܌n�ϐ��G�|�L�V�����v���C�}�[�j�j�i�u�W�d�v�\18.3.2��B��j�ɂ���C�h����s���B�������A�|������̐����H��ɂĉ��h��Ƃ��Ĉ�t�`�ϐ��G�|�L�V�������ю~�߃y�C���g���g���Ă���ꍇ�AJPMS 28�i��t�`�ϐ��G�|�L�V�������ю~�߃y�C���g�j�i�u�W�d�v�\18.3.2��A��j�ł���C�h����s�����Ƃ��ł���B
(�) �g�p����h���A�V���i�[�A���������A�g���ԓ��́A�h���̐������̎w��ɂ����̂Ƃ���B
(�) �h�����@�́A�͂��h��A���[���[�u���V�h��Ⴕ���͐��t���h��Ƃ���B
�y���̃J�e�S���[�̍ŐV�L���z
-

-

-

-

-

-

-

-

-

-
no image
-

-