【 躯体工事 】
■ 鉄骨工事 ■
( 1 )
高力ボルト接合に関する記述として、最も不適当なものはどれか。(令和3年後期_No.22)
1.ナット側の座金は、座金の内側面取り部がナットに接する側に取り付ける。
2.高力ボルト接合部のフィラープレートは、両面とも摩擦面処理を行う。
3.摩擦面の錆の発生状態は、自然発錆による場合、鋼材の表面が一様に赤く見える程度とする。
4.ボルトの締付けは、ボルト群ごとに継手の周辺部より中央に向かう順序で行う。
答え
4
[ 解答解説 ]
1.◯
ナット側の座金は、座金の内側面取り部がナットに接する側になるように取り付ける。
2.◯
接合部の力を伝達する部分には、すべり係数の小さいものを挟んではならないので、フィラープレートも主材と全く同様に処理しなければならない。(建築工事監理指針)
3.◯
摩擦面の錆の発生状態は、自然発錆による場合、鋼材の表面が一様に赤く見える程度とする。少ないもの、浮き錆に近いものは不適当である。
4.×
ボルトの締付けは、ボルト群ごとに継手の中央部より周辺に向かう順序で行う。
( 2 )
鉄骨製作工場における錆止め塗装に関する記述として、最も不適当なものはどれか。(令和3年前期_No.20)
1.組立てによって肌合せとなる部分は、錆止め塗装を行わなかった。
2.柱ベースプレート下面のコンクリートに接する部分は、錆止め塗装を行わなかった。
3.素地調整を行った鉄鋼面は、素地が落ち着くまで数日あけて錆止め塗装を行った。
4.錆止め塗装を行う部材は、原則として塗装検査以外の検査を終了した後に塗装を行った。
答え
3
[ 解答解説 ]
1.◯
組立てによって肌合せとなる部分は、錆止め塗装をしてはならない。
2.◯
コンクリートに接触又は埋め込まれる箇所には、付着に影響があるので、錆止め塗装は行わない。
3.×
素地調整を行った鉄鋼面は、速やかに錆止め塗装を行う。
4.◯
錆止め塗装を行うと検査に支障が出るものもあるので、錆止め塗装を行う部材は、原則として、塗装検査以外の検査を終了した後に塗装を行う。
( 3 )
鉄骨の加工に関する記述として、最も不適当なものはどれか。(令和2年後期_No.23)
1.ひずみの矯正を常温加圧で行う場合は、ローラー又はプレスを使用する。
2.溶融亜鉛めっき高力ボルトの孔径は、同じ呼び径の高力ボルトの孔径よりも大きくする。
3.柱の十字形鉄骨に設ける梁主筋の貫通孔は、耐力低下の大きいフランジを避けて、ウェブに設ける。
4.開先の加工は、自動ガス切断、機械加工等により行う。
答え
2
[ 解答解説 ]
1.◯
常温加圧で行うひずみの矯正を場は、ローラー又はプレスを用いて行う。
2.×
溶融亜鉛めっき高力ボルトのめっき前の孔径は、高力ボルトによる。(公共建築工事標準仕様書)溶融亜鉛めっき高力ボルトのめっき前の孔径は、同じ呼び径の高力ボルトの孔径と同一である。
3.◯
鉄骨鉄筋コンクリート造の柱の十字形鉄骨に設ける梁主筋の貫通孔は、十字形鉄骨のフランジを避けて、ウェブに設ける。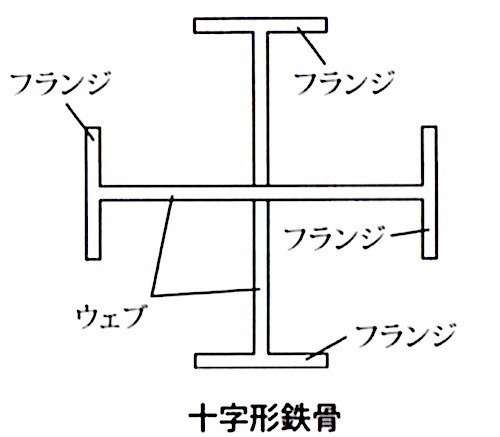
4.◯
開先とは、溶接部材間に生じる溝をいい、開先の加工とは、溶接性能を高めるために開先の形状を加工することをいう。鉄骨の開先加工は、自動ガス切断、機械加工等により行う。
( 4 )
鉄骨の建方に関する記述として、最も不適当なものはどれか。(令和元年後期_No.23)
1.溶接継手のエレクションピースに使用する仮ボルトは、高力ボルトを用いて全数締め付けた。
2.ターンバックル付き筋かいを有する鉄骨構造物は、その筋かいを用いて建入れ直しを行った。
3.柱現場溶接接合部に建入れ及び食違い調整機能の付いた治具を使用したため、ワイヤロープを用いず、建入れ直しを行った。
4.建方精度の測定は、温度の影響を避けるため、早朝の一定時間に実施した。
答え
2
[ 解答解説 ]
1.◯
エレクションピースとは、鉄骨柱を溶接接合する際に、上下の柱を仮固定するための部材をいう。溶接継手におけるエレクションピースなどに使用する仮ボルトは、高力ボルトを使用して全数締め付ける。(JASS6)
2.×
ターンバックルとは、回転させて部材の張力を調整する金具をいう。ターンバックル付き筋かいを有する鉄骨構造物は、その筋かいを用いて建入れ直しを行ってはならない。(JASS6)
3.◯
建入れ及び食違い調整機能の付いた治具とは、柱現場溶接接合部に装着して使用される調整治具で、ワイヤロープを用いず、建入れ直しを行うことができる。
4.◯
建方精度の測定にあたっては、温度の影響を考慮する。骨組全体、鋼製巻尺、器具の温度による変動が少なくなるような時刻に測定する。(JASS6)
( 5 )
高力ボルト摩擦接合に関する記述として、最も不適当なものはどれか。(令和元年前期_No.22)
1. ナット側の座金は、座金の内側面取り部がナットに接する側に取り付ける。
2. ナット回転法による本締めにおいて、ナットの回転量が不足しているボルトは、所定の回転量まで追締めする。
3. ナットとボルトが共回りを生じた場合は、新しいボルトセットに取り替える。
4. ボルトの締付けは、ボルト群ごとに継手の周辺部より中央に向かう順序で行う。
答え
4
[ 解答解説 ]
1.◯
ナット側の座金は、座金の内側面取り部がナットに接する側に取り付ける。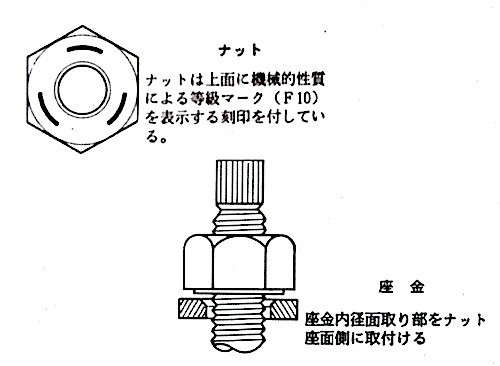
トルシア形高力ボルト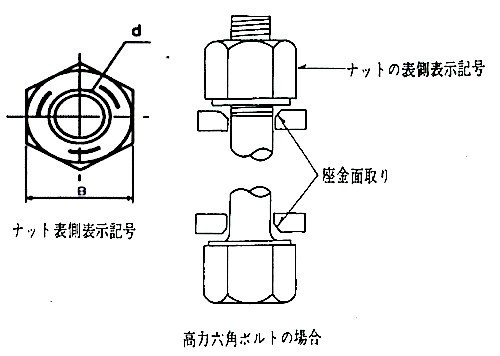
JIS系高力ボルト
2.◯
ナット回転法による本締めにおいて、ナットの回転量が不足しているボルトは、所定の回転量まで追締めする。
3.◯
ナットとともにボルトが一緒に回転する共回りが生じた場合には、新しいボルトセットに取り替える。
4.×
ボルトの締付けは、ボルト群ごとに継手の中心部より周辺に向かう順序で行う。
( 6 )
鉄骨工事における錆止め塗装に関する記述として、最も不適当なものはどれか。(平成30年後期_No.22)
1. 素地調整を行った鉄鋼面は、素地が落ち着くまで数日あけて錆止め塗装を行った。
2. 角形鋼管柱の密閉される閉鎖形断面の内面は、錆止め塗装を行わなかった。
3. コンクリートに埋め込まれる鉄骨梁に溶接された鋼製の貫通スリーブの内面は、錆止め塗装を行った。
4. 組立てによって肌合せとなる部分は、錆止め塗装を行わなかった。
答え
1
[ 解答解説 ]
1.×
鉄鋼面は、素地ごしらえが終わったら、直ちに錆止め塗料を塗り付けなければならない。(建築工事監理指針)
2.◯
角形鋼管柱の密閉される閉鎖形断面の内面は、錆止め塗装を行わなくてよい。
3.◯
コンクリートに埋め込まれる鉄骨梁は錆止めは不要であるが、溶接された鋼製の貫通スリーブの内面は、錆止め塗装を行う。
4.◯
組立てによって肌合せとなる部分は、錆止め塗装を行わなくてよい。
( 7 )
鉄骨の加工に関する記述として、最も不適当なものはどれか。(平成30年前期_No.23)
1.けがき寸法は、製作中に生じる収縮、変形及び仕上げしろを考慮した値とした。
2.板厚20mmの鋼板の切断を、レーザー切断法で行った。
3.400N/mm2級鋼材のひずみの矯正は、850〜900℃に局部加熱して行った後に空冷した。
4.鋼材の加熱曲げ加工は、200〜400℃に加熱して行った。
答え
4
[ 解答解説 ]
1.◯
けがき寸法は、製作中に生じる収縮や変形及び仕上げしろを考慮した値とする。(建築工事監理指針7章3節)
2.◯
レーザー切断法は、光えねるぎーの集光熱による切断法であり、適用可能板厚は 0.1〜25mm程度である。高速切断が可能で切断溝幅が狭く孔あけ加工が可能である。
3.◯
ひずみの矯正は、常温若しくは局部加熱して行う。
400N/mm2、490N/mm2、級鋼材を局部加熱で矯正する場合の温度範囲は、以下を標準とする。それ以外の鋼については、設計担当者と打ち合わせる。
(1)加熱後空冷する場合 850〜900℃
(2)加熱後直ちに水冷する場合 600〜650℃
(3)空冷後水冷する場合 850〜900℃
(ただし、水冷開始温度は650℃以下)
なお、この温度は、加熱表面の温度を示している。温度測定には、接触温度計などが用いられる。
(建築工事監理指針7章3節)
4.×
曲げ加工は鋼材の機械的性質等を損なわない方法で行う。500℃以下の加熱、厚さ 6mm以上の鋼材等の曲げ加工においては外側曲げ半径が材厚の10倍以上の場合は加工前後で同じ基準強度及び材料強度としてよいとしている。したがって、この範囲外で曲げ加工を行う場合は、加工後の機械的性質等が加工前の機械的性質等と同等以上であることを確認しなければならない。
ただし、200〜400℃の範囲は青熱脆性域といわれ鋼材が常温よりももろくなる。加熱曲げ加工を行う場合はこの範囲を絶対に避けなればならない。
-
no image
-
-
-
-