14ڈح ‹à‘®چHژ–
01گك ˆê”تژ–چ€
14.1.1 “K—p”حˆح
(a) ‹à‘®چHژ–‚إژو‚舵‚¤چق—؟پEچH–@‚حپA”ٌڈي‚ةچL”ح‚ب‚à‚ج‚إ‚ ‚èپAˆê”ت“I‚بٹîڈ€‚ح’è‚ك‚ة‚‚¢پB‚µ‚½‚ھ‚ء‚ؤپA‚±‚جڈح‚إ‚ح•\–تڈˆ—پA—nگعپA‚낤•t‚¯‚»‚ج‘¼‚ة‚آ‚¢‚ؤپAˆê”ت“I‚ب•Wڈ€‚ئ‚ب‚éژ–چ€‚ً‹“‚°‚ؤ‚¢‚éپB
(b) پu•Wژdپv14ڈح‚إ‚حپAژه‚ئ‚µ‚ؤچHڈê‚إگ»•i‰»‚³‚ꂽ‚à‚ج‚ًŒ»ڈê‚إژو‚è•t‚¯‚邱‚ئ‚ً‘z’肵‚ؤ‚¢‚é‚ج‚إپAپu•Wژdپv‚ج2گك‹y‚ر3گك‚حپAچHڈêگ»چى‚ة‘خ‚·‚é‹K’è‚ئچl‚¦‚ؤ‚و‚¢پB
(c) چHڈê’n‘رپAٹCٹف“™‚ج‹à‘®‚ج•…گH‚جŒƒ‚µ‚¢ڈêڈٹ‚ةƒ^ƒ‰ƒbƒvپAٹغٹآ“™‚ًگف‚¯‚éڈêچ‡‚حپAگlگgژ–Œج‚ً–h‚®‚½‚ك‚ة‘دگHگ«‹y‚ر‹“x‚ج—D‚ꂽƒXƒeƒ“ƒŒƒX“™‚ً—p‚¢‚邱‚ئ‚ھ–]‚ـ‚µ‚¢پB‚ـ‚½پAٹغٹآ‚ة‚آ‚¢‚ؤ‚حپAŒë—p‚ً”ً‚¯‚邽‚كپA‘د—حŒہ“x“™‚جژg—pڈم‚ج’چˆسژ–چ€‚ً–¾ژ¦‚·‚é‚ئ‚و‚¢پB
14.1.2 ٹî–{—v‹پ•iژ؟
(a) ‹à‘®چHژ–‚ةژg—p‚·‚éچق—؟‚ئ‚µ‚ؤ‚حپAˆê”ت‚ة‘fچق‚ئ‚µ‚ؤ‚جJIS‚ھ’è‚ك‚ç‚ê‚ؤ‚¢‚é‚à‚ج‚©‚çپAŒy—ت“Sچœ‰؛’nچق‚ج‚و‚¤‚ةگ»•i‚ئ‚µ‚ؤ‚جJIS‚ھ’è‚ك‚ç‚ê‚ؤ‚¢‚é‚à‚ج‚ـ‚إ‘½ژي‘½—l‚إ‚ ‚éپB‚±‚ج‚¤‚؟گ»•i‚ئ‚µ‚ؤ‚جJIS‚ھ’è‚ك‚ç‚ꂽ‚à‚ج‚حپAˆê”ت“I‚بچق—؟‚ئ“¯—l‚ةˆµ‚¦‚خ‚و‚¢پB‘fچق‚ئ‚µ‚ؤ‚جJIS‚ھ’è‚ك‚ç‚ꂽچق—؟‚ً‰ءچH‚µ‚ؤژg—p‚·‚éڈêچ‡‚ة‚ ‚ء‚ؤ‚حپA‘fچقگ»‘¢چHڈê‚©‚çگ»•i‰ءچHچH’ِ‚ًŒo‚ؤپDچHژ–Œ»ڈê‚ة”ہ“ü‚³‚ê‚é‚ـ‚إ‚ج—¬‚ê‚ًٹا—‚·‚邱‚ئ‚ة‚و‚ء‚ؤپAڈٹ’è‚ج•iژ؟‚إ‚ ‚邱‚ئ‚ًڈط–¾‚إ‚«‚é‚و‚¤‚ة‚·‚é‚ئ‚و‚¢پB
‹à‘®چHژ–‚ج•\–تڈˆ—‚إ‚حپA‘fچق‚ج‹Kٹi‚إ‚ب‚‰ءچH‹Zڈp‚ج‹Kٹi‚ئ‚µ‚ؤƒAƒ‹ƒ~ƒjƒEƒ€‚ج•\–تڈˆ—‚âچ|چق‚جˆں‰”‚ك‚ء‚«“™‚جJIS‚ھ’è‚ك‚ç‚ê‚ؤ‚¢‚éپB‚±‚ê‚ç‚جژw’è‚ھ‚³‚ꂽچق—؟‚ة‚ ‚ء‚ؤ‚حپA•\–تڈˆ—‚ًچs‚ء‚½چق—؟‚ھڈٹ’è‚ج•iژ؟‚إ‚ ‚邱‚ئ‚ھ—v‹پ‚³‚ê‚éپB‹ï‘ج“I‚ة‚حپA•\–تڈˆ—Œم‚جچق—؟‚ة‘خ‚µ‚ؤژژŒ±‚ًچs‚¢ٹm”F‚·‚邱‚ئ‚ھچl‚¦‚ç‚ê‚é‚ھپA•\–تڈˆ—چHڈê‚جژہگر“™‚ًٹ¨ˆؤ‚µ‚ؤچHڈê‚ج•iژ؟ٹا—‹Lک^‚ة‚و‚ء‚ؤپAŒآپX‚جژژŒ±‚ة‘م‚¦‚邱‚ئ‚àچl‚¦‚ç‚ê‚éپB
‚ب‚¨پA•\–تڈˆ—‚جJIS‚ج‚¤‚؟پAƒAƒ‹ƒ~ƒjƒEƒ€‚ج—z‹ةژ_‰»”ç–ŒپA—z‹ةژ_‰»“h–Œ•،چ‡”ç–Œ‹y‚ر—n—Zˆں‰”‚ك‚ء‚«‚ة‚ ‚ء‚ؤ‚حپAپu‰ءچH‹Zڈpپv‚ةژw’肳‚ê‚ؤ‚¢‚邽‚كپAJIS‚ج”Fڈط‰ءچH‹ئژز‚جچHڈê‚إ‰ءچH‚³‚ꂽچق—؟‚ة‚ ‚ء‚ؤ‚حپA‰ü‚ك‚ؤچق—؟ژژŒ±‚ًچs‚¤•K—v‚ح‚ب‚¢پB
(b) ‹à‘®چHژ–‚جگ»•i‚حپAˆê”ت‚ةچHڈê‚ة‚¨‚¢‚ؤ‰ءچH‚³‚ꌻڈê‚إژو‚è•t‚¯‚ç‚ê‚邽‚كپAŒ»ڈê‚إ‘¢چ‚ف‚ھ‚³‚ê‚éŒڑ’zچHژ–ژي–ع‚ئ”ن‚ׂؤگ،–@گ¸“x‚ح—ا‚¢‚ھپAگفŒvگ}ڈ‘‚ةٹî‚أ‚«‰ءچHŒ`ڈَ‚â‰ءچHگ،–@‚ً’è‚ك‚é‚ة“–‚½‚ء‚ؤ‚حپA’nگkژ‚ج‹““®‚â“ْژث‚ة‚و‚é”MگLڈk‚ج‰e‹؟“™‚ة’چˆس‚µپA‰؛’n‚â‚»‚ج‘¼‚جچق—؟‚ئ‚جژوچ‡‚¢‚ًٹـ‚كپA‘S‘ج‚جژdڈم‚è‚جƒoƒ‰ƒ“ƒX‚ًچl—¶‚µ‚ؤ“Kگط‚ةچs‚ي‚ب‚¯‚ê‚خ‚ب‚ç‚ب‚¢پB
‚ـ‚½پA‹à‘®چHژ–‚ج‚¤‚؟ژè‚·‚è‚âƒ^ƒ‰ƒbƒv“™‚حپAژg—pˆہ‘Sگ«‚ة’¼گع‰e‹؟‚ً‹y‚ع‚·‚½‚كپAŒکŒإ‚ةژو‚è•t‚¯‚ç‚ê‚ؤ‚¢‚é•K—v‚ھ‚ ‚éپBگ»•i‚جژو•t‚¯‚ة“–‚½‚ء‚ؤ‚حپAژ–‘O‚جژو•t‚¯•û–@‚جŒں“¢‚¾‚¯‚إ‚ب‚پAژ{چH“r’†‚جژو•t‚¯ڈَ‘ش‚جٹm”F“™‚ة‚و‚èپAٹ®گ¬Œم‚جژg—pˆہ‘Sگ«‚ًٹm•غ‚إ‚«‚é‚و‚¤‚ة‚·‚éپB
(c) گ»•iژdڈم‚èڈَ‘ش‚ئ‚µ‚ؤ‚حپA—LٹQ‚بڈ‚〈‚¦ٹ|‚è•”‚جژg—pڈم–â‘è‚ئ‚ب‚éڈپA‰ک‚êپA‚ث‚¶‚êپA”½‚èپA‚ض‚±‚ف“™‚ة‚آ‚¢‚ؤپA‚ ‚ç‚©‚¶‚كŒہ“x‚ً’è‚ك‚ؤ‚¨‚«پA‚±‚جŒہ“x“à‚ةژû‚ـ‚ء‚ؤ‚¢‚邱‚ئ‚ئچl‚¦‚ê‚خ‚و‚¢پB
14.1.3 چHپ@–@
(a) ژَچق‚جژو•t‚¯
گ»•i‚â•”چق‚ً‰؛’n‚جƒRƒ“ƒNƒٹپ[ƒg“™‚ة‹à‘®ŒnƒAƒ“ƒJپ[ƒ{ƒ‹ƒg“™‚ً—p‚¢‚ؤ—¯‚ك•t‚¯‚éچH–@‚ة‚حپAپuگو•t‚¯چH–@پvپi‹ë‘ج‚جژ{چHژ‚ة‚ ‚ç‚©‚¶‚كƒAƒ“ƒJپ[ƒ{ƒ‹ƒg“™‚ًگف’u‚µ‚ؤƒRƒ“ƒNƒٹپ[ƒg‚ً‘إ‚؟چ‚ق•û–@پj‚ئپu‚ ‚ئژ{چHƒAƒ“ƒJپ[چH–@پvپiچd‰»Œم‚جƒRƒ“ƒNƒٹپ[ƒg‚ًگْچE‚µ‚ؤپA‚±‚جچE‚ةƒAƒ“ƒJپ[ƒ{ƒ‹ƒg‚ًŒإ’…‚³‚¹‚é•û–@پj‚ئ‚ھ‚ ‚éپB
(i) گو•t‚¯چH–@
‡@پu•Wژdپv14.1.3(a)‚إ‚حپAگ»•i“™‚جژَچق‚حپAŒ´‘¥‚ئ‚µ‚ؤپAچ\‘¢‘ج‚ة‘¹ڈ‚ً—^‚¦‚邨‚»‚ê‚جڈ‚ب‚¢گو•t‚¯چH–@‚إژو‚è•t‚¯‚邱‚ئ‚ئ‚µپA‚â‚ق‚ً“¾‚ب‚¢ڈêچ‡‚ة‚ ‚ئژ{چHƒAƒ“ƒJپ[چH–@‚ج—ق‚ئ‚·‚é‚ئ‚µ‚ؤ‚¢‚éپB
‡A گو•t‚¯چH–@‚ةژg—p‚·‚éƒAƒ“ƒJپ[ƒ{ƒ‹ƒg“™‚ة‚حپA“ھ•t‚«ƒAƒ“ƒJپ[ƒ{ƒ‹ƒgپA“S‹طƒAƒ“ƒJپ[ƒ{ƒ‹ƒgپAٹî‘bƒ{ƒ‹ƒgپAƒCƒ“ƒTپ[ƒg—ق“™‚ھ‚ ‚éپB
‡B ƒRƒ“ƒNƒٹپ[ƒg‘إچ‚ف‚ةچغ‚µ‚ؤ‚حپA‚ ‚ç‚©‚¶‚كƒAƒ“ƒJپ[‚جˆت’u‚â•ûŒü“™‚جگ¸“x‚ًٹm•غ‚·‚é‚و‚¤‚ة’چˆس‚·‚éپB
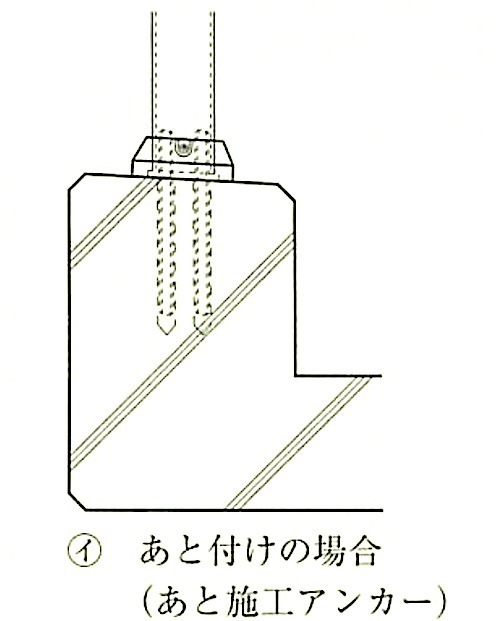
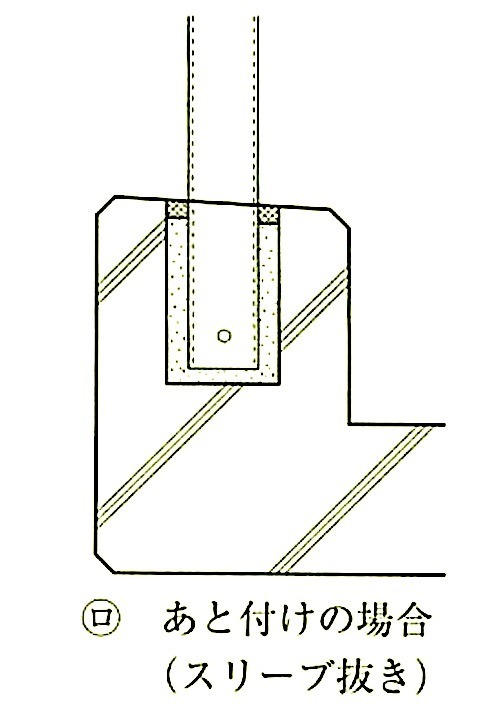
(ii) ‚ ‚ئژ{چHƒAƒ“ƒJپ[چH–@
‡@ ‚ ‚ئژ{چHƒAƒ“ƒJپ[‚حپAژں‚ج‹à‘®ŒnƒAƒ“ƒJپ[‚ئگع’…ŒnƒAƒ“ƒJپ[‚ئ‚ة‘ه•ت‚³‚ê‚éپB
1) ‹à‘®ŒnƒAƒ“ƒJپ[
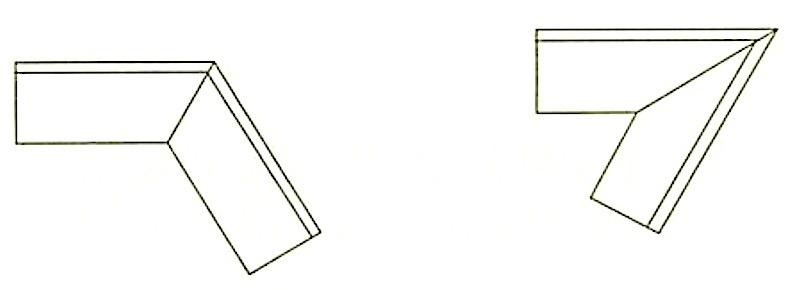
‹ë‘جƒRƒ“ƒNƒٹپ[ƒg–ت‚ةƒhƒٹƒ‹“™‚إڈٹ’è‚جچE‚ً‚ ‚¯‚ؤ‹à‘®ٹg’£ƒAƒ“ƒJپ[‚ً‘}“ü‚µپA‘إŒ‚–”‚ح‰ٌ“]’÷•t‚¯‚ة‚و‚è‰؛•”‚ً‹@ٹB“I‚ةٹg’£‚³‚¹‚ؤƒRƒ“ƒNƒٹپ[ƒg‚ةŒإ’…‚³‚¹‚é•ûژ®‚إ‚ ‚èپAپu‚¨‚ث‚¶Œ`پvپi–{‘ج‚ئƒ{ƒ‹ƒg‚ھˆê‘ج‚ج‚à‚جپj‚ئپu‚ك‚ث‚¶Œ`پvپi–{‘ج‚ئƒ{ƒ‹ƒg‚ھ•ھ—£‚µ‚ؤ‚¢‚é‚à‚جپj‚ھ‚ ‚èپAژي—ق‚ة‚و‚èچH–@‹y‚ر‘د—ح“ءگ«‚ھ’ک‚µ‚ˆظ‚ب‚é‚ج‚إ’چˆس‚ھ•K—v‚إ‚ ‚éپB
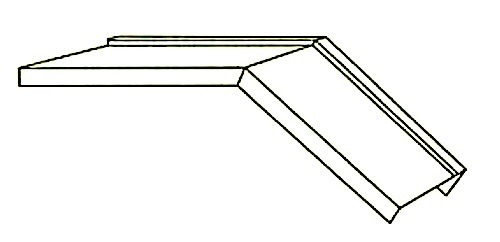
‚»‚جŒ`ڈَ‚ج—ل‚ًگ}14.1.1‚ةپAژ{چH‚ج—ل‚ًگ}14.1.2‚ةژ¦‚·پB
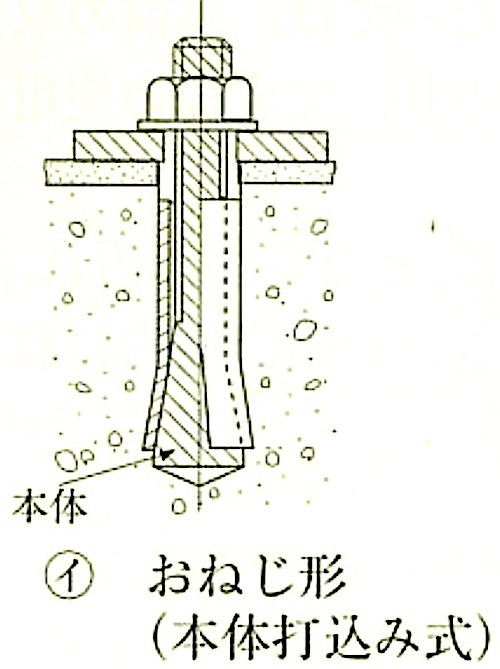
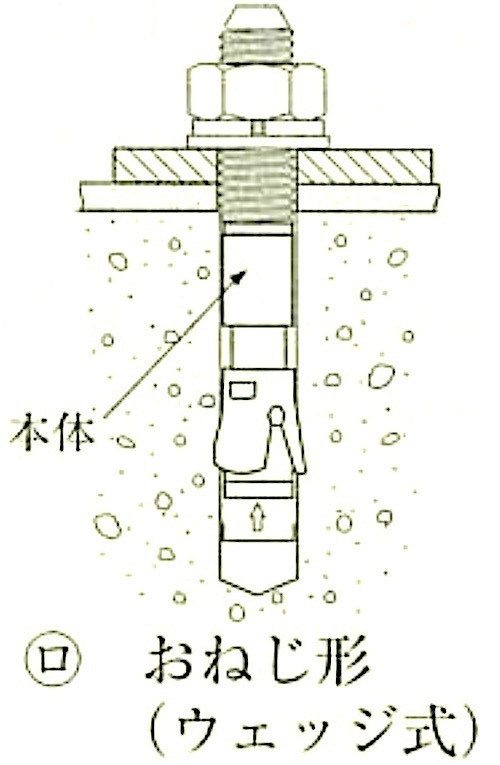
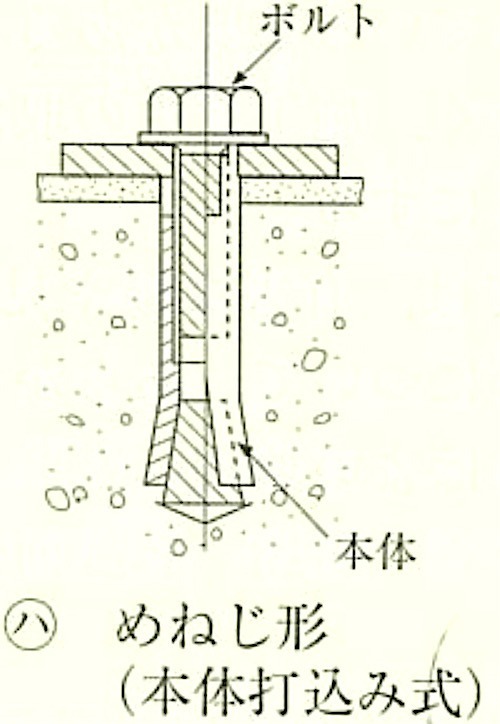
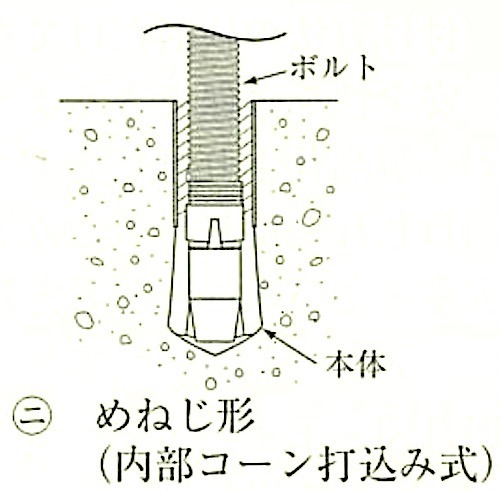
گ}14.1.1 ‹à‘®ŒnƒAƒ“ƒJپ[‚جŒ`ڈَ‚ج—ل
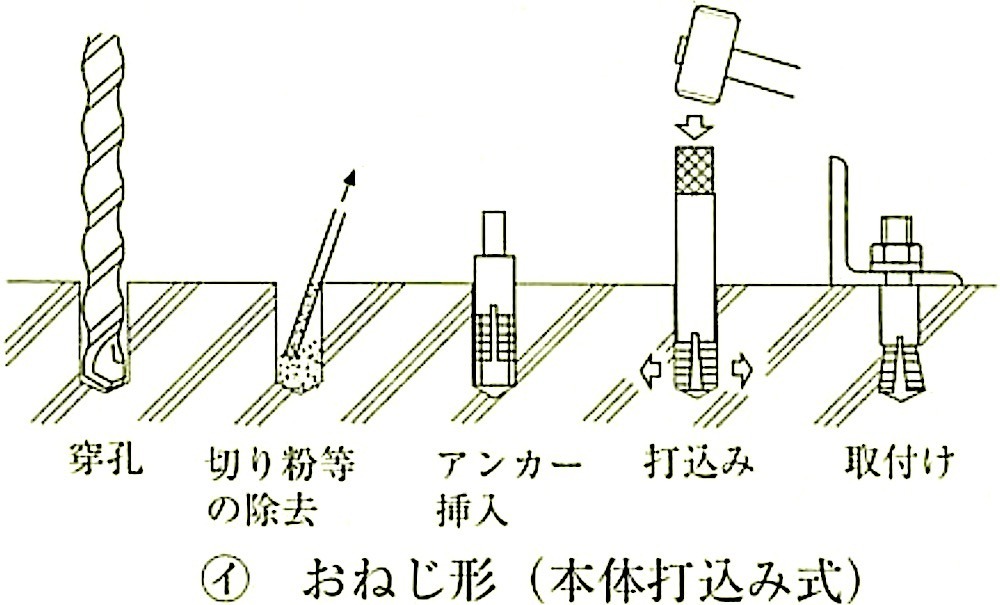
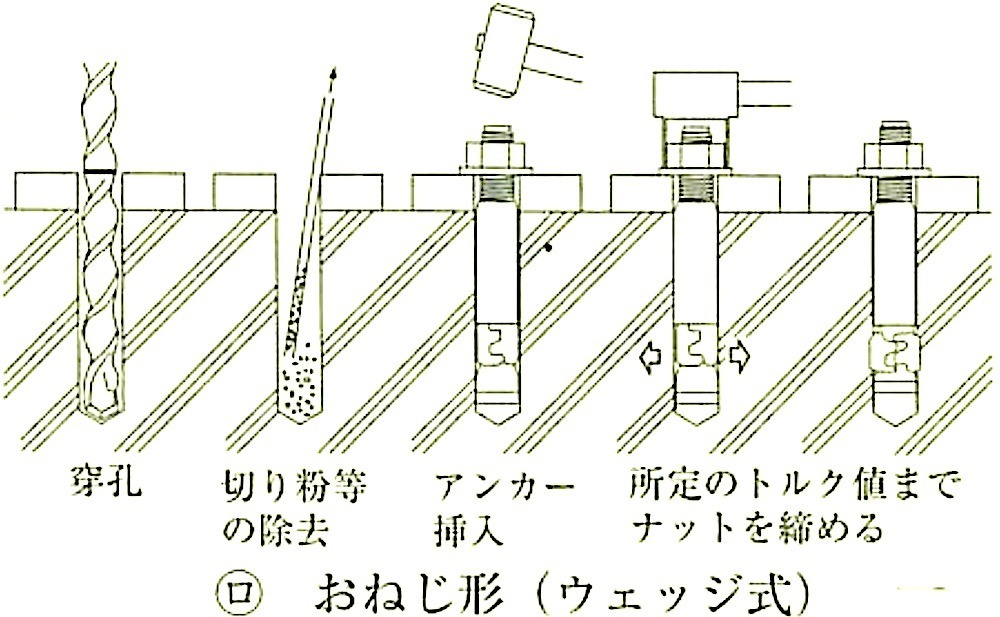
گ}14.1.2 ‹à‘®ŒnƒAƒ“ƒJپ[‚جژ{چH‚ج—ل
2) گع’…ŒnƒAƒ“ƒJپ[
‹ë‘جƒRƒ“ƒNƒٹپ[ƒg–ت‚ةƒhƒٹƒ‹“™‚إڈٹ’è‚جچE‚ً‚ ‚¯پA‚»‚ج“à‚ةگع’…چـ‚ً’چ“ü‚µ‚ؤƒAƒ“ƒJپ[ƒ{ƒ‹ƒg‚ً–„‚كچ‚ق•û–@پi’چ“üŒ^پj‚ئپAچE“à‚ةژ÷ژ‰‹y‚رچd‰»‘£گiچـپEچœچق“™‚ًڈ[“U‚µ‚½ƒKƒ‰ƒXٹا‚جƒJƒvƒZƒ‹‚ً‘}“ü‚µپAƒAƒ“ƒJپ[ƒ{ƒ‹ƒg‚ً‚»‚جڈم‚©‚çƒnƒ“ƒ}پ[ƒhƒٹƒ‹“™‚ج‰ٌ“]‘إŒ‚‚ة‚و‚ء‚ؤ‘إ‚؟چ‚ق‚±‚ئ‚ة‚و‚èپAگع’…چـ‚جژهگ¬•ھپiژهچـپjپAچd‰»چـپAچœچقپA•²چس‚³‚ꂽƒKƒ‰ƒXٹا“™‚ھچ¬چ‡‚³‚ê‚ؤچd‰»‚µپAگع’…—ح‚ة‚و‚ء‚ؤŒإ’肳‚ê‚é•û–@پiƒJƒvƒZƒ‹Œ^پj‚ھ‚ ‚éپB
گع’…ŒnƒAƒ“ƒJپ[‚ج—¯ˆسژ–چ€“™‚حپAژں‚ج‚و‚¤‚ب‚à‚ج‚إ‚ ‚éپB
پEگع’…چق—؟‚ة‚حپAƒ|ƒٹƒGƒXƒeƒ‹ŒnپAƒGƒ|ƒLƒVƒAƒNƒٹƒŒپ[ƒgŒnپiƒrƒjƒ‹ƒGƒXƒeƒ‹Œn‚ئ‚àŒؤ‚شپBپjپAƒrƒjƒ‹ƒEƒŒƒ^ƒ“ŒnپDƒGƒ|ƒLƒVŒnژ÷ژ‰“™‚ج—L‹@Œn‚ئƒZƒپƒ“ƒg—ق‚ج–³‹@Œn‚ئ‚ھ‚ ‚éپB
پE‹à‘®ٹg’£ƒAƒ“ƒJپ[‚ة”ن‚×پAˆê”ت‚ة–„چ‚فگ[‚³‚ھٹm•غ‚³‚ê‚ؤ‚¢‚é‚ج‚إپAˆّ’£‘د—ح‚ھ‘ه‚«‚¢پB
پE‘د”Mگ«پA‘د‰خگ«–”‚ح‘د–ٍ•iگ«‚ھ—v‹پ‚³‚ê‚é•”ˆت‚ةژg—p‚·‚éڈêچ‡‚ة‚حڈ\•ھ’چˆس‚·‚éپB
پE ‘د—ح‚جŒo”N•د‰»‚ج—L–³‚ة‚آ‚¢‚ؤ‚حپAگ»‘¢ڈٹ“™‚جƒfپ[ƒ^“™‚ة‚و‚èڈ\•ھŒں“¢‚·‚éپB
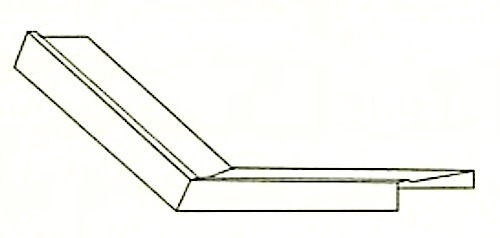
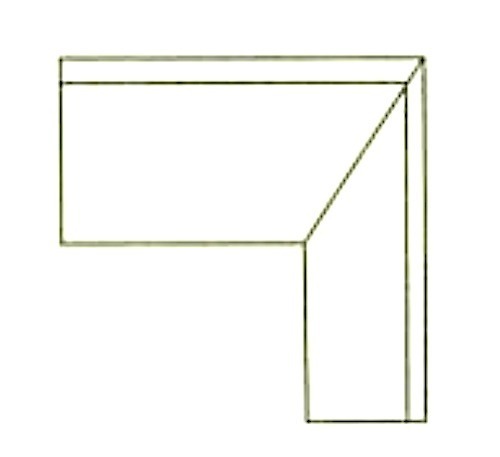
گع’…ŒnƒAƒ“ƒJپ[‚جŒ`ڈَ‚ج—ل‚ًگ}14.1.3‚ةپA‚»‚جژ{چH‚ج—ل‚ًگ}14.1.4‚ةژ¦‚·پB
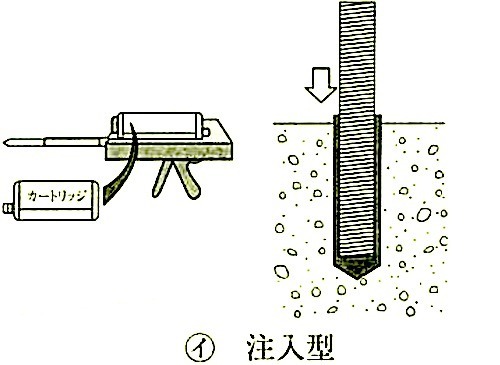
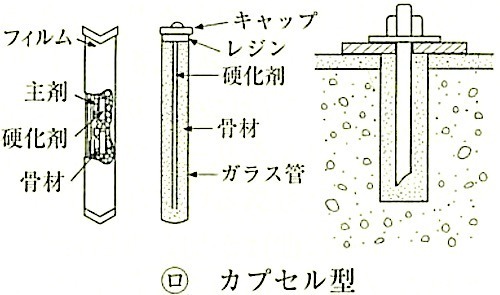
گ}14.1.3 گع’…ŒnƒAƒ“ƒJپ[‚جŒ`ڈَ‚ج—ل
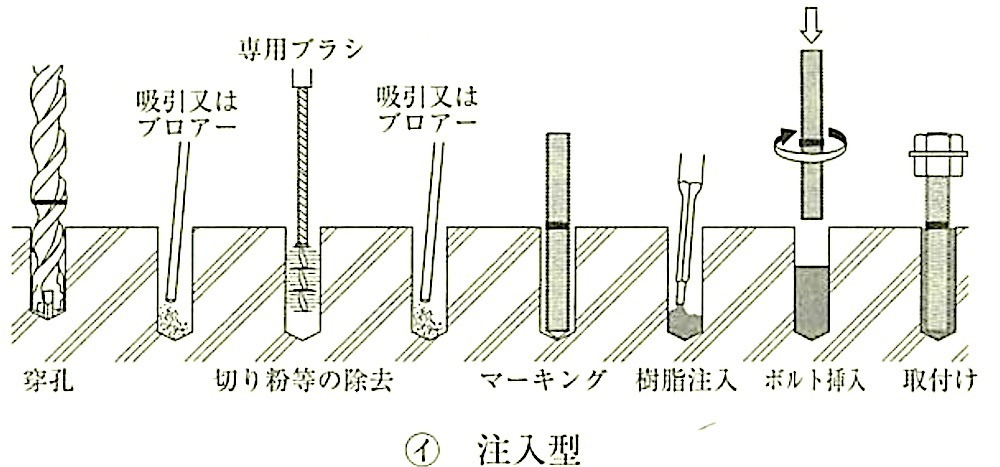
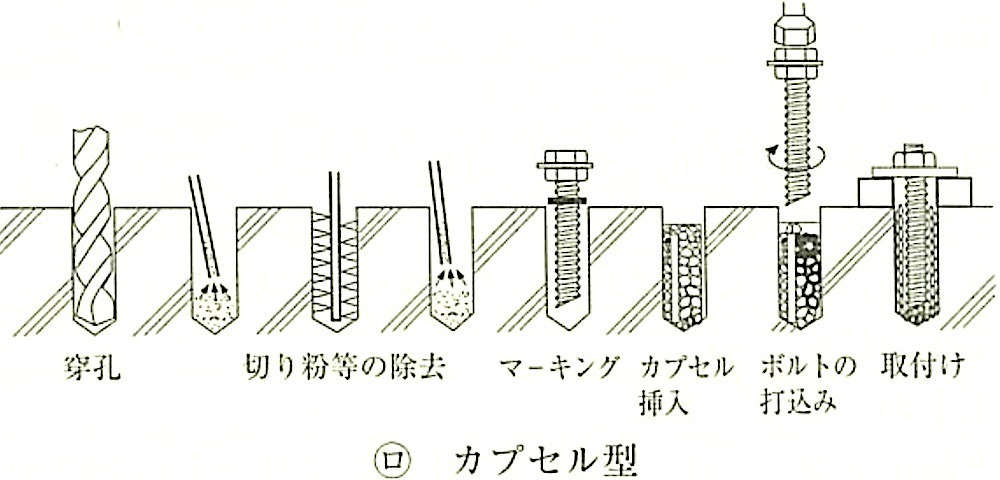
گ}14.1.4 گع’…ŒnƒAƒ“ƒJپ[‚جژ{چH‚ج—ل
‡A ژ{چH•û–@“™
1) ‚ ‚ئژ{چHƒAƒ“ƒJپ[چH–@‚جٹJ”پE•پ‹y‚ھگi‚ٌ‚إ‚«‚½‚±‚ئ‚â•K—v‚بˆت’u‚ةگ³ٹm‚ةگف’u‚إ‚«‚邱‚ئ‚ب‚ا‚ة‚و‚èپA‹ك”NپAگ»•i‚â“àٹO‘•چق‚جژو•t‚¯‚ج‚ف‚إ‚ب‚پAڈd—ت•¨‚âٹù‘¶Œڑ’z•¨“™‚ة‚¨‚¯‚é‘دگk•â‹•”چق‚جژو•t‚¯“™‚ة‚àچL‚ژg—p‚³‚ê‚é‚و‚¤‚ة‚ب‚ء‚ؤ‚«‚½پB
پu•Wژdپv14.1.3(b)‚إ‚حپAپu‚ ‚ئژ{چHƒAƒ“ƒJپ[‚ج—ق‚ئ‚·‚éڈêچ‡‚حپAڈ\•ھ‘دƒJ‚ج‚ ‚é‚à‚ج‚ئ‚·‚éپBپv‚ئ‹K’肵‚ؤ‚¢‚éپB’تڈيپAˆّ”²‚«‰×ڈd‚ج1/3 ’ِ“x‚ھگفŒv—pˆّ’£‹“x‚ئ‚³‚ê‚ؤ‚¢‚é‚ھپA‹ë‘جƒRƒ“ƒNƒٹپ[ƒg‚ج‹“x‚âژ{چH•iژ؟“™‚à“¥‚ـ‚¦‚ؤŒں“¢‚·‚é•K—v‚ھ‚ ‚éپB
2) ‚ ‚ئژ{چHƒAƒ“ƒJپ[‚جژي—قپA‘د—حپA’f–تگ،–@پAٹشٹu“™‚جŒں“¢‚ة“–‚½‚ء‚ؤ‚حپA‰×ڈdڈًŒڈ“™‚ًگ®—‚µپAگفŒv—pˆّ’£‹“xˆب‰؛‚ئ‚ب‚é‚و‚¤‚ة‚·‚éپB
‚ب‚¨پA‘د—ح‚حپAƒRƒ“ƒNƒٹپ[ƒg“™‚ج‰؛’n‚جڈَ‘شپA‚ض‚è‚ ‚«گ،–@پAƒAƒ“ƒJپ[ƒsƒbƒ`پiٹشٹuپjپA–„چ‚فگ[‚³“™‚àڈd—v‚ب—v‘f‚إ‚ ‚èپA“K—p•”ˆت‚â—p“r‚ة‚و‚èˆظ‚ب‚é‚ھپAˆê”ت‚ةپA‚ض‚è‚ ‚«‹y‚رٹشٹu‚ح–„چ‚فگ[‚³‚ج2”{ˆبڈم‚ئ‚µ‚ؤ‚¢‚éپB‚ـ‚½پAƒRƒ“ƒNƒٹپ[ƒgƒuƒچƒbƒN“™‚ةگف’u‚·‚éڈêچ‡‚حپAڈٹ—v‚ج‘د—ح‚ھٹْ‘ز‚إ‚«‚ب‚¢‚±‚ئ‚à‚ ‚é‚ج‚إ’چˆس‚·‚éپB
3) ƒAƒ“ƒJپ[‚ة‹ب‚°‚ھ‰ء‚ي‚éڈêچ‡‚âŒJ•ش‚µ‰×ڈd‚â’·ژٹش‚ة‚ي‚½‚èگU“®‚ًژَ‚¯‚éڈêچ‡“™‚حپA‘د—ح‚ھ’ک‚µ‚’ل‰؛‚·‚邱‚ئ‚ھ‚ ‚é‚ج‚إپA•K—v‚ة‰‚¶‚ؤگفŒv’S“–ژز‚ئ‘إ‚؟چ‡‚ي‚¹‚ؤŒں“¢‚·‚éپB
4) ‚ ‚ئژ{چHƒAƒ“ƒJپ[چH–@‚ئ‚·‚éڈêچ‡‚حپA–hگ…‘w‚جٹر’تپA–„چ‚ف”zٹا“™‚ض‚ج‘¹ڈ‚ً—^‚¦‚ب‚¢‚و‚¤ژ–‘O‚ة‘خچô‚ًچu‚¸‚é•K—v‚ھ‚ ‚éپB
5) پu•Wژdپv‚إ‚حپAچ\‘¢‘د—ح–”‚حˆہ‘Sڈمڈd—v‚ب•”•ھ‚ةژg—p‚·‚éڈêچ‡‚ة‚حپA“ء‹L‚ة‚و‚èˆّ”²‚«‘د—ح‚جٹm”FژژŒ±‚ًچs‚¤‚±‚ئ‚ئ‚µ‚ؤ‚¢‚éپB
ژژŒ±‰سڈٹگ”‚حپA1ƒچƒbƒg“–‚½‚è3–{ˆبڈم‚ئ‚·‚éپB
‚ب‚¨پAٹm”FژژŒ±‚ًچs‚¤‚ئ“ء‹L‚³‚ꂽڈêچ‡‚إ‚àپAچ\‘¢‘د—ح‹y‚رˆہ‘Sڈم‚©‚çŒyˆص‚ئŒ©‚ب‚¹‚éƒچƒbƒg‚إ‚حپAژژŒ±‚ًڈب—ھ‚إ‚«‚é‚ئ‚µ‚ؤ‚¢‚éپB‚µ‚½‚ھ‚ء‚ؤپAٹؤ“آگEˆُ‚حپA‚ ‚ئژ{چHƒAƒ“ƒJپ[‚جژو•t‚¯ڈَ‹µ“™‚ًچl—¶‚µ‚ؤپAˆہ‘Sگ«‚ة–â‘è‚ھ‚ب‚¯‚ê‚خژژŒ±‚ًڈب—ھ‚³‚¹‚ؤ‚à‚و‚¢پB
6) Œ»ڈê‚ة‚¨‚¢‚ؤˆّ”²‚«‘د—ح‚جٹm”FژژŒ±‚ًچs‚¢چ‡ٹi‚µ‚½‚à‚ج‚حپA‚»‚ج‚ـ‚ـچHژ–‚إچج—p‚³‚ê‚邽‚كپAژژŒ±‰×ڈd‚حگفŒv—pˆّ’£‹“x‚ـ‚إ‚ئ‚µپA”j‰َ‚ةژٹ‚é‚ـ‚إ‚ج‰ء—ح‚حچs‚ي‚ب‚¢‚±‚ئ‚ئ‚µ‚ؤ‚¢‚éپB
7) ڈيژپAˆّ’£—ح‚ھچى—p‚·‚é•”ˆتپi—ل‚¦‚خŒ©ڈم‚°–ت“™‚ةژ{چH‚·‚éڈêچ‡پj‚ة‚¨‚¢‚ؤپAˆّ”²‚«•ûŒü‚ة‚ ‚ئژ{چHƒAƒ“ƒJپ[‚ً“K—p‚·‚邱‚ئ‚ح”ً‚¯‚éپB‚½‚¾‚µپAˆّ”²‚«•ûŒü‚ة“K—p‚µ‚ب‚¯‚ê‚خ‚ب‚ç‚ب‚¢ڈêچ‡‚حپAƒtƒFپ[ƒ‹ƒZپ[ƒt‚ًٹـ‚ك‚ؤˆہ‘Sگ«‚ًڈ\•ھ‚ةŒں“¢‚·‚éپB
8) ژ{چHڈم‚جژه‚ب—¯ˆسژ–چ€
‚ ‚ئژ{چHƒAƒ“ƒJپ[‚ج‘د—ح‚حپA‹ë‘جƒRƒ“ƒNƒٹپ[ƒg‚ج‹“x‚âژ{چH•iژ؟‚ة‘ه‚«‚چ¶‰E‚³‚ê‚邽‚كپAژں‚جژ–چ€‚ة—¯ˆس‚µپAٹmژہ‚بژ{چHٹا—‚ًچs‚ي‚¹‚é•K—v‚ھ‚ ‚éپB
پE ڈٹ’è‚جƒhƒٹƒ‹Œa‚ج‘I’è‹y‚رگْچEگ[‚³‚جٹm•غپiƒhƒٹƒ‹‚ةƒ}پ[ƒLƒ“ƒO‚ًژ{‚·‚ب‚اپjپB
‚ب‚¨پAƒ‚ƒ‹ƒ^ƒ‹“™ژdڈمچق‚جŒْ‚³‚حپC—LŒّ–„چ‚فگ[‚³‚ةٹـ‚ك‚ب‚¢پB
پEگْچE“à‚جگ´‘|پAˆظ•¨‚جڈœ‹ژ‚ًٹmژہ‚ةچs‚¤پB
پE‹ë‘ج•iژ؟‚ة‚و‚èپA“¤”آ“™‚ً—L‚·‚éڈêچ‡‚حپA‚»‚ج•”ˆت‚ً”ً‚¯‚ؤژ{چH‚·‚éپB
پEژ{چHٹ®—¹Œم‘Sگ”‚ة‚آ‚¢‚ؤپA–عژ‹‚ة‚و‚é‘إچ‚ف‘م‚جٹm”FپA‘إŒ‚‰¹پiژ育‚½‚¦پjپA’÷•t‚¯ƒgƒ‹ƒN‚ة‚و‚éٹm”F“™‚ج‚ظ‚©پAگ»‘¢ڈٹ“™‚جژw’è‚·‚éٹm”Fژ–چ€“™‚ًچs‚¤پB
پEگع’…ŒnƒAƒ“ƒJپ[‚جڈêچ‡‚حپAژ{چH’†پAگع’…چق—؟‚ج—¬“®گ«پAƒ{ƒ‹ƒg‚جƒ}پ[ƒLƒ“ƒOپA‚©‚‚ح‚ٌڈَ‘شپAگع’…چق—؟‚جڈ[“Uڈَ‘شپAƒ{ƒ‹ƒg‚ج–„گفڈَ‘ش“™‚ة‚آ‚¢‚ؤٹm”F‚·‚éپB
‚ـ‚½پAژ{چHٹ®—¹Œمژ©ژهŒںچ¸‚ًچs‚¤پBژ©ژهŒںچ¸چ€–ع‚حپA–عژ‹پAگعگG‹y‚ر‘إ‰¹Œںچ¸‚ئ‚·‚éپB
پE‚ ‚ئژ{چHƒAƒ“ƒJپ[‚ج•iژ؟پEگ«”\‚ًٹm•غ‚·‚邽‚ك‚ة‚حپAژ{چH‚·‚é‹Zڈpژز‚ج‹Z—ت“™‚ھڈd—v‚إ‚ ‚éپB‚±‚ê‚ًˆغژپEŒüڈم‚³‚¹‚邽‚ك‚جˆê—ل‚ئ‚µ‚ؤپA(-ژذ)“ْ–{Œڑ’z‚ ‚ئژ{چHƒAƒ“ƒJپ[‹¦‰ï‚إ‚حپA•½گ¬8”N‚©‚çپu‚ ‚ئژ{چHƒAƒ“ƒJپ[‹Zڈpژزژ‘ٹi”F’èژژŒ±پv‚ًژہژ{‚µ‚ؤ‚¢‚éپB
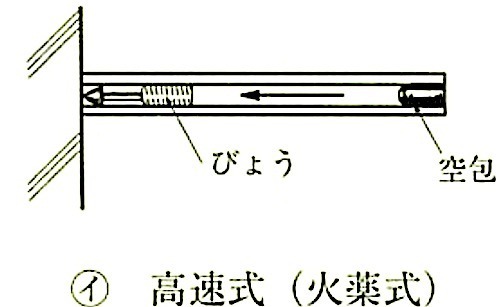
(iii) ”ژث‘إچ‚ف‚ر‚ه‚¤
پu•WژdپvˆبٹO‚جچH–@‚ئ‚µ‚ؤپA”ژث‘إچ‚ف‚ر‚ه‚¤‚ھ‚ ‚éپB‚±‚جچH–@‚حƒRƒ“ƒNƒٹپ[ƒg‚âچ|چق“™‚ة“K‰‚·‚é‚ر‚ه‚¤‘إ‚؟‹@‚ً—p‚¢‚ؤپA‹َ•ïپi‚ر‚ه‚¤‘إ‚؟‹@—p‹َ•ïپj‚ج‰خ–ٍ‚ج”RڈؤƒKƒX‚ة‚و‚è‘إ‚؟چ‚ق‚à‚ج‚إپA‚ر‚ه‚¤‘إ‚؟‹@‚حپuڈe–C“پŒ•—قڈٹژ“™ژو’÷–@پv‚ج“K—p‚ًژَ‚¯پA‹َ•ï‚حپu‰خ–ٍ—قژو’÷–@پv‚ة‚و‚é‹Kگ§‚ًژَ‚¯‚ؤ‚¨‚èپAڈٹژ‹y‚رژg—p‚ة“–‚½‚ء‚ؤ‚ح–@—ك“™‚ة’è‚ك‚ç‚ꂽژ葱‚«‚ھ•K—v‚إ‚ ‚éپB
‚µ‚©‚µپAچإ‹ك‚إ‚حپA‚±‚ê‚ç–@—ك“™‚ة’ïگG‚µ‚ب‚¢ƒKƒXژ®‚ج‚ر‚ه‚¤‘إ‚؟‹@‚àژg—p‚³‚ê‚ؤ‚¢‚éپB
1) ‚ر‚ه‚¤‘إ‚؟‹@‚ح‚»‚ج‹@چ\‚ة‚و‚èپAپuچ‚‘¬ژ®پvپi‰خ–ٍ‚جƒKƒX‚ً’¼گع‚ر‚ه‚¤‚ةچى—p‚³‚¹‚é‚à‚جپj‚ئپu’ل‘¬ژ®پvپiڈeŒû“à‚ةƒsƒXƒgƒ““™‚ج’†ٹش‹@چ\‚ً—L‚·‚é‚à‚ج‚إپA‰؛’n‚ةٹر“ü‚·‚éچغ‚ج‘¬“x‚ھ”نٹr“I’x‚¢‚à‚جپj‚ئ‚ھ‚ ‚é‚ھپAˆê”ت‚ةŒڑ’z‚جŒ»ڈê‚إ‚حپu’ل‘¬ژ®پv‚ھ—p‚¢‚ç‚ê‚ؤ‚¢‚éپB‚ـ‚½پAƒKƒXژ®‚ج‚ر‚ه‚¤‘إ‚؟‹@‚ج‹@چ\‚àپu’ل‘¬ژ®پv‚إ‚ ‚éپiگ}14.1.5ژQڈئپjپB
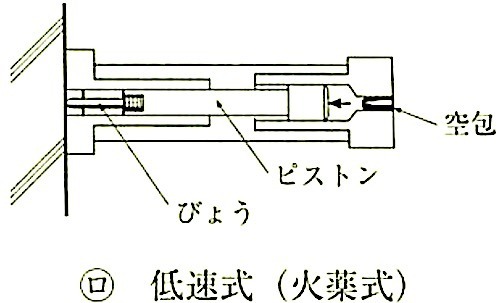
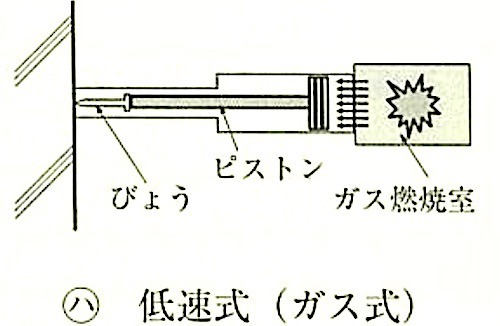
گ}14.1.5 ‚ر‚ه‚¤‘إ‚؟‹@‚ج‹@چ\
2) ‚ر‚ه‚¤‘إ‚؟‹@‚ج‹َ•ï‚حپA‚ر‚ه‚¤‘إ‚؟‹@‚جگ»‘¢ڈٹ‚ھژw’è‚·‚é‚à‚ج‚ئ‚·‚éپB
‚ـ‚½پA‚ر‚ه‚¤‘إ‚؟‹@‚ة‚حپAٹeژي–hژ~‘•’u‚âˆہ‘S‘•’u“™‚ھگف‚¯‚ç‚ê‚ؤ‚¢‚é‚ھپAژوˆµ‚¢‚ة‚ح’چˆس‚·‚éپB
‚ب‚¨پA‹َ•ï‚ج‹‚³‚ة‚و‚èپAژمپE’†پE‹“™‚ة•ھ‚¯‚ç‚êپAگF‚إژ¯•ت‚³‚ê‚ؤ‚¢‚éپB
3) ƒRƒ“ƒNƒٹپ[ƒg‚ة‘خ‚·‚é“Kگ³‚بٹر“üگ[‚³‚حپA‚ر‚ه‚¤ژ²Œa 27mm پ}5mm‚إپA‚»‚êˆبڈمگ[‚ٹر“ü‚³‚¹‚ؤ‚à‚ر‚ه‚¤‚جŒإ’…—ح‚ح‘ه‚«‚‚ب‚ç‚ب‚¢پB
4) ژ{چHڈم‚جژه‚ب—¯ˆسژ–چ€
پE‰؛’n‚جڈَ‹µ‚ًٹm”F‚·‚éپB“ء‚ةچقژ؟‚ئŒْ‚³‚ة’چˆس‚·‚éپB
پE‚ر‚ه‚¤‚ھ‰؛’n‚ًٹر’ت‚·‚邨‚»‚ê‚ھ‚ ‚éڈêچ‡‚ة‚حپAژg—p‚µ‚ب‚¢پB
پE‰üڈCچHژ–“™‚إٹù‘¶‚جƒRƒ“ƒNƒٹپ[ƒgپAٹشژdگطپAƒXƒ‰ƒu“™‚ةژ{چH‚·‚éڈêچ‡‚ح‰؛’n‚جڈَ‘ش‹y‚ر”wŒم‚جڈَ‹µ‚ًٹm”F‚µپAڈ\•ھ‚ةˆہ‘Sگ«‚ًٹm•غ‚·‚éپB
پEƒRƒ“ƒNƒٹپ[ƒg‚ة‘إ‚؟چ‚قڈêچ‡پA’[•”‚ج’[‹َ‚«‚ح70mmˆبڈمپA‘إچ‚فٹشٹu‚ح80mmˆبڈمپA•êچقŒْ100mmˆبڈم‚ھŒ´‘¥‚ئ‚³‚ê‚ؤ‚¢‚éپB
‚ب‚¨پA“¯‚¶‰سڈٹ‚ة2“x‘إ‚؟‚µ‚ؤ‚ح‚ب‚ç‚ب‚¢پB
پEژو•t‚¯•¨‚²‚ئ‚ةŒQپi•،گ”–{پj‚ة‚و‚é—¯•t‚¯‚ًŒ´‘¥‚ئ‚µ‚ؤ‚¢‚éپB
پE‚ر‚ه‚¤‘إ‚؟‹@‚جژوˆµ‚¢‚ة‚آ‚¢‚ؤ‚حپA(Œِژذ) ‘Sچ‘‰خ–ٍ—ق•غˆہ‹¦‰ïپuŒڑگف—p‚ر‚ه‚¤‘إ‚؟ڈeپA“¯‹َ•ï‚جˆہ‘S‚بژوˆµ‚¢پv‚ةپA‚»‚ج—v—ج‚ھژ¦‚³‚ê‚ؤ‚¢‚é‚ج‚إژQچl‚ة‚·‚é‚ئ‚و‚¢پB
(b) ‹à‘®‚ج•…گH‚ئگعگG•…گH–hژ~•û–@
(1) ‹à‘®‚ج•…گH‚ً‘ه•ت‚·‚é‚ئژں‚ج‚و‚¤‚ة‚ب‚éپB
•…پ@گH
ژ¼گHپFگع‚·‚éٹآ‹«‚ة‰t‘ج‚ھ‚ ‚éڈêچ‡‚ج•…گH‚إ‚ ‚èپA200پژˆب‰؛‚إ‹N‚±‚é•…گH‚ح‚±‚ê‚ة‘®‚·‚éپB‰–پAˆں—°ژ_ƒKƒX“™‚ح•…گH‚ً‘£گi‚·‚éپB
ٹ£گHپFگع‚·‚éٹآ‹«‚ة‰t‘ج‚ھ‚ب‚‚ؤ‚àگ¶‚¶‚é•…گH‚إپA200پژˆبڈم‚إ‚ب‚¯‚ê‚خگ¶‚¶‚ب‚¢پB
(2) ’تڈي‚ج•…گH‚حپA“d‰ًژ؟‚جگ…—n‰t‚ً“d‰ً‰t‚ئ‚·‚é‹ا•”“d’rچ\گ¬‚ة‚و‚è“d‹C•ھ‰ً‚ً‹N‚±‚µپA—z‹ة‘¤‚ج‹à‘®‚ھڈء–ص‚·‚éژ¼گH‚إ‚ ‚éپB
‹ا•”“d’rچ\گ¬‚جŒ´ˆِ‚حژيپX‚ ‚é‚ھپAژه‚ب‚à‚ج‚حژں‚ج‚ئ‚¨‚è‚إ‚ ‚éپB
(i) ‹à‘®–ت‚ج‘gگ¬پA‘gگD‚»‚ج‘¼‚ج•s‹دˆêگ«
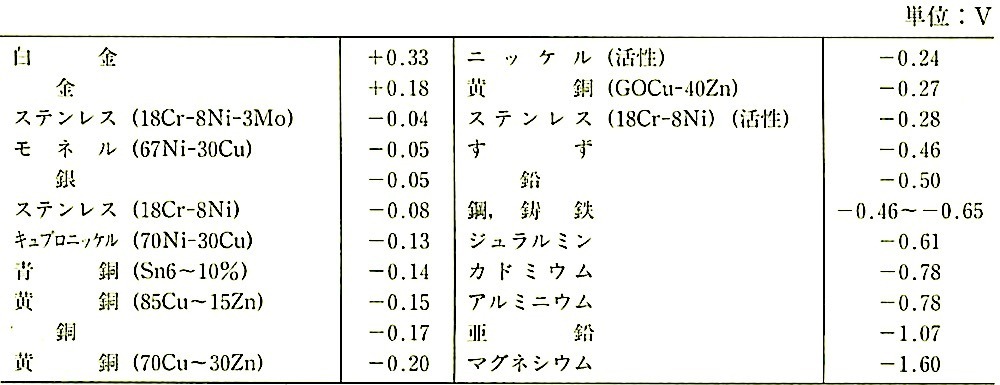
(ii) ˆظژي‹à‘®‚جگعگGپiگعگG•…گH‚ئ‚¢‚¤پBپjپBˆظژي‹à‘®‚ة‚ح“d‹ة“dˆت‚ج‘ٹˆظ‚ھ‚ ‚èپA“dˆت‚جچ·‚ھ‘ه‚«‚¯‚ê‚خ•…گH‚جگi‚ف•û‚ح‘پ‚‚ب‚éپB“d‹ة“dˆت‚ة‚آ‚¢‚ؤ‚ح•\14.1.1‚ةژ¦‚·پB
(iii) گ…‚ة—n‰ً‚·‚éژ_‘f”Z“x‚جچ·پBگ…–ت•t‹ك‚حپA•…گH‚ھ”گ¶‚µ‚â‚·‚¢پi’ت‹Cچ·•…گH ‚ئ‚¢‚¤پBپj‚ھ‚±‚ê‚حژ_‘f”Z“x‚جچ·‚ھ‰e‹؟‚µ‚ؤ‚¢‚éپB“¯—l‚ةپAŒ„ٹش‚ ‚é‚¢‚حگ[‚¢ڈ“™‚ھ‚ ‚é‚ئپAŒ„ٹش‚ج’ê‚ئ‚ج”Z“xچ·‚ة‚و‚è•…گH‚ھگiچs‚·‚éپiŒ„ٹش•…گH‚ئ‚¢‚¤پBپjپB
•\14.1.1 ٹCگ…’†‚ة‚¨‚¯‚é‹à‘®‚ج“d‹ة“dˆتپi–Oکa“ù‚µ‚ه‚¤ٹîڈ€پj
(3) ‹à‘®‚جگعگG•…گH‚ج–hژ~‚ج‚½‚ك‚جڈˆ’u
(i) “d‹ة“dˆت‚جچ·‚جڈ¬‚³‚¢چق—؟‚ً‘I‚ٌ‚إ—p‚¢‚邱‚ئپB“d‹ة“dˆت‚حٹآ‹«ڈًŒڈ“™‚ة‚و‚è•د‰»‚·‚é‚ھ•\14.1.1‚ًژQچl‚ة‚·‚é‚ئ‚و‚¢پB
(ii) چق—؟‚ئچق—؟‚جٹش‚ةگâ‰ڈچق‚ً‘}“ü‚·‚éپB
‡@ “îچ|‚ئƒAƒ‹ƒ~ƒjƒEƒ€‚جڈêچ‡
1) “îچ|‚ً“h‘•“™‚ة‚و‚èگâ‰ڈ‚·‚éپB
2) ƒ|ƒٹƒTƒ‹ƒtƒ@ƒCƒhŒn‚جƒVپ[ƒٹƒ“ƒOچق‚ًگعچ‡•”‚ة‚±‚ؤ“h‚è‚·‚ê‚خ”ٌڈي‚ةŒّ‰ت‚ھ‚ ‚éپB
‡A ƒXƒeƒ“ƒŒƒX‚ئچ|–”‚ح“؛چ‡‹à‚جڈêچ‡
‰–‰»ƒrƒjƒ‹چق“™‚جگâ‰ڈچق‚إˆê•û‚ً”ي•¢‚·‚é‚©پAٹش‚ة‹²‚قپA‚ ‚é‚¢‚حچ‡‚ي‚¹–ع‚ج‘Sژü‚ة‚ي‚½‚ء‚ؤƒVپ[ƒٹƒ“ƒOچق‚إٹ®‘S‚ةƒVپ[ƒ‹‚·‚éپB
‡B ƒAƒ‹ƒ~ƒjƒEƒ€‚ئ“؛‚جڈêچ‡
ƒGƒ|ƒLƒVŒn‚ج“h—؟–”‚حƒ^پ[ƒ‹ƒGƒ|ƒLƒVŒn‚ج“h—؟‚ً“h‚è•t‚¯‚éپB
(iii) ƒAƒ‹ƒ~ƒjƒEƒ€‚ئƒ‚ƒ‹ƒ^ƒ‹‚ ‚é‚¢‚ح–طچق‚ئ‚جگعگG•…گH‚ج–hژ~
‡@ ƒ‚ƒ‹ƒ^ƒ‹‚ةژg—p‚·‚éچ»‚ح‰–•ھ‚جڈ‚ب‚¢‚à‚جپiNaClٹ·ژZ‚إ0.04پ“ˆب‰؛پj‚ًژg—p‚·‚éپB
‡A –طچق‚ح‰–•ھ‚âگ…•ھپiٹـگ…—¦20پ“ˆب‰؛پj‚جڈ‚ب‚¢‚à‚ج‚ًژg—p‚·‚éپB
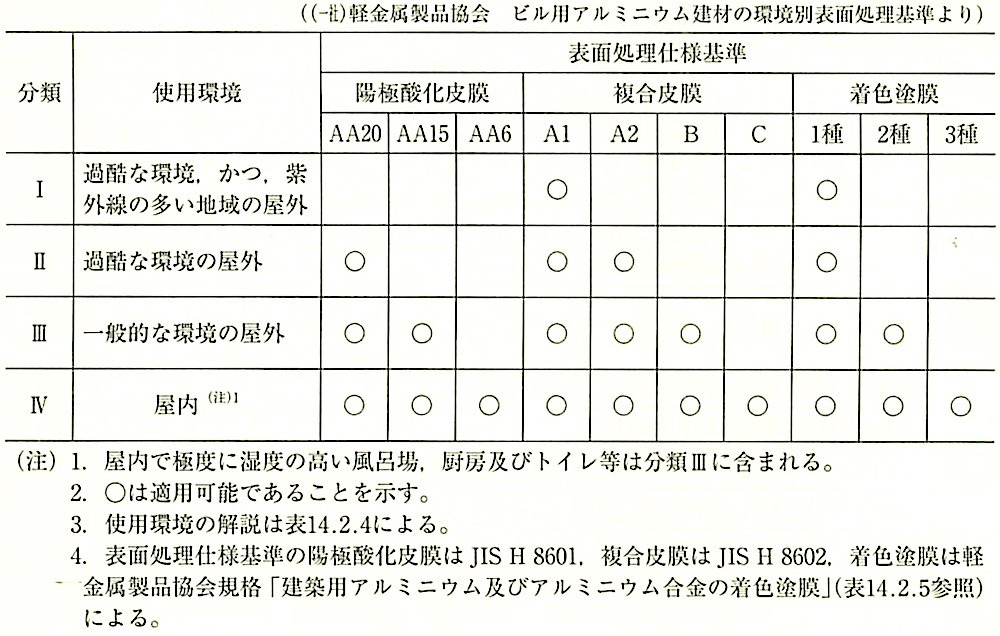
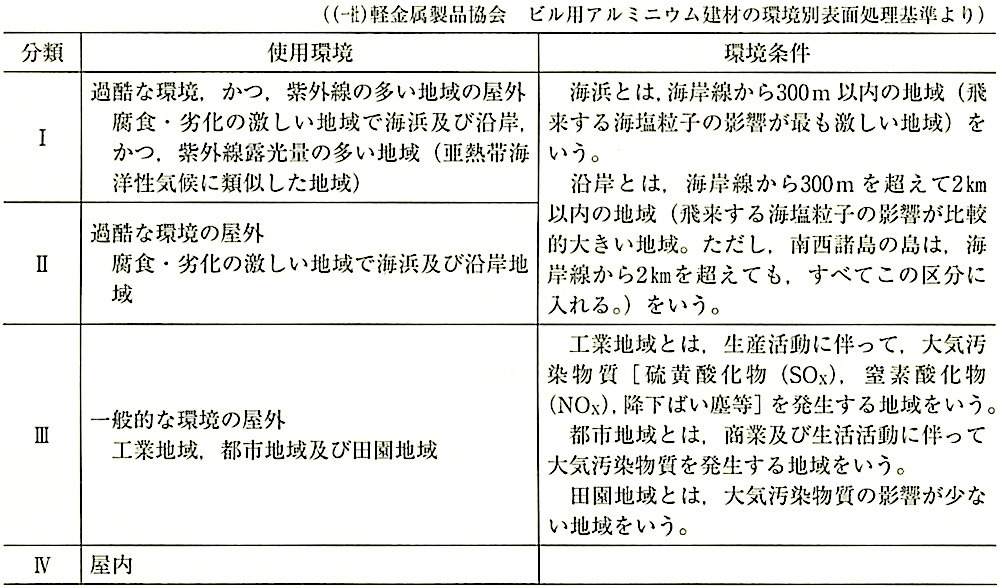
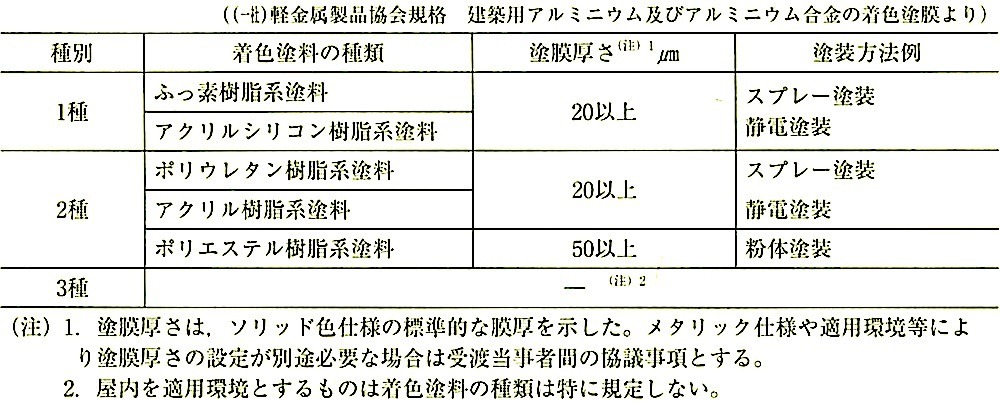
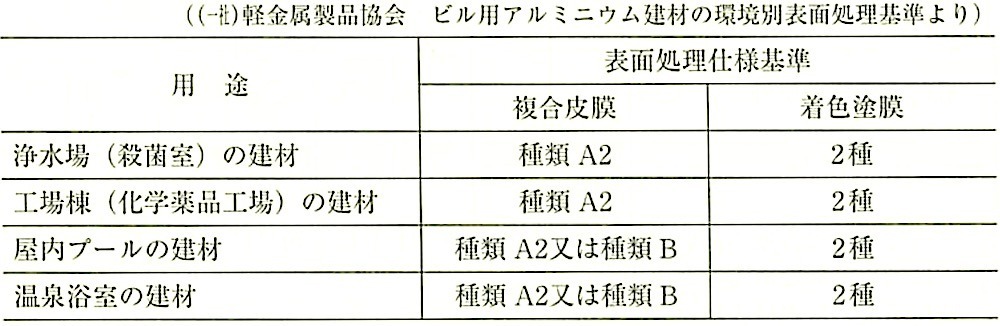
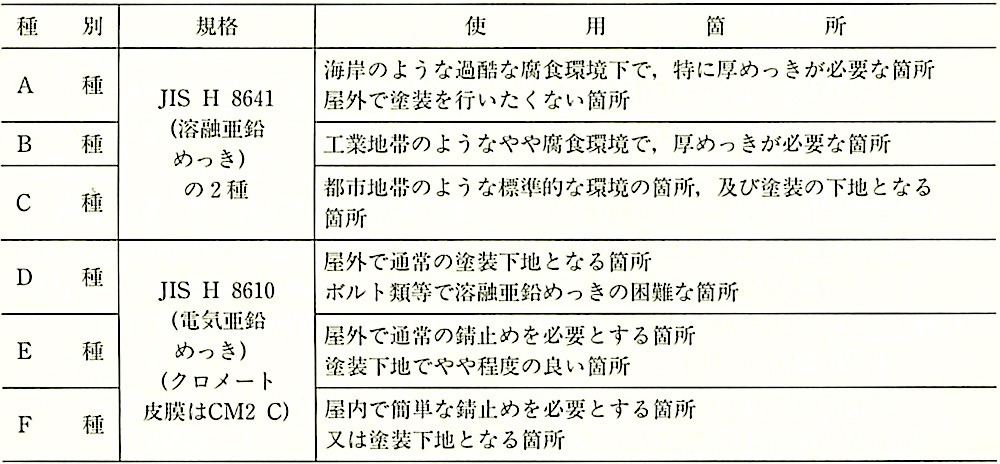
(c) •\–تڈˆ—‚ج‰؛’nڈˆ—
چ|‹y‚رˆں‰”‚ك‚ء‚«‚ج‰؛’nڈˆ—‚حپA18ڈح2گك‚ة‚و‚é‚à‚ج‚ئ‚µپAƒAƒ‹ƒ~ƒjƒEƒ€‚ج‰؛’nڈˆ—‚حپA14.2.2(b)(5)‚ة‚و‚éپB
14.1.4 —{گ¶‚»‚ج‘¼
(a) گ»•i‚ج‚ظ‚ئ‚ٌ‚ا‚ج•”•ھ‚ھچHڈê‚إژdڈم‚°‚ç‚ê‚ؤ‚¢‚é‚ج‚إپAŒ»ڈê”ہ“ü‚ةگو—§‚؟—{گ¶‚·‚é•K—v‚ھ‚ ‚éپB
پu•Wژdپv14.1.4(a)‚إ‚حپA”نٹr“Iژg—p•p“x‚جچ‚‚¢ƒ|ƒٹƒGƒ`ƒŒƒ“ƒtƒBƒ‹ƒ€‹y‚ر‚ح‚—£ƒyƒCƒ“ƒg‚ً‹“‚°‚ؤ‚¢‚é‚ھپA‚»‚ج‘¼‚جچق—؟‚إ‚à‹à•¨‚ة“K‚µ‚½‚à‚ج‚ب‚ç‚خ‚و‚¢پB
‚ح‚—£ƒyƒCƒ“ƒg‚حƒrƒjƒ‹Œn‚ج‚à‚ج‚ھ‘½‚پAژdڈم‚°–ت‚ة“h‚è•t‚¯‚邱‚ئ‚ة‚و‚è”–‚¢”ي•¢‚إ•غŒى‚·‚é‚ھپA•s—v‚ة‚ب‚ê‚خٹب’P‚ة‚ح‚ھ‚·‚±‚ئ‚ج‚إ‚«‚é“h—؟‚إ‚ ‚éپB
(b) Œ»ڈê‚ةژو‚è•t‚¯‚½گ»•i‚ة‚حپA‚»‚ꂼ‚ê‚ة‘ٹ‰‚µ‚½—{گ¶‚ھ•K—v‚إ‚ ‚é‚ھپAڈo‹÷“™‚ج‘¹ڈ‚ج‚¨‚»‚ê‚ج‚ ‚é•”•ھ‚حپA“–‚ؤ”آپAƒ_ƒ“ƒ{پ[ƒ‹ژ†“™‚ج“Kگط‚ب•غŒىچق‚ًژو‚è•t‚¯‚ؤ—{گ¶‚·‚é‚ج‚ھ‚و‚¢پB
(c) —{گ¶‚ج•K—v‚ھ‚ب‚‚ب‚ء‚½‚ئ‚«‚ة‚ح—{گ¶چق‚ح‘¬‚©‚ةژو‚èڈœ‚«پA‰کگُ“™‚ھ‚ ‚ê‚خگ´‘|ڈœ‹ژ‚·‚éپB
(d) ‘•ڈü“™‚ج–ع“I‚إپA‹¾–تژdڈم‚°“™‚ً‚µ‚½‚à‚ج‚حپA•K—v‚ة‰‚¶‚ؤƒڈƒbƒNƒX“™‚إ‚س‚«ڈم‚°‚ؤ‚آ‚âڈo‚µ‚ً‚·‚éپB
‚±‚جڈêچ‡پAچقژيپAژdڈم‚°“™‚ة‚و‚ء‚ؤ‚ح‘¹ڈ‚ً‹N‚±‚·‚±‚ئ‚à‚ ‚é‚ج‚إپAگê–ه‹ئژز‚ة”C‚¹‚é‚ج‚ھ‚و‚¢پB
(e) •”•i—ق‚حپA”j‘¹‚µ‚ب‚¢‚و‚¤‚ةƒ_ƒ“ƒ|پ[ƒ‹” “™‚ة“ü‚êپA•´ژ¸‚·‚邨‚»‚ê‚ج‚ب‚¢ڈêڈٹ‚ة•غٹا‚·‚é‚ج‚ھ‚و‚¢پB
14.1.5 ‹à‘®چق—؟‚جٹT—v
(a) ˆê”تژ–چ€
‹à‘®‚جŒ`ڈَپAچ\گ¬‚ة‚و‚é•ھ—ق‚ًگ}14.1.6‚ةژ¦‚·پB
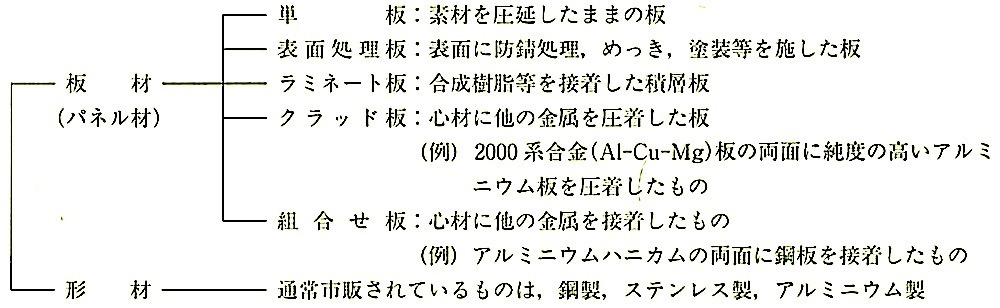
گ}14.1.6 ‹à‘®‚جŒ`ڈَپAچ\گ¬‚ة‚و‚é•ھ—ق
(b) چ|
(1) ‹à‘®چHژ–‚ة—p‚¢‚ç‚ê‚é“S‚حپA‚ظ‚ئ‚ٌ‚ا’Y‘fچ|‚إ‚ ‚èپA’Y‘fچ|‚ح“S‚ًژه‚ئ‚µپA’Y‘f‚ج—ت‚ة‚و‚ء‚ؤژه—v‚بگ«ژ؟‚ھژx”z‚³‚ê‚éپB
ٹـ‚ـ‚ê‚é’Y‘f—ت‚حپA0.04پ`2.1پ“‚إ‚ ‚èپA‚»‚ج‘¼‚ةڈ—ت‚ج‚¯‚¢‘f(Si)پAƒ}ƒ“ƒKƒ“(Mn)پA‚è‚ٌ(P)پA—°‰©(S)‚ًٹـ‚ٌ‚إ‚¢‚éپB
(2) چ|گ»•i‚ة‚آ‚¢‚ؤ‚حپA‚»‚ꂼ‚êژں‚جJIS‚ة‹K’肳‚ê‚ؤ‚¢‚éپB
Œ`چ|پFJIS G 3101پiˆê”تچ\‘¢—pˆ³‰„çüچقپjپA
پ@پ@پ@JIS G 3350پi7.11.2 (a)ژQڈئپj
چ|”آپFJIS G 3101پAJIS G 3141پi—âٹشˆ³‰„چ|”آ‹y‚رچ|‘رپj
چ|ٹاپFJIS G 3444پiˆê”تچ\‘¢—p’Y‘fچ|چ|ٹاپjپA
پ@پ@پ@JIS G 3466پiˆê”تچ\‘¢—pٹpŒ`چ|ٹاپj
“S‹طپFJIS G 3112پi5.2.1ژQڈئپj
—n—Zˆں‰”‚ك‚ء‚«چ|”آپFJIS G 3302پi—n—Zˆں‰”‚ك‚ء‚«چ|”آ‹y‚رچ|‘رپj
—n—Zˆں‰”ƒAƒ‹ƒ~ƒjƒEƒ€چ‡‹à‚ك‚ء‚«چ|”آپF
پ@پ@پ@JIS G 3317پi—n—Zˆں‰”-5پ“ƒAƒ‹ƒ~ƒjƒEƒ€چ‡‹à‚ك‚ء‚«چ|”آ‹y‚رچ|‘رپj
—n—ZƒAƒ‹ƒ~ƒjƒEƒ€ˆں‰”چ‡‹à‚ك‚ء‚«چ|”آپF
پ@پ@پ@JIS G 3321پi—n—Z55پ“ƒAƒ‹ƒ~ƒjƒEƒ€-ˆں‰”چ‡‹à‚ك‚ء‚«چ|”آ‹y‚رچ|‘رپj
(c) ƒXƒeƒ“ƒŒƒX
(1) ƒXƒeƒ“ƒŒƒX‚جژي—ق
(i) “S(Fe)‚ئ11پ“ˆبڈم‚جƒNƒچƒ€(Cr)‚جچ‡‹à‚ً‚آ‚‚é‚ئٹO‹C’†‚ة‚¨‚¯‚é‘دگHگ«‚ھ‘‚·‚ھپAچX‚ةƒjƒbƒPƒ‹‚ھ“Y‰ء‚³‚ê‚é‚ئ‚¢‚ء‚»‚¤‘دگHگ«‚ً›J‚·پB‚±‚ج‚و‚¤‚بچ‡‹à‚ًƒXƒeƒ“ƒŒƒX‚ئ‚¢‚¤پB
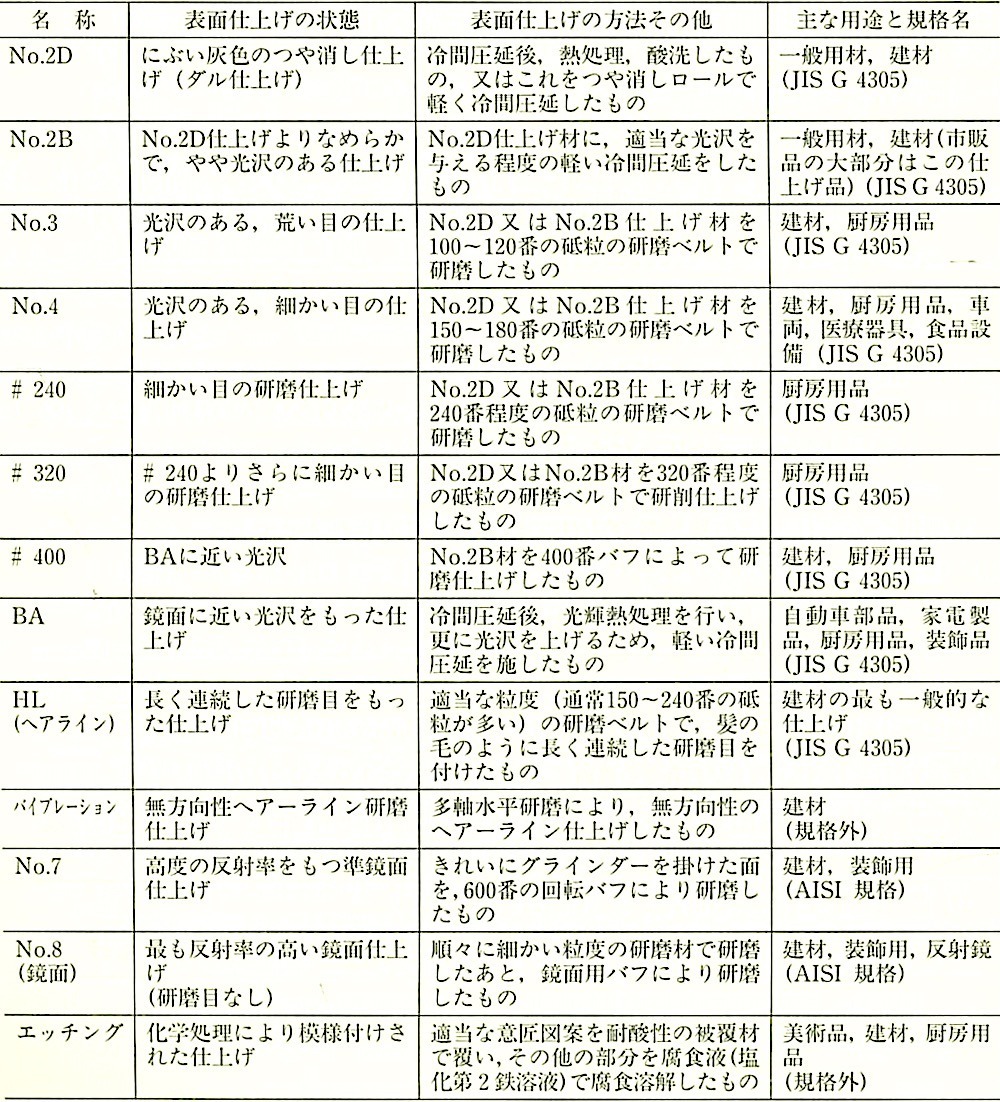
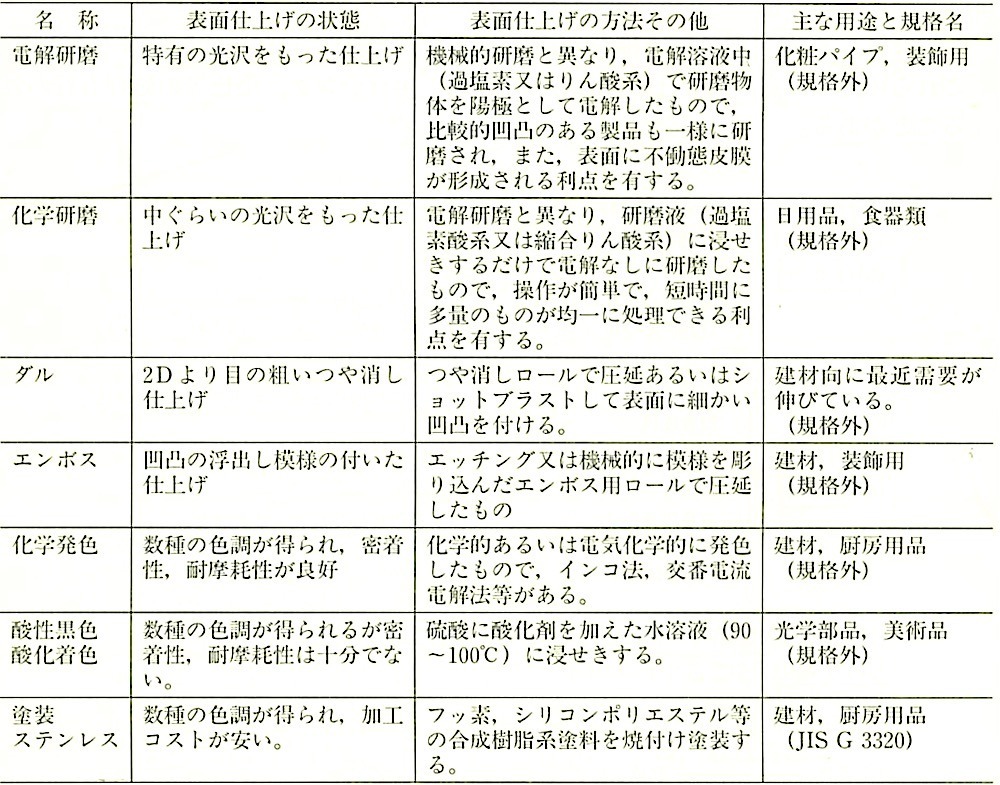
(ii) ƒXƒeƒ“ƒŒƒXگ»•i‚ة‚آ‚¢‚ؤ‚حپA‚»‚ꂼ‚êژں‚جJIS‚ة‹K’肳‚ê‚ؤ‚¢‚éپB
ƒXƒeƒ“ƒŒƒXچ|ٹاپFJIS G 3446پAJIS G 3448پAJIS G 3459
ƒXƒeƒ“ƒŒƒXچ|”آپE‘رپFJIS G 3320پAJIS G 4304پAJIS G 4305
ƒXƒeƒ“ƒŒƒXڈًچ|پFJIS G 4303پAJIS G 4309پAJIS G 4317پA
پ@پ@پ@پ@پ@پ@پ@پ@JIS G 4318پAJIS G 4320پAJIS G 4321
‘م•\“I‚ب—âٹشƒXƒeƒ“ƒŒƒXچ|”آ‹y‚رƒXƒeƒ“ƒŒƒXچ|گüچق‚ج‰»ٹwگ¬•ھ“™‚ً•\14.1.2‚ةژ¦‚·پB
•\14.1.2 —âٹشƒXƒeƒ“ƒŒƒXچ|”آ‹y‚رƒXƒeƒ“ƒŒƒXچ|گüچق‚ج‰»ٹwگ¬•ھ“™
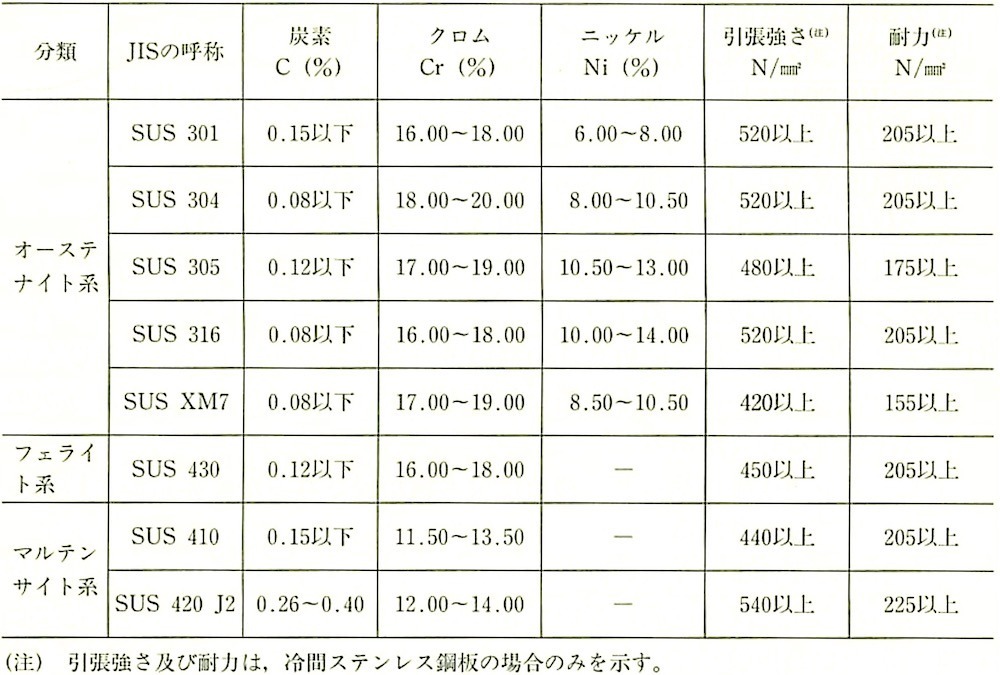
(iii) ٹeŒn‚ج‘م•\—ل‚ًژں‚ةژ¦‚·پB
‡@ SUS 410پq13CrپrپFƒ}ƒ‹ƒeƒ“ƒTƒCƒgŒn
‚â‚âڈإ–،‚ً‘ر‚ر‚½ٹ´‚¶‚إپAƒXƒeƒ“ƒŒƒXچ|‚ئ‚µ‚ؤ‚ح”نٹr“IژK‚ر‚â‚·‚¢پB‰ءچHگ«‚ح‚â‚â—اچD‚إ‚ ‚é‚ھپA—nگعگ«‚ح—ا‚‚ب‚¢پBژ¥گ«‚ھ‚ ‚èژ¥گخ‚ة‚آ‚پB
‡A SUS 430پq18CrپrپFƒtƒFƒ‰ƒCƒgŒn
Œڑ’zٹضŒW‚إSUS 304‚ة‚آ‚¢‚إژg—p‚³‚ê‚éƒXƒeƒ“ƒŒƒX‚إ‚ ‚éپBƒ}ƒ‹ƒeƒ“ƒTƒCƒgŒn‚و‚è‚â‚â”’‚پA‘دژ_گ«‚ھ•sڈ\•ھ‚إپA‘ه‹C’†‚إ‚àڈ‚µ‚¸‚آژK‚ر‚é‚ج‚إپAٹCٹف’n•û‚إ‚جٹO‘•‚ة‚ح•sŒü‚«‚إ‚ ‚éپB—nگعگ«‚ح—ا‚¢‚ھپA—nگع•”‚ج‘دگHگ«‚ھ•êچق‚و‚è’ک‚µ‚—ٍ‚éپB‚ـ‚½پA‰ءچHگ«‚حƒIپ[ƒXƒeƒiƒCƒgŒn‚و‚è—ٍ‚èپAڈؤگl‚ꂵ‚ؤ‚àچd‰»‚µ‚ب‚¢پB”M–c’£ŒWگ”‚ھڈ¬‚إ‚ ‚éپBگV•i‚إ‚حƒIپ[ƒXƒeƒiƒCƒgŒn‚ئŒ©•ھ‚¯‚ة‚‚¢‚ھپAژ¥گ«‚ھ‚ ‚é‚ج‚إژ¥گخ‚ة‚آ‚‚±‚ئ‚إŒ©•ھ‚¯‚ç‚ê‚éپB
‡B SUS 304پq18Cr-8NiپrپFƒIپ[ƒXƒeƒiƒCƒgŒn
Œڑ’zٹضŒW‚إچإ‚à‚و‚ژg—p‚³‚ê‚éƒXƒeƒ“ƒŒƒX‚إ‚ ‚éپB‡@‹y‚ر‡A‚و‚è‹â”’گF‚إ‚ ‚éپBNiٹـ—L‚ج‚½‚ك‘دگHگ«پA‘د”Mگ«‚ة—D‚ê‚ؤ‚¢‚éپB‰ءچHگ«پA—nگعگ«‚ئ‚à—اچD‚إپAچ‚‰·ژ‚إ‚à‹“x‚ح‘ه‚إ‚ ‚èپAڈؤ“ü‚ꂵ‚ؤ‚àچd‰»‚µ‚ب‚¢پBŒ´‘¥‚ئ‚µ‚ؤژ¥گ«‚ح‚ب‚¢‚ھپA‰ءچH–@‚ة‚و‚ء‚ؤ‚حŒ‹•iچ\‘¢‚ھ•د‚ي‚éپi‰ءچH—U‹N•د‘ش‚ً‹N‚±‚µپA–تگS—§•ûٹiژq‚©‚ç‘جگS—§•ûٹiژq‚ة•د‰»‚·‚éپBپjڈêچ‡‚à‚ ‚éپB
‡C SUS 316پq18Cr-12Ni-2MoپrپFƒIپ[ƒXƒeƒiƒCƒgŒn
SUS 304‚ئ‚ظ‚ئ‚ٌ‚ا—قژ—‚µ‚½“ءگ«‚ً‚à‚آ‚ھپA‘gگ¬•ھ‚ئ‚µ‚ؤƒ‚ƒٹƒuƒeƒ“‚ً‰ء‚¦‚ؤ‚¢‚éپBٹCٹف’n•û‚âچH‹ئ’n‘ر‚ج‚و‚¤‚ة•…گH—vˆِ‚ج‘½‚¢ٹآ‹«‚جŒڑ’z•¨‚جٹO‘•‚≮چھچق‚ئ‚µ‚ؤپASUS 304‚و‚èپA‚â‚â‘دگHگ«‚ج‚ ‚é‚à‚ج‚ئ‚µ‚ؤژg—p‚·‚éڈêچ‡‚ھ‚ ‚éپB
‡D SUS 305پq18Cr-12Ni-0.1CپrپFƒIپ[ƒXƒeƒiƒCƒgŒn
SUS 304‚ة”ن‚×پA‰ءچHچd‰»گ«‚ھ’ل‚¢پB‚ض‚çچi‚èپA“ءژêˆّ”²‚«پA—âٹشˆ³‰„‚ة—p‚¢‚ç‚ê‚éپB
‡E SUS X M7پq18Cr-9Ni-3CuپrپFƒIپ[ƒXƒeƒiƒCƒgŒn
Œڑ’zٹضŒW‚إڈ¬‚ث‚¶“™‚ة‚و‚ژg—p‚³‚ê‚éƒXƒeƒ“ƒŒƒXچ|گüچق‚إ‚ ‚éپB
SUS 304‚ة“؛(Cu)‚ً“Y‰ء‚µ‚ؤ—âٹش‰ءچHگ«‚جŒüڈم‚ًگ}‚ء‚½‚à‚ج‚إ‚ ‚éپB
(2) ƒXƒeƒ“ƒŒƒX‚جژوˆµ‚¢ڈم‚ج’چˆسژ–چ€
(i) ƒXƒeƒ“ƒŒƒX‚حپA”نٹr“I‘دگHگ«‚جچ‚‚¢‹à‘®‚إ‚ح‚ ‚é‚ھپA•K‚¸‚µ‚àژK‚ر‚ب‚¢‚à‚ج‚إ‚ح‚ب‚¢پB‚µ‚½‚ھ‚ء‚ؤپA•s“K“–‚بژg‚¢•û‚ً‚·‚ê‚خپAژK‚ر‚邱‚ئ‚à‚ ‚èژں‚جژ–چ€‚ة‚ح’چˆس‚·‚é•K—v‚ھ‚ ‚éپB
‡@ ’Y‘fچ|‚ئگعگG‚³‚¹‚é‚ئپAڈ‰‚ك‚ح’Y‘fچ|‚ھگN‚³‚ê‚é‚ھپAگشژK‚ھ”ژK‚·‚é‚ئƒXƒeƒ“ƒŒƒX‚àگN‚³‚ê‚éپB
‡A گ…‚ج‚½‚ـ‚é‚و‚¤‚ب‹·‚¢Œ„ٹش‚ھ‚ ‚é‚ئ•…گH‚ھگi‚قپB‚±‚ê‚حپAژ_‘f‚ھڈ\•ھ‚ةچs‚«‚ي‚½‚炸پAژ_‰»”ç–Œ‚ھŒ`گ¬‚إ‚«‚ب‚¢‚½‚كپA•…گH‚µ‚â‚·‚‚ب‚邱‚ئ‚ة‚و‚éپB
‡B “؛چ‡‹à‚ئگعگG‚µ‚ؤ•…گH‚ھژn‚ـ‚é‚ئگi‚ف•û‚ھ‹}‘¬‚ة‚ب‚éپB
‡C ‹َ‹C’†‚جˆں—°ژ_ƒKƒXپA‚خ‚¢‰Œ‚ج—±ژqپA‰–•ھ“™‚ة‚و‚ء‚ؤ‚à•…گH‚·‚éپB
(ii) ƒXƒeƒ“ƒŒƒX‚ج‰ک‚ê‚â’’‚حپA‚ظ‚ئ‚ٌ‚ا‚جڈêچ‡پA“S•²پA‰–•ھ‚»‚ج‘¼‚جˆظ•¨‚ج•t’…‚ة‹Nˆِ‚·‚é‚à‚ç‚¢ژK‚إ‚ ‚éپB‚µ‚½‚ھ‚ء‚ؤپA“S•²“™‚ھ•t’…‚µ‚»‚ê‚ھژ¼‹C‚ًٹـ‚ٌ‚إگشژKڈَ‚ةچL‚ھ‚ç‚ب‚¢‚¤‚؟‚ةڈœ‹ژ‚·‚éپB‚±‚ج‚½‚كپA“ء‚ةژK‚ر‚â‚·‚¢ٹآ‹«‚إژg—p‚·‚éƒXƒeƒ“ƒŒƒX‚جڈêچ‡‚حپAچقژ؟‚ًچl—¶‚·‚é‚ئ‚ئ‚à‚ة‚»‚ج”[‚ـ‚è‚ة‚آ‚¢‚ؤ‚àگ´‘|‚µ‚â‚·‚¢‚و‚¤”z—¶‚·‚é•K—v‚ھ‚ ‚éپB
(d) ƒAƒ‹ƒ~ƒjƒEƒ€‹y‚رƒAƒ‹ƒ~ƒjƒEƒ€چ‡‹à
(1) ƒAƒ‹ƒ~ƒjƒEƒ€‹y‚رƒAƒ‹ƒ~ƒjƒEƒ€چ‡‹àپiˆب‰؛پA‚±‚جڈح‚إ‚حپuƒAƒ‹ƒ~ƒjƒEƒ€پv‚ئ‚¢‚¤پBپj‚حپA”نڈd‚ھ2.7‚إ“S‚ة”ن‚×–ٌ1/3‚جŒy‚¢‹à‘®‚إ‚ ‚éپB
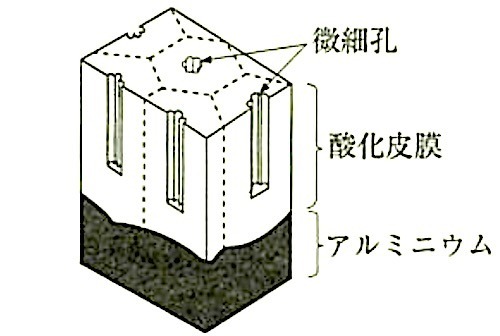
•\–ت‚حپA‹â”’گF‚إژ©‘Rگ¶گ¬‚جژ_‰»”ç–Œ‚ة•غŒى‚³‚ê‚ؤ”üٹد‚ً•غ‚آ‚ھپAچX‚ة‚»‚جگ«”\‚ًچ‚‚كˆسڈ گ«‚ً•t‰ء‚³‚¹‚邽‚ك‚ةپA—z‹ةژ_‰»ڈˆ—‚â“h‘•“™‚ج•\–تڈˆ—‚ھچs‚ي‚ê‚éپB
ƒAƒ‹ƒ~ƒjƒEƒ€‚جژي—قپA‰»ٹwگ¬•ھپA‹@ٹB“Iگ«ژ؟پiˆّ’£‹‚³پA‘د—حپAگL‚ر“™پj‚ة‚آ‚¢‚ؤپA”آچق‚حJIS H 4000پiƒAƒ‹ƒ~ƒjƒEƒ€‹y‚رƒAƒ‹ƒ~ƒjƒEƒ€چ‡‹à‚ج”آ‹y‚رڈًپjپAŒ`چق‚حJIS H 4100پiƒAƒ‹ƒ~ƒjƒEƒ€‹y‚رƒAƒ‹ƒ~ƒjƒEƒ€چ‡‹à‚ج‰ںڈoŒ`چقپj‚ة’è‚ك‚ç‚ê‚ؤ‚¢‚éپB
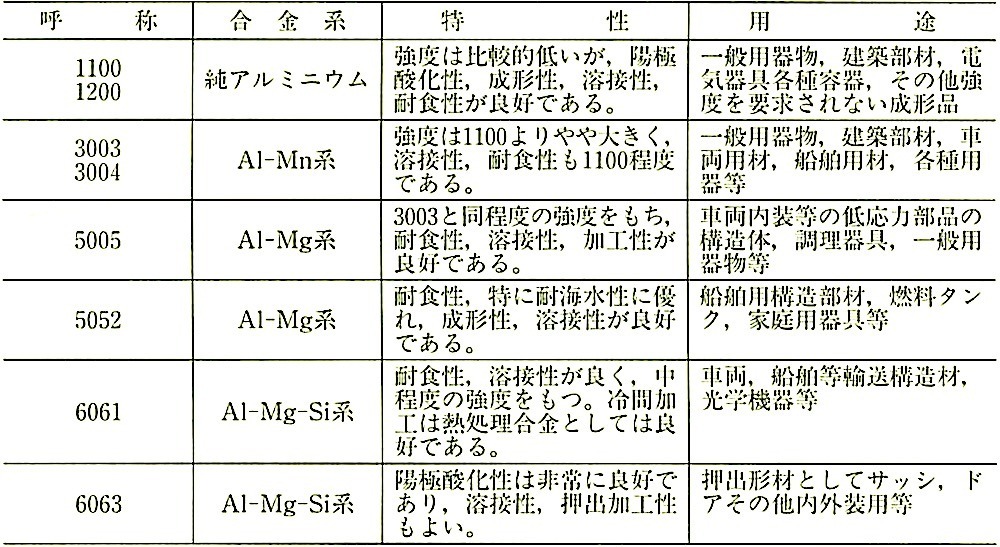
Œڑ’z‚إ—p‚¢‚éژه‚بƒAƒ‹ƒ~ƒjƒEƒ€‚ً•\14.1.3‚ةژ¦‚·پB
•\14.1.3 Œڑ’z‚إ—p‚¢‚éژه‚بƒAƒ‹ƒ~ƒjƒEƒ€‹y‚رƒAƒ‹ƒ~ƒjƒEƒ€چ‡‹à
(2) ƒAƒ‹ƒ~ƒjƒEƒ€‚حپA”Mڈˆ—پA‰ءچHچd‰»‚ة‚و‚èچقژ؟‚ج‹@ٹB“Iگ«ژ؟‚ً’²گ®پi’²ژ؟پj‚µپAژg—p–ع“I‚ةچ‡‚ي‚¹‚邱‚ئ‚ھ‚إ‚«‚éپBJIS H 0001پiƒAƒ‹ƒ~ƒjƒEƒ€پAƒ}ƒOƒlƒVƒEƒ€‹y‚ر‚»‚ê‚ç‚جچ‡‹àپ[ژ؟•ت‹Lچ†پj‚إ‚حپA‚±‚ê‚ة‚و‚é•ھ—ق‚ً’è‚ك‚ؤ‚¢‚éپB
Œڑچق‚ة‚¨‚¢‚ؤ‚حپA”آچق—ق‚إ‚حHƒ^ƒCƒvپA‰ںڈoŒ`چق‚إ‚حTƒ^ƒCƒv‚ھ‘½‚ژg‚ي‚ê‚éپBƒAƒ‹ƒ~ƒjƒEƒ€‚جچقژ؟•\ژ¦‚ئ‚µ‚ؤ”آچق‚إ‚حA 1100 P-H14پA‰ںڈoŒ`چق‚إ‚حA 6063 S-T5‚ھ‘م•\“I‚ب‚à‚ج‚إ‚ ‚éپB
‚±‚±‚إA‚ة‘±‚”شچ†‚حپA•\14.1.3 ‚جچ‡‹àژي—ق‚جŒؤڈجپAP‚ح”آچقپAS‚ح•پ’ت‹‰گ¸“x‚ج‰ںڈoŒ`چق‚ًژ¦‚µپAH14پAT5 ‚حJIS H 0001‚ة‚و‚éچוھ‹Lچ†‚ًژ¦‚µ‚ؤ‚¨‚èپAH14‚ح‰ءچHچd‰»‚¾‚¯‚إ1/2 چdژ؟‚ة‚µ‚½‚à‚جپAT5 ‚ح‰ںڈo‚µŒم‹َ—₵پA‚»‚جŒمگlچHژŒّچd‰»ڈˆ—‚ًژ{‚µ‚½‚à‚ج‚إ‚ ‚éپB
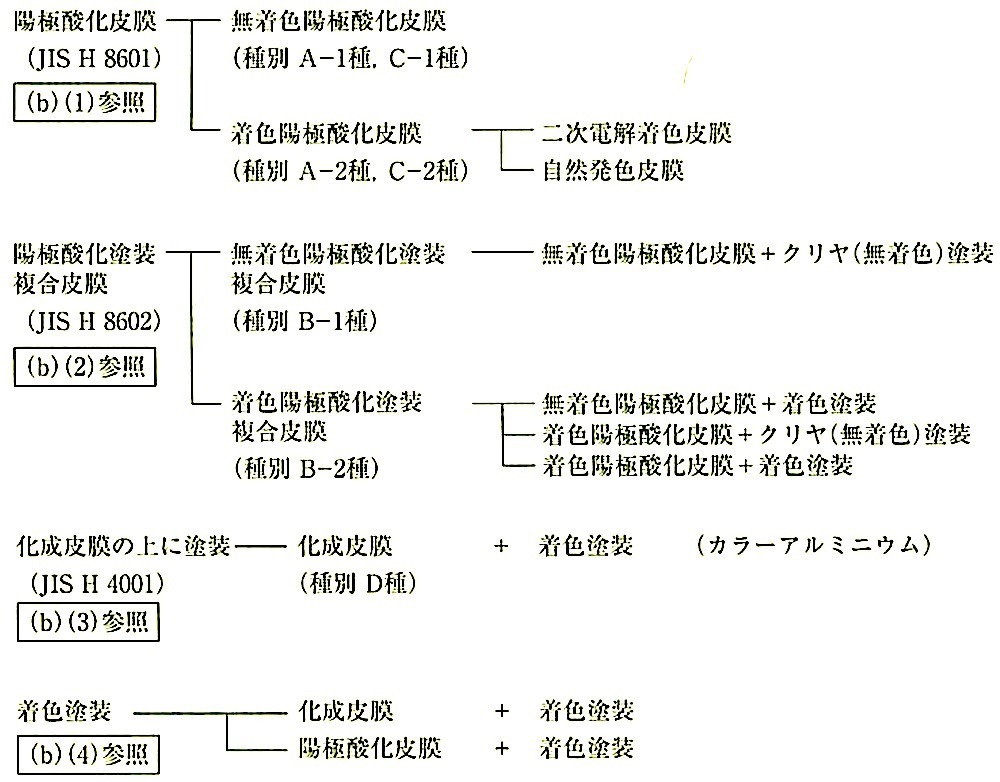
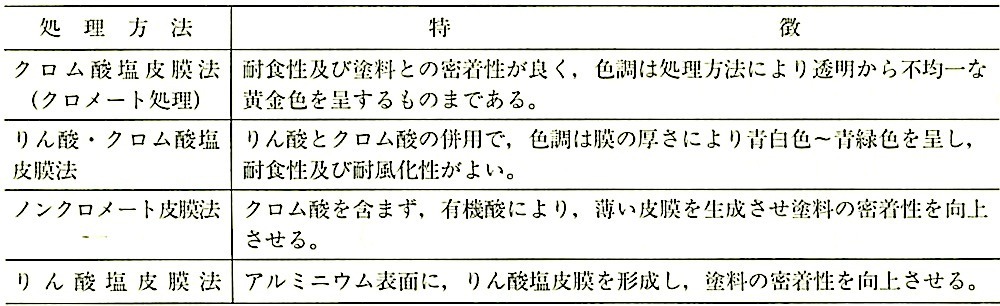
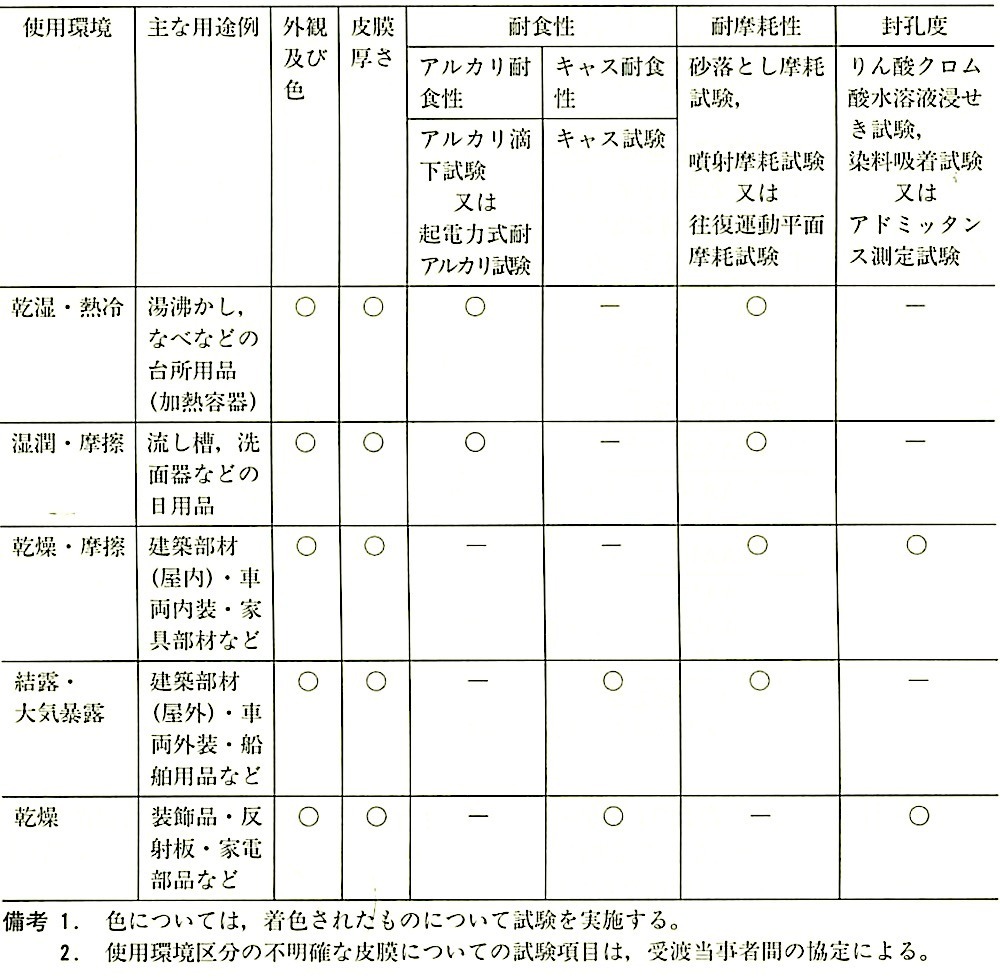
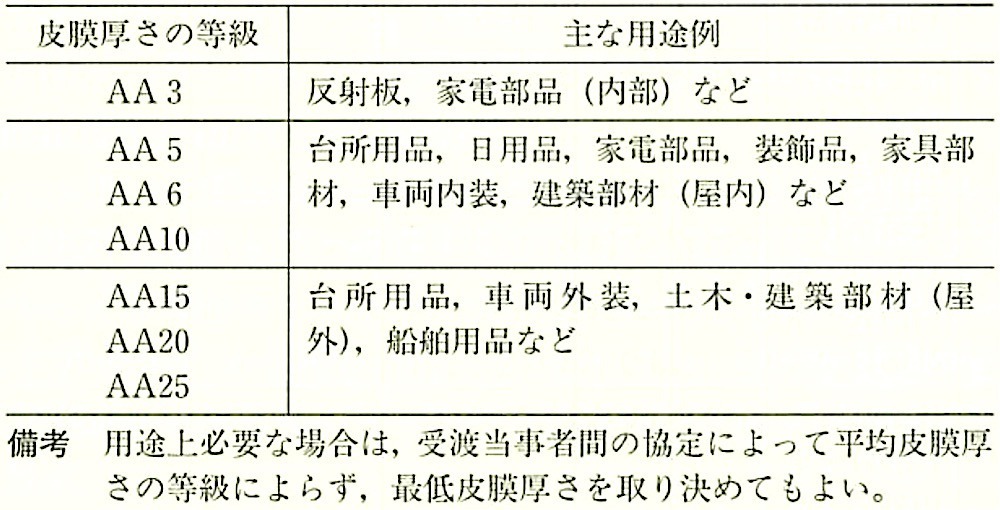
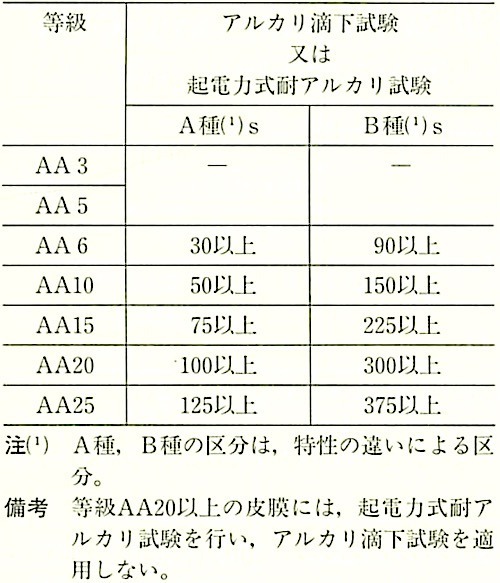
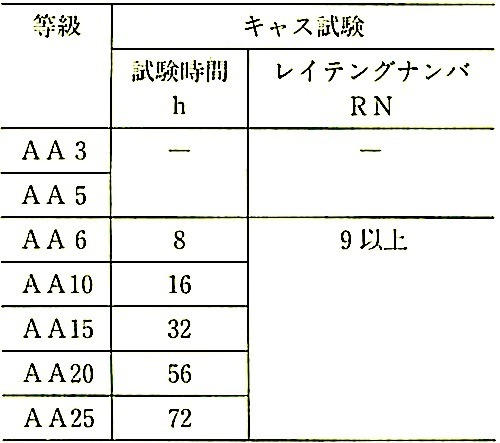
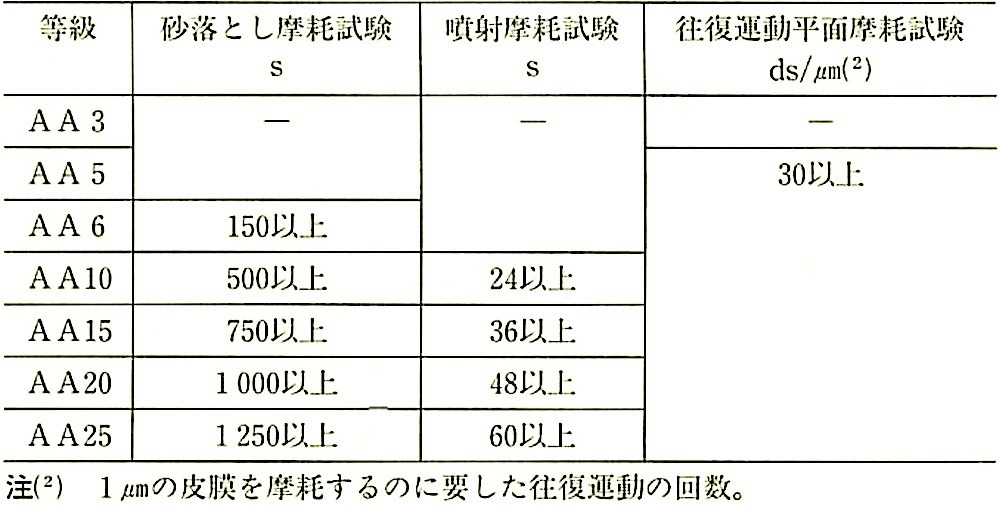
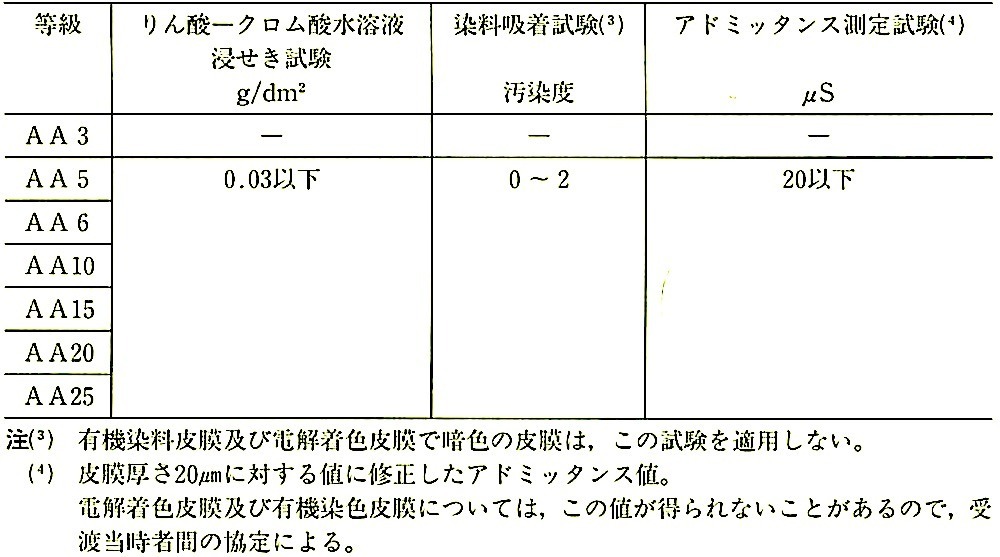
(3) ƒAƒ‹ƒ~ƒjƒEƒ€‚حپA”نٹr“I‘دگHگ«‚ة—D‚ê‚ؤ‚¢‚é‚ھپAژ_پAƒAƒ‹ƒJƒٹ‹y‚ر‰–‘f•ھ‚ج‰îچف‚ة‚و‚ء‚ؤ•…گH‚µ‚â‚·‚‚ب‚éپB‚±‚ج‚½‚كپAƒAƒ‹ƒ~ƒjƒEƒ€Œڑچق‚ة‚حٹeژي‚ج•\–تڈˆ—‚ھژ{‚³‚ê‚éپi2گكژQڈئپjپB
(4) ƒAƒ‹ƒ~ƒjƒEƒ€‚حژ¼ڈپٹآ‹«‚إˆظژي‹à‘®‚ئگعگG‚·‚é‚ئ“d‹C‰»ٹw“I‚ب•…گH‚ًگ¶‚¶‚邱‚ئ‚ھ‚ ‚éپBٹ£‘‡ڈَ‘ش‚إ‚ح’تڈي‚جژd—l‚ة‚و‚è–hژ~‚إ‚«‚é‚ھپAƒAƒ‹ƒ~ƒjƒEƒ€ژüˆح‚جƒ‚ƒ‹ƒ^ƒ‹‚â–طچق‚ھکRگ…‚⌋کIگ…“™‚ة‚و‚èژ¼ڈپڈَ‘ش‚ھژ‘±‚³‚ê‚é‚ئ•…گH‚ًگ¶‚¶‚邱‚ئ‚ھ‚ ‚éپB‚±‚ج‚ئ‚«ٹـ—L‚·‚鉖‘f‚ھ‘½‚¢‚ئ•…گH‚ح‘£گi‚·‚éپB
(5) ƒAƒ‹ƒ~ƒjƒEƒ€‚ح‘ه‹C’†‚ج‰کگُ•¨ژ؟‚ة‚و‚è‰ک‚êپA‚»‚ج‚ـ‚ـ•ْ’u‚·‚é‚ئٹOٹد‚ھ‘¹‚ب‚ي‚ê‚é‚ئ‚ئ‚à‚ة“_گH“™‚ج•…گH‚ًگ¶‚¶‚邱‚ئ‚ھ‚ ‚éپB”üٹد‚ًˆغژ‚µژg—p‚·‚邽‚ك‚ة‚ح’èٹْ“I‚بƒپƒ“ƒeƒiƒ“ƒX‚ًچs‚¤‚±‚ئ‚ھ•K—v‚إ‚ ‚éپB
(6) گ»•i‚جژdڈم‚è‹y‚ر—ٍ‰»ڈَ‘ش‚ًگf’f‚·‚éڈêچ‡پA—LٹQ‚بڈ‚〈‚¦ٹ|‚è•”‚جژg—pڈم–â‘è‚ئ‚ب‚éڈپA‰ک‚êپA”½‚èپA‚ض‚±‚ف“™‚ة‚آ‚¢‚ؤ‚ ‚ç‚©‚¶‚كŒہ“x‚ً’è‚ك‚ؤ‚¨‚«پA‚±‚جŒہ“x“à‚ةژû‚ـ‚ء‚ؤ‚¢‚邱‚ئ‚ًچl‚¦‚ê‚خ‚و‚¢پB‚±‚ê‚ç‚جŒہ“x‚ً’è‚ك‚é‚ة“–‚½‚è”»’fٹîڈ€‚ئ‚µ‚ؤŒڑگف‘هگbٹ¯–[‹Zڈp’²چ¸ژ؛ٹؤڈCپuٹO‘•ژdڈم‚°‚ج‘د‹vگ«Œüڈم‹Zڈpپv‚جگf’f•û–@‚ً”²کg‚µ‚ؤژں‚ةژ¦‚·پB
ٹO‘•ژdڈم‚°‚ج‘د‹vگ«Œüڈم‹Zڈp
‘و4•ز ƒAƒ‹ƒ~ƒjƒEƒ€چ‡‹àگ»ٹO‘•‚¨‚و‚رٹJŒû•”چق
2.2 گf’fژè–@
i) گf’f‚حپA”ٌگê–ه‰ئ‚ھ”»’f‚µ‚â‚·‚¢‚و‚¤‚ةŒ´‘¥‚ئ‚µ‚ؤپu‚ب‚µپvپu–ع—§‚آپv‚ج2’iٹK•]‰؟‚ئ‚µپA‰ک‚ê‚ج‚¤‚؟‚ج‚µ‚فپA‚«‚¸پA•…گH‚ج‚¤‚؟‚ج“_گHپA‚»‚ج‘¼‚ج•…گH‚¨‚و‚ر“h–Œ—ٍ‰»‚ة‚آ‚¢‚ؤ‚حپu–ع—§‚آپvپu‚â‚â–ع—§‚آپv‚¨‚و‚رپu‚ب‚µپv‚ج3’iٹK•]‰؟‚ئ‚µپAژ‹—ح1.0’ِ“x‚جژز‚ھ–عژ‹‚إ5m‚ج‹——£‚©‚ç”F‚ك‚ç‚ê‚é’ِ“x‚ًپu–ع—§‚آپv‚ئ‚µپA1m‚ج‹——£‚©‚ç”F‚ك‚ç‚ê‚é’ِ“x‚ًپu‚â‚â–ع—§‚آپv‚ئ‚·‚éپB
ii) —ٍ‰»‚ج•]‰؟‚ح•]‰؟ژز‚ج’mژ¯پA–ع“Iˆسژ¯‚ب‚اژهٹد‚ةˆث‘¶‚µ‚â‚·‚¢‚ھپA‚±‚ê‚ً‚ب‚é‚ׂ‹qٹد“IپA’è—ت“I‚ب•]‰؟‚ًچs‚¦‚é‚و‚¤‚ة‚µ‚½پB
‘و4•ز ƒAƒ‹ƒ~ƒjƒEƒ€چ‡‹àگ»ٹO‘•‚¨‚و‚رٹJŒû•”چق
2.2 گf’fژè–@
—ٍ‰»Œ»ڈغ‚²‚ئ‚جگf’f‚ئ”»’è‚حپA2.2.1پ`2.2.5‚ة‚و‚é‚à‚ج‚ئ‚µپAŒ´‘¥‚ئ‚µ‚ؤ–عژ‹‚ة‚و‚éگf’f‚ئ‚·‚éپBگf’f‚ح“¯ˆê•”ˆت‚ـ‚½‚ح“¯ˆê•”چق‚ة‚آ‚¢‚ؤچإ’ل3‰سڈٹˆبڈمچs‚¢پA—ٍ‰»‚جگiچs’ِ“xپiƒfƒOƒٹپ[پj‚ةٹî‚أ‚¢‚ؤ‘¼‚ئ‚ج‘ٹ‘خ”نٹr‚ة‚و‚ء‚ؤ—ٍ‰»“xپiƒOƒŒپ[ƒhپj‚ً”»’è‚·‚éپB‚ب‚¨پAگf’f‚ة‚¨‚¢‚ؤ‚حگf’f‰سڈٹ‚حپA•K‚¸ٹ£‘‡–ت‚ئ‚µپA‚إ‚«‚邾‚¯‹دپ[‚ب–¾‚邳‚ج‚à‚ئ‚إچs‚¤‚à‚ج‚ئ‚·‚éپB
i) گf’f‚حپA”ٌگê–ه‰ئ‚ھ”»’f‚µ‚â‚·‚¢‚و‚¤‚ةŒ´‘¥‚ئ‚µ‚ؤپu‚ب‚µپvپu–ع—§‚آپv‚ج2’iٹK•]‰؟‚ئ‚µپA‰ک‚ê‚ج‚¤‚؟‚ج‚µ‚فپA‚«‚¸پA•…گH‚ج‚¤‚؟‚ج“_گHپA‚»‚ج‘¼‚ج•…گH‚¨‚و‚ر“h–Œ—ٍ‰»‚ة‚آ‚¢‚ؤ‚حپu–ع—§‚آپvپu‚â‚â–ع—§‚آپv‚¨‚و‚رپu‚ب‚µپv‚ج3’iٹK•]‰؟‚ئ‚µپAژ‹—ح1.0’ِ“x‚جژز‚ھ–عژ‹‚إ5m‚ج‹——£‚©‚ç”F‚ك‚ç‚ê‚é’ِ“x‚ًپu–ع—§‚آپv‚ئ‚µپA1m‚ج‹——£‚©‚ç”F‚ك‚ç‚ê‚é’ِ“x‚ًپu‚â‚â–ع—§‚آپv‚ئ‚·‚éپB
ii) —ٍ‰»‚ج•]‰؟‚ح•]‰؟ژز‚ج’mژ¯پA–ع“Iˆسژ¯‚ب‚اژهٹد‚ةˆث‘¶‚µ‚â‚·‚¢‚ھپA‚±‚ê‚ً‚ب‚é‚ׂ‹qٹد“IپA’è—ت“I‚ب•]‰؟‚ًچs‚¦‚é‚و‚¤‚ة‚µ‚½پB
(e) “؛‹y‚ر“؛چ‡‹à
(1) “؛‚ح’WگشگF‚إ‚ ‚èپAˆں‰”پA‚·‚¸پAƒAƒ‹ƒ~ƒjƒEƒ€“™‚ئچ‡‹à‚ًچى‚é‚ئ‰©گF‚©‚ç‹àگF‚ة‚ب‚èپAƒjƒbƒPƒ‹‚ئ‚جچ‡‹à‚ح”’گF‚ة‚ب‚éپB
(2) ˆê”ت‚ةŒڑ’z‚إ—p‚¢‚ç‚ê‚ؤ‚¢‚é“؛چ‡‹à‚ة‚حپAژں‚ج‚و‚¤‚ب‚à‚ج‚ھ‚ ‚éپB
(i) ’O‹â
“؛‚ة 5پ`20پ“‚جˆں‰”‚ً‰ء‚¦‚½‚à‚ج‚ً’O“؛‚ئ‚¢‚¤پB
’O“؛‚حپAJIS H 3100پi“؛‹y‚ر“؛چ‡‹à‚ج”آ•ہ‚ر‚ةڈًپj‚جC 2100 پ` C 2400‚ة’è‚ك‚ç‚ê‚ؤ‚¢‚éپB‚±‚ج‚¤‚؟Œڑ’z—p‚ئ‚µ‚ؤ‚ح C 2200پA’تڈج 9پF1پi‚‚¢‚؟پj’O“؛‚ھ—p‚¢‚ç‚ê‚éپBƒvƒچƒ“ƒY”آ‚ئ‚¢‚¤‚ج‚حپA‚ظ‚ئ‚ٌ‚ا‚ھ‚±‚ج’O“؛”آ‚إ‚ ‚éپB
(ii) ‰©“؛
“؛‚ة 30پ`40پ“‚جˆں‰”‚ً‰ء‚¦‚½‚à‚ج‚ً‰©“؛‚ئ‚¢‚¤پB
’تڈيپA‰©“؛‚ة‚حˆں‰”‚جٹـ—L—ت‚ة‚و‚è7پF3‰©“؛پA65پF35‰©“؛پA6پF4‰©“؛‚ة‹و•ھ‚³‚ê‚ؤ‚¢‚éپBگF‚حˆں‰”‚ھڈ‚ب‚¢‚à‚ج‚ظ‚ا‰©گF‚ھ‹‚¢پBˆں‰”‚ھ‘‚·‚ةڈ]‚ء‚ؤ‹“x‚حچ‚‚‚ب‚é‚ھپA‰ءچHگ«‚ح—ٍ‚éپB—p“r‚ئ‚µ‚ؤŒڑ’z—p‚إ‚حٹK’i‚جژè‚·‚èپAŒڑ‹ï‹à•¨پA–ع’n–_پA“àٹO‘•چق‹y‚رŒڑ’z‘•ڈü‚ة—p‚¢‚ç‚ê‚éپB
‚ب‚¨پA“؛پA’O“؛‹y‚ر‰©“؛‚ج‘gگ¬‚ئگF’²‚ئ‚جٹضŒW‚ًگ}14.1.7‚ةژ¦‚·پB
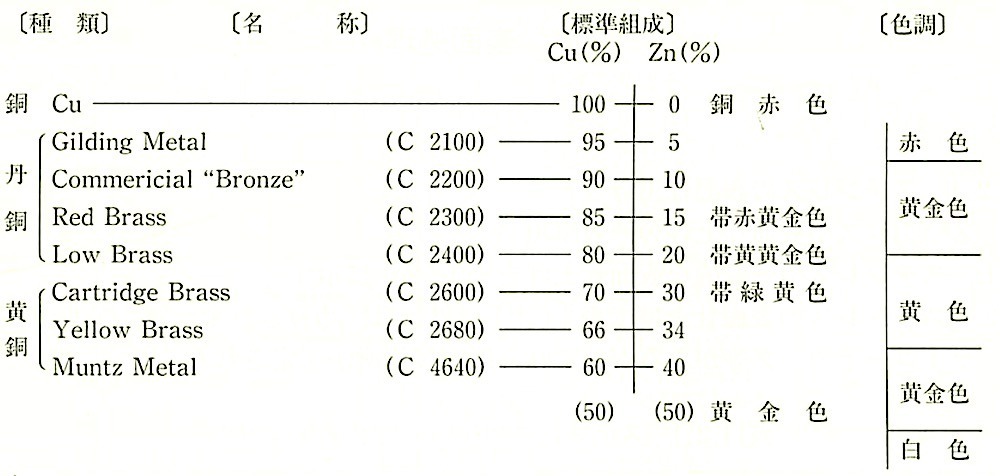
گ}14.1.7 “؛پA’O“؛‹y‚ر‰©“؛‚ج‘gگ¬‚ئگF’²
(iii) گآ“؛
ˆê”ت‚ة‚حپA“؛‚ًژه‚ئ‚µ‚ؤ‚·‚¸‚ً‰ء‚¦‚½‚à‚ج‚ًگآ“؛‚ئ‚¢‚¤پB
’تڈي‚حپA“؛‚ة‚·‚¸ 2پ`11%‚ئˆں‰”‹y‚ر‰”‚ً‰ء‚¦‚½‚à‚ج‚إپA‹‹”rگ…‹à‹ïپAŒڑ’z—p‹à‹ï‚ئ‚µ‚ؤ—p‚¢‚ç‚ê‚ؤ‚¢‚éپB“ءژê‚بŒڑ’z‹à•¨‚ة‚è‚ٌگآ“؛‚ھ—p‚¢‚ç‚ê‚邱‚ئ‚à‚ ‚éپB
ˆê•ûپAŒڑ’z‹à•¨‚ج‹ئٹE‚إ‚حپA(i) ‚ج’O“؛پA(ii)‚ج‰©“؛‚ًٹـ‚ك‚ؤپuƒvƒچƒ“ƒYپv‚ئ‚¢‚¤‚±‚ئ‚ھ‘½‚¢‚ج‚إ’چˆس‚·‚é•K—v‚ھ‚ ‚éپB
(iv) —m”’پqƒjƒbƒPƒ‹ƒVƒ‹ƒoپ[پr
“؛‚ةƒjƒbƒPƒ‹‚ئˆں‰”‚ً‰ء‚¦‚½چ‡‹à‚إپAƒjƒbƒPƒ‹‚ج‘½‚¢‚à‚ج‚ح‹â”’گFپAڈ‚ب‚¢‚à‚ج‚ح‰©گF‚ً‘ر‚ز‚½ٹDگF‚ة‚ب‚éپB
پu—m‹âپv‚ئ‚ح—m”’‚ج•ت–¼‚إ‹â”’گF‚إ‚ ‚éپB
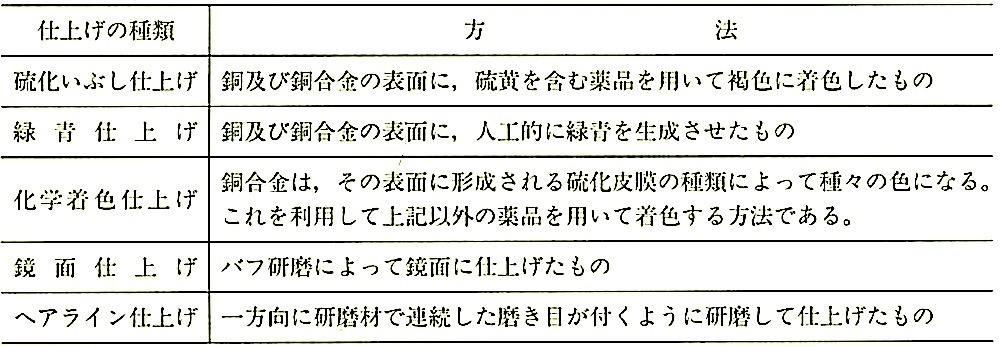
(3) “؛چ‡‹à‚جژdڈم‚°‚جژي—ق‹y‚ر•û–@‚ة‚آ‚¢‚ؤ•\14.1.4‚ةژ¦‚·پB
•\14.1.4 “؛چ‡‹à‚جژdڈم‚°