







鉄骨工事
デッキプレート、頭付きスタッドの注意事項②
デッキプレート、頭付きスタッドの注意事項②
【 母材への影響 】
スタッド溶接や焼抜き栓溶接の母材に対しての影響
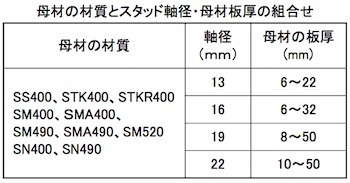
鉄骨工事技術指針・工場製作編にスタッド溶接が母材に及ぼす影響と留意点について下記の通りに記載されている。
「スタッド溶接部は、母材の材質と板厚の違いにより溶融金属の影響を受ける。これは、スタッド 溶接が大電流で瞬間的な溶接であり、溶接部の性状が材質により変化するほか、板厚の違いに より急冷効果の影響が異なることによる。このため溶接部の靭性指標の一つである硬さは、母材の炭素当量が大きいほど、またスタッド軸径と母材板厚の組合わせによっては最高ビッカース硬 さ(Hvmax)が350を上回ることもある。しかし、母材にとってスタッド溶接が局部的な溶接であり、 Hvmaxが測定される部分は微小部分であること。また極端な曲げ変形が生じない部分で使用することを前提とし、建築構造分野で一般的に使用される材質・板厚について表に示す範囲で使用 することを原則としている。」

炭素当量とHAZの最高硬さの関係
また、指針では留意点として以下の点がある。
①最小板厚は、母材の溶落ちや大きなひずみを生じさせないためスタッド軸径の1/2.5 ~1/3を下限とする
②母材の曲げ延性(スタッド溶接側を外側にして曲げた場合)が大きく低下するデータも有るためスタッド溶接位置に注意する
③490N/mm2級鋼材、520N/mm2級鋼材で板厚の大きい場合は、硬さ等に注意が必要となる
④520N/mm2級を超える高強度の鋼材あるいは板厚の厚いものについては施工試験により硬さ等を確認することが望ましい
【 アークスポット溶接 】
デッキプレートのアークスポット溶接が梁に及ぼす影響
アークスポット溶接は、急熱急冷により母材に悪影響を及ぼす恐れがある。特に、大梁端部のような塑性変形が生じる部位では避けるのが望ましいとされている。 場合によっては、事前にアークスポット溶接の施工試験を行い、溶接欠陥が出ないように溶接要領を確認しておく必要がある。
標準的なアークスポット溶接仕様
a. 溶接技能者
溶接技能者は、薄板溶接に対して十分な技量が必要であり、原則としてJIS Z 3801 (手溶接技術検定における試験方法及び判定基準:1997)の有資格者とする。
b. 溶接仕様
①溶接棒 :
E4316(低水素系)
E4319(イルミナイト系)
E4303(ライムチタニア系)
②溶接棒径 : 径3.2mm
③溶接電流 : 100~140A
一般に溶接電流は低めに、アークタイムは長めにすれば、アンダーカットや溶込み不足が避けられる。
c. 施工試験
施工試験では上記要領で溶接後、デッキを剥がしてアンダーカット等の溶接欠陥がないことを確認する。
【 スタッド溶接 】
スタッド溶接後にスタッドを曲げることは可能か?
通常、建築鉄骨では、頭付きスタッドは直立した状態でコンクリートと鋼材を合成するための構造計算がされているので、試験や施工後の検査時に打撃曲げすることを除き、溶接後に頭付きスタッドを曲げて使用することは通常認められていない。 施工後に何らかの事情で頭付きスタッドを曲げる必要がある場合には、工事監理者に確認する必要がある。
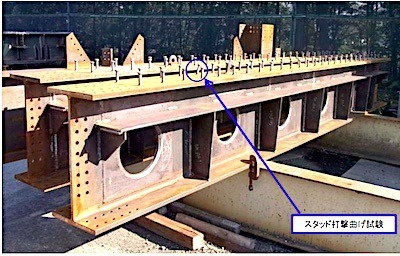
通常のスタッド打撃曲げ試験
【 頭付きスタッド 】
頭付きスタッドがJISに適合していることの確認方法
JIS Q 1001の「JIS認証の表示」によれば、JISマークは、認証に係る鉱工業製品等又は包装、容器もしくは送り状に表示することになっている。
頭付きスタッドの場合、製品自体にJISのマーク等はついていないので、メーカーのヘッドマーク により当該メーカーの製品であることを確認する。
JIS認証記号などは箱に記載されている内容で確認し、更にミルシートで機械的性質などがJIS規格適合品であることを確認することになる。 なお、そのメーカーがJIS認証を取得しているか、認証工場名、認証番号などは日本工業標準調査会のホームページで検索が可能。


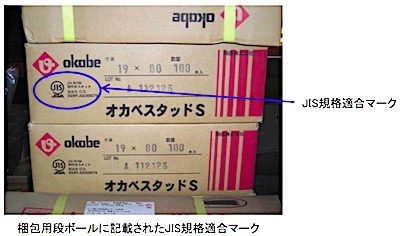
箱に記載されたJIS規格適合マーク
参考文献 ・JISQ1001 適合性評価-日本工業規格への適合性の認証-一般認証指針
・日本工業標準調査会ホームページ JISデータベース検索ページ
【 スタッド溶接の検査 】
スタッド溶接の打撃曲げ試験
工事現場で施工するスタッド溶接の打撃曲げ試験の頻度について標準仕様書の規定は以下となっている。
・日本建築学会JASS6 スタッド100本または主要部材1本または1台に溶接した本数のいずれか少ないほうを 1ロットとし、1ロットにつき1本行う。
・公共建築工事標準仕様書 スタッドの種類及びスタッド溶接される部材が異なるごとに、かつ、100本ごと及びその 端数について試験ロットを構成し、1ロットにつき1本以上抜き取る。
従って、打撃曲げ試験は基本的には部材が異なるごとに、100本に1本の割合で必要となる。 ただし、1本または1台の部材に打たれるスタッドの数が十分に小さい場合には、それらの部材をまとめて1群として取扱い、スタッド100本に1本の割合で打撃曲げ試験を行うことが認められる場 合もあるので、このような場合には工事監理者の承認を得る。
出典 :(一社)日本建築学会_建築工事標準仕様書 JASS6 鉄骨工事、2018
公共建築工事標準仕様書(建築工事編)(平成28年版)
【 焼抜き栓溶接 】
デッキ合成スラブにおける焼抜き栓溶接とアークスポット溶接の役割の違い
下の表に示されるように、デッキ合成スラブの場合は、骨組みと床とのシャーコネクタの方法として、 焼抜き栓溶接と頭付きスタッドの2つの方法がある。 頭付きスタッドの場合は、デッキとのずれ止めと落下防止としてアークスポット溶接や隅肉溶接によりデッキと鉄骨梁を接合する。 この両者(下表の黄色部分)の焼抜き栓溶接とアークスポット溶接の区別が分からずに施工管理し ている場合がある。焼抜き栓溶接は、頭付きスタッドに替わるものですので、デッキプレートのずれ止めが目的であるアークスポット溶接とは、溶接量が違う。
デッキ合成スラブおよびデッキ型枠スラブの接合仕様
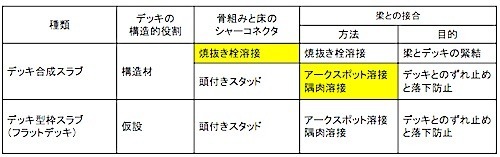
※デッキ合成スラブで頭付きスタッドが無い場合は、「焼抜き栓溶接」仕様とする必要がある
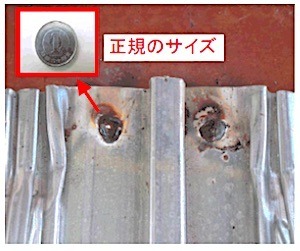
上の写真は、焼抜き栓溶接の余盛径不足の不具合事例。 デッキを敷き込みずれ止めと落下防止の為に梁と接合するアークスポット溶接と同等の溶接で施工されている。
焼抜き栓溶接 ・溶接技能者:
JIS Z 3801またはJIS Z 3841のうち
少なくとも基本となる級(下向溶接)の有資格者
・溶接棒 :低水素系被覆アーク溶接棒φ4mm
・溶接電流 :190~230(標準210A)A
・フランジとの隙間2mm以下
・長手方向のピッチは600mm以下
・溶接時間:8~10秒
出典: (一社)日本建築学会_鉄骨工事技術指針・工事現場施工編、2018
【 鉄筋付きデッキ(フェローデッキ)】
鉄筋付きデッキと梁との固定時の注意点
トラス状の鉄筋と鋼製捨て型枠で構成される鉄筋付きデッキは、所定のスパンまでノンサポートで 施工が可能。スラブ鉄筋付きのデッキであることから工期短縮や、南洋材の使用削減に効果 を発揮できる省略化工法として、S造の物件を中心に多くの現場で採用されている。
(1)梁との固定方法について
合成デッキや型枠鋼製デッキは、デッキプレートと梁との接合にアークスポット溶接もしくは焼き抜き栓溶接で直接デッキプレートと梁を溶接固定する。鉄筋トラスデッキにおいては、デッキプレー ト自体が平板であり打設したコンクリートの荷重はトラス筋が負担するために、例えばあるメーカーの製品では、鉄筋端部のL形鉄筋(端部材)を梁に架けて、工事現場溶接することで固定している 。
(2)注意点
鉄筋付きデッキ敷き込み後に設備開口等のサイズ変更対応で、現場で鉄筋を切断すると、L形鉄筋(端部材)を失った状態となり荷重がかかった時点で、床が崩落する可能性がある。
特に、柱周りや、梁継手部のスプライスプレート部分などは、鉄筋付きデッキプレートと鉄筋トラス を現場切断して納めることになる。その際に、 L形鉄筋(端部材)をトラス筋に工事現場溶接して取り付け、デッキ受けにしっかり工事現場溶接することが必要なので注意する。
【このカテゴリーの最新記事】
-
no image
-

-

-

-

-

-

-

-
no image
-

-

-

-

-

-

-
no image
-

-

-

-





























