





怴婯婰帠偺搳峞傪峴偆偙偲偱丄旕昞帵偵偡傞偙偲偑壜擻偱偡丅
2017擭10寧04擔
Scoovo C170丂僩儗僀偺惂嶌
丂媣偟傇傝偵ScoovoC170傪摦偐偟偨偔側傝傑偟偨丅
丂崱夞偺姰惉昳偺僩儗僀偼埲壓偺傛偆偱偡丅廲×墶×崅偝偼
丂丂丂俁侽丏俆×侾係丏俆×俁乮僙儞僠乯
偱偡丅
俁侽丏俆僙儞僠丂偺挿偝偼ScoovoC170丂偱偼堦婥偵憿宍偱偒傑偣傫丅偦偙偱恾偐傜傢偐傞傛偆偵敿暘偢偮嶌惉偟偰寢崌偟傑偡丅
丂崱夞偺惂嶌栚揑偼寢崌晹暘偺峔憿偺幚尡偱偡丅
忋偑愝寁恾偱偡丅崅偝偑寢崌晹暘傕娷傔偰侾俆丏俆僙儞僠偁傝傑偡乮ScoovoC170偺崅偝偺尷奅偼侾俈僙儞僠偱偡乯丅
丂敿暘偢偮暿乆偵憿宍偟偰傕偄偄偺偱偡偑乮憿宍帪娫傕敿暘偵側傞乯丄忋偺傛偆偵俀偮暲傋偰儀僢僪忋偵侽丏俆儈儕乮偙傟偼俀憌偱憿宍偝傟傞乯偺斅偱楢寢偟偰偍偔偲埨掕偟傑偡丅
丂崅偝偺崅偄憿宍暔偼愙抧柺偑嫹偄偲憿宍拞偵揮搢偟傑偡丅
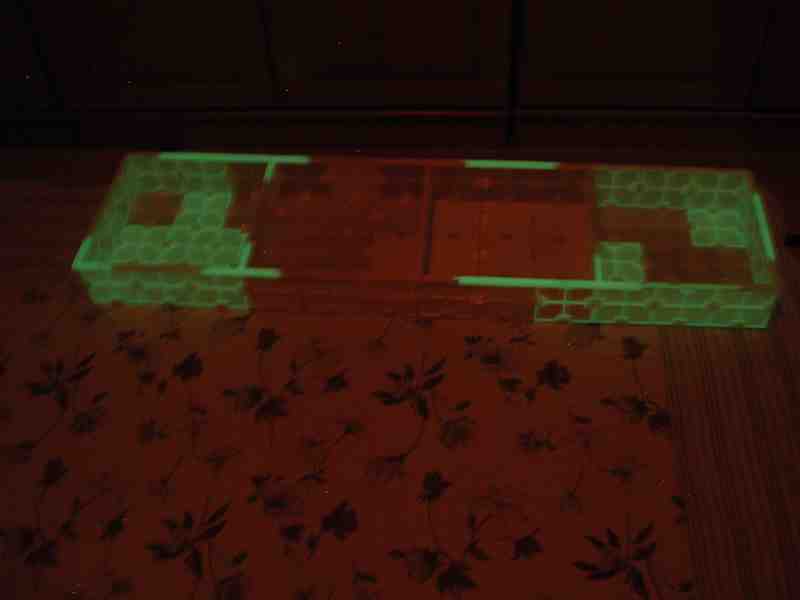
丂埲壓偼憿宍寢壥偺寢崌晹暘偱偡丅柺偺岤偝偼係儈儕偱偡丅係俆搙偺栴報峔憿偵偟偰浧傔崬傫偩屻偼屌掕偝傟傞傛偆偵偟傑偟偨丅捾偺崅偝偼俆儈儕偱偡丅偙偺捾偼巚偭偨傛傝婃忎偱偡丅捾偺挿偝俀僙儞僠偱傕幚尡偟偰偆傑偔偄偒傑偟偨丅偦偺偲偒偼乽偙傟偼偒偭偲搑拞偱捾偑愜傟傞偧乿偲巚偄側偑傜僾儔僗僠僢僋僴儞儅乕偱偨偨偄偰浧傔傑偟偨偑嵟屻傑偱栤戣偑偁傝傑偣傫偱偟偨丅
丂愝寁抜奒偱捾偲捾偲偺娫偵偼侽丏俆儈儕偺寗娫傪嶌偭偰偁傝傑偡丅栴報峔憿偼係俆搙偺孹偒側偺偱柺偼墶偵偡傞偲慇堐偼捾偺曽岦偵側偭偰偒傟偄偵憿宍偱偒傑偡丅
丂偟偐偟丄偦偆偡傞偲僩儗僀偺墢偼悅捈偵棫偮偺偱偦偺晹暘偺捾偼憿宍偱偒傑偣傫丅
丂崱夞偺傛偆偵捾傪棫偰偰憿宍偡傞偲僼傿儔儊儞僩偑墶偵憱傝傑偡丅浧傔崬傓偲偒偵偙傟偑偐傒崌偭偰堦搙僾儔僗僠僢僋僴儞儅乕偱偨偨偒崬傓偲俀搙偲敳偗側偔側傝傑偡丅
丂偦偺偨傔捾偺挿偝偼俆儈儕偱廫暘嫮椡側寢崌偲側傝傑偡丅
丂媣偟傇傝偵僔儖僶乕偲僽儖乕偺ScoovoC170傪摦偐偟偰挷巕傪妋擣偟偨偐偭偨偺偱怓堘偄偱憿宍偟偰暿乆偵慻傒崌傢偣偰僣乕僩儞僇儔乕偵偟傑偟偨丅
丂忋偺恾偱暘偐傞傛偆偵敀偄敿暘偺捾偺壓埵抲偵慄偑擖偭偰偄傑偡偑丄偙傟偼憿宍帪偺侽丏俆儈儕掱搙偺偢傟偱偡丅
丂崅偄崅偝偺峔憿暔偼儀僢僪偺堏摦偵傛偭偰姷惈偺僩儖僋偑嫮偔摥偒傑偡丅偙傟偼帴愇偱屌掕偝傟偰偄傞儀僢僪偺慜屻傪晜偐偣傞傛偆偵摥偒傑偡丅
埲慜偺婰帠乽丂乽僱僕乿偵傛傞峔憿暔乮偦偺俀乯丄僗僺乕僪傊偺挧愴丂乿偱偼僞僀儈儞僌儀儖僩偺嶳偑妸傞偲俀儈儕偺偢傟偑敪惗偡傞偙偲傪偄偄傑偟偨丅
丂偟偐偟丄崱夞偺偢傟偼偢偭偲彫偝偄偺偱偦傟偲偼堎側傝傑偡丅儀僢僪偼帴愇偱屌掕偝傟偰偄傞尷傝偼摦偒傑偣傫偑丄嫮偄椡偱偢傜偡偲傢偢偐偵偢傟傑偡乮侽丏俆儈儕掱搙乯丅
丂崱夞偼偙傟偑婲偙偭偨偲峫偊傜傟傑偡丅
丂懳嶔偼丄憿宍暔偺忋晹傪嶌惉偡傞偲偒偼憿宍僗僺乕僪傪棊偲偡偙偲偱偡丅
偪側傒偵崱夞偺憿宍帪娫偼俀攞懍偱侾侽帪娫侾俆暘掱搙偱偡丅
丂僩乕僗僩傪從偄偰僐乕僸乕傪擖傟偰傒傑偟偨丅
丂偄偨偩偒傑偡丅
丂崱夞偺姰惉昳偺僩儗僀偼埲壓偺傛偆偱偡丅廲×墶×崅偝偼
丂丂丂俁侽丏俆×侾係丏俆×俁乮僙儞僠乯
偱偡丅
 |
俁侽丏俆僙儞僠丂偺挿偝偼ScoovoC170丂偱偼堦婥偵憿宍偱偒傑偣傫丅偦偙偱恾偐傜傢偐傞傛偆偵敿暘偢偮嶌惉偟偰寢崌偟傑偡丅
丂崱夞偺惂嶌栚揑偼寢崌晹暘偺峔憿偺幚尡偱偡丅
 |
忋偑愝寁恾偱偡丅崅偝偑寢崌晹暘傕娷傔偰侾俆丏俆僙儞僠偁傝傑偡乮ScoovoC170偺崅偝偺尷奅偼侾俈僙儞僠偱偡乯丅
丂敿暘偢偮暿乆偵憿宍偟偰傕偄偄偺偱偡偑乮憿宍帪娫傕敿暘偵側傞乯丄忋偺傛偆偵俀偮暲傋偰儀僢僪忋偵侽丏俆儈儕乮偙傟偼俀憌偱憿宍偝傟傞乯偺斅偱楢寢偟偰偍偔偲埨掕偟傑偡丅
丂崅偝偺崅偄憿宍暔偼愙抧柺偑嫹偄偲憿宍拞偵揮搢偟傑偡丅
丂埲壓偼憿宍寢壥偺寢崌晹暘偱偡丅柺偺岤偝偼係儈儕偱偡丅係俆搙偺栴報峔憿偵偟偰浧傔崬傫偩屻偼屌掕偝傟傞傛偆偵偟傑偟偨丅捾偺崅偝偼俆儈儕偱偡丅偙偺捾偼巚偭偨傛傝婃忎偱偡丅捾偺挿偝俀僙儞僠偱傕幚尡偟偰偆傑偔偄偒傑偟偨丅偦偺偲偒偼乽偙傟偼偒偭偲搑拞偱捾偑愜傟傞偧乿偲巚偄側偑傜僾儔僗僠僢僋僴儞儅乕偱偨偨偄偰浧傔傑偟偨偑嵟屻傑偱栤戣偑偁傝傑偣傫偱偟偨丅
 |
丂愝寁抜奒偱捾偲捾偲偺娫偵偼侽丏俆儈儕偺寗娫傪嶌偭偰偁傝傑偡丅栴報峔憿偼係俆搙偺孹偒側偺偱柺偼墶偵偡傞偲慇堐偼捾偺曽岦偵側偭偰偒傟偄偵憿宍偱偒傑偡丅
丂偟偐偟丄偦偆偡傞偲僩儗僀偺墢偼悅捈偵棫偮偺偱偦偺晹暘偺捾偼憿宍偱偒傑偣傫丅
丂崱夞偺傛偆偵捾傪棫偰偰憿宍偡傞偲僼傿儔儊儞僩偑墶偵憱傝傑偡丅浧傔崬傓偲偒偵偙傟偑偐傒崌偭偰堦搙僾儔僗僠僢僋僴儞儅乕偱偨偨偒崬傓偲俀搙偲敳偗側偔側傝傑偡丅
丂偦偺偨傔捾偺挿偝偼俆儈儕偱廫暘嫮椡側寢崌偲側傝傑偡丅
 |  |
 |
丂媣偟傇傝偵僔儖僶乕偲僽儖乕偺ScoovoC170傪摦偐偟偰挷巕傪妋擣偟偨偐偭偨偺偱怓堘偄偱憿宍偟偰暿乆偵慻傒崌傢偣偰僣乕僩儞僇儔乕偵偟傑偟偨丅
丂忋偺恾偱暘偐傞傛偆偵敀偄敿暘偺捾偺壓埵抲偵慄偑擖偭偰偄傑偡偑丄偙傟偼憿宍帪偺侽丏俆儈儕掱搙偺偢傟偱偡丅
丂崅偄崅偝偺峔憿暔偼儀僢僪偺堏摦偵傛偭偰姷惈偺僩儖僋偑嫮偔摥偒傑偡丅偙傟偼帴愇偱屌掕偝傟偰偄傞儀僢僪偺慜屻傪晜偐偣傞傛偆偵摥偒傑偡丅
埲慜偺婰帠乽丂乽僱僕乿偵傛傞峔憿暔乮偦偺俀乯丄僗僺乕僪傊偺挧愴丂乿偱偼僞僀儈儞僌儀儖僩偺嶳偑妸傞偲俀儈儕偺偢傟偑敪惗偡傞偙偲傪偄偄傑偟偨丅
丂偟偐偟丄崱夞偺偢傟偼偢偭偲彫偝偄偺偱偦傟偲偼堎側傝傑偡丅儀僢僪偼帴愇偱屌掕偝傟偰偄傞尷傝偼摦偒傑偣傫偑丄嫮偄椡偱偢傜偡偲傢偢偐偵偢傟傑偡乮侽丏俆儈儕掱搙乯丅
丂崱夞偼偙傟偑婲偙偭偨偲峫偊傜傟傑偡丅
丂懳嶔偼丄憿宍暔偺忋晹傪嶌惉偡傞偲偒偼憿宍僗僺乕僪傪棊偲偡偙偲偱偡丅
偪側傒偵崱夞偺憿宍帪娫偼俀攞懍偱侾侽帪娫侾俆暘掱搙偱偡丅
 |
丂僩乕僗僩傪從偄偰僐乕僸乕傪擖傟偰傒傑偟偨丅
丂偄偨偩偒傑偡丅





2017擭04寧16擔
Scoovo C170丂堦椫憓偟丄壴時偺惢嶌
丂弔偱偡丅偍壴偑嶇偒傑偡丅
丂偦偙偱丄堦椫憓偟傗壴時乮時偱偼側偄偑乯傪嶌偭偰傒傑偟傚偆丅
價僯乕儖戃偺抂偑堦椫憓偟偺暎偐傜偼傒弌偰偄傞偺偼崱堦偐側丅偦偙偱壴時偺暎偵價僯乕儖偺抂傪嫴傒崬傔傞傛偆偵偟傑偟偨丅
丂丂壓恾偺傛偆偵浧傔崬傒榞傪浧傔偰偐傜丄價僯乕儖戃乮偆偡偄戃傪擇廳偵僙僢僩偟傑偟偨乯偺偼傒弌偨晹暘偼僇僢僞乕偱愗傝庢傝傑偡丅
丂偍壴傪攦偭偰丄擖傟偰傒傑偟偨丅

丂偱偼傑偨丅
丂捛怢丂師偺搳峞偼彮偟愭偵側傞梊姶偑偟傑偡丅
乮俀俉乯Scoovo C170丂偔偣傕偺僼傿儔儊儞僩丄僲僘儖偺楎壔丄僸乕僥僢僪僽儘僢僋乮儕儌僐儞奿擺儃僢僋僗丄梄曋暔儃僢僋僗偺惢嶌偵偍偄偰乯
丂丂丂憿宍帪偺僩儔僽儖丄僲僘儖丄僸乕僥僢僪僽儘僢僋偵偮偄偰
乮俀俈乯Scoovo C170丂(a)戝偒側惍棟扞傑偨偼杮敔 (b)徃崀僱僕傊偺媼桘 (c)帺栤帺摎
丂丂丂俁師尦偺戝偒側峔憿暔偺惢嶌丄懁柺僷僱儖偺庢傝奜偟丄俧僐乕僪偵傛傞憖嶌
乮俀俇乯Scoovo C170丂儂乕儉儁乕僕
丂丂丂僽儘僌埬撪丄娭楢婰帠傊偺儕儞僋
乮俀俆乯Scoovo C170丂傛傕傗傑榖俀乮姰惉偟偨杮敔丄嶌昳偺偦偺屻丄僲乕僴僂乯
丂丂丂俁師尦偺戝偒側峔憿暔偺惢嶌丄偦偺懠
乮俀係乯Scoovo C170丂傛傕傗傑榖乮僲乕僴僂丄帺悊丄嶌昳偺偦偺屻丄惢嶌拞杮敔乯
丂丂丂俁師尦偺戝偒側峔憿暔偺惢嶌丄偦偺懠
乮俀俁乯Scoovo C170丂俁師尦僾儕儞僞偺枹棃宍乮偦偺俁乯乮僥乕僽儖偲堉巕偺姰惉乯
丂丂丂壠嬶偺惢嶌偺幚徹幚尡
乮俀俀乯Scoovo C170丂憿宍偺婎杮僲乕僴僂係
丂丂丂僄僋僗僩儖乕僟乕丄僼傿儔儊儞僩偵偮偄偰偺僲乕僴僂
乮俀侾乯Scoovo C170丂俁師尦僾儕儞僞偺枹棃宍乮偦偺俀乯乮僥乕僽儖偲堉巕偺惢嶌乯
丂丂丂壠嬶偺惢嶌偺幚徹幚尡
乮俀侽乯Scoovo C170丂俁師尦僾儕儞僞偺枹棃宍乮偦偺侾乯乮僥乕僽儖偲堉巕偺惢嶌乯
丂丂丂壠嬶偺惢嶌偺幚徹幚尡
乮侾俋乯Scoovo C170丂乽僱僕乿偵傛傞峔憿暔乮偦偺俀乯丄僗僺乕僪傊偺挧愴
丂丂丂俽們倧倧倴倧丂俠侾俈侽丂偺憿宍僗僺乕僪偺尷奅
乮侾俉乯Scoovo C170丂乽僱僕乿偵傛傞峔憿暔乮偦偺侾乯
丂丂丂俹俴俙庽帀偱幚梡揑側僱僕偺嶌惉
乮侾俈乯Scoovo C170丂 Repetier-Host偺徯夘
丂丂丂俽俠俷俷倁俷丂俽倲倳倓倝倧丂傛傝曋棙側丂俼倕倫倕倲倝倕亅俫倧倱倲
乮侾俇乯Scoovo C170丂僼傿儔儊儞僩偺俀庬椶偺晄椙昳
丂丂丂僼傿儔儊儞僩偲僲乕僴僂
乮侾俆乯Scoovo C170丂偲丂Sense Scanner 3D丂偲偺僐儔儃儗乕僔儑儞丂帺暘偺庤暥捔丄嫻憸偺惂嶌
丂丂丂嶰師尦僗僉儍僫乕偺懱尡
乮侾係乯Scoovo C170 憿宍偺婎杮僲乕僴僂俁
丂丂丂僲乕僴僂
乮侾俁乯Scoovo C170偱傊傫側傕偺傪憿傝傑偟偨
丂丂丂帺悊嶰媟
乮侾俀乯Scoovo C170 偺妝偟傒
丂丂丂暿僶乕僕儑儞惍棟扞丅僉乕儃乕僪戜丅
乮侾侾乯Scoovo C170 僼傿儔儊儞僩憲傝婡峔偺夵慞丂慞偼媫偘
丂丂丂Scoovo C170傪峸擖偟偨傜丄僒億乕僩偵憲偭偰僼傿儔儊儞僩憲傝婡峔偺僶乕僕儑儞傾僢僾傪偍婅偄偟傑偟傚偆丅
乮侾侽乯俀戜栚偺Scoovo C170偑棃傑偟偨乮偦偺俀乯
丂丂丂侾侽抜惍棟儃僢僋僗偺嶌惉丅僲乕僴僂丅
乮俋乯俀戜栚偺Sccovo C170偑棃傑偟偨乮偦偺侾乯
丂丂丂摨偠乮偁傞偄偼帡偰偄傞乯傕偺偑俀偮偁傞偺偼曋棙偱偡丅
乮俉乯Scoovo C170丂偼娫堘偄側偔幚梡揑
丂丂丂媶嬌揑偵偼栶偵棫偨側偔偰傕偄偄偲巚偄傑偡偑丄偨傔偵側傞偲偄偆偙偲偼偄偄偙偲偱偡丅
乮俈乯Scoovo C170 憿宍偺婎杮僲乕僴僂俀
丂丂丂僄僋僗僩儖乕僟乕偺僲僘儖撪偺僼傿儔儊儞僩偼僸乕僥僢僪僽儘僢僋偵傛偭偰梟梈偟偰幩弌偝傟傑偡丅偙偺壏搙挷惍偑側偵傛傝傕廳梫偱偡丅
乮俇乯ScoovoC170偺婓朷偲尰幚乮儈僯僠儏傾僶僀僆儕儞偺惢嶌偐傜乯
丂丂丂僶僀僆儕儞偺傾僋僙僒儕乕傪嶌偭偰傒傑偟偨丅
乮俆乯ScoovoC170偲晅偒崌偆偨傔偺岺嬶
丂丂丂巇帠傪忋庤偵偙側偡偙偮偼丄揔愗側摴嬶傪揔愗偵巊梡偡傞偙偲偱偡丅
乮係乯彫偝偄柺愊偱憿宍偡傞偲偒偺僐僣
丂丂丂乽偦偺愄丄揥帵夛応偱ScoovoC170偺僨儌儞僗僩儗乕僔儑儞傪峴偭偨偲偒丄憿宍暔傪屌壔偝偣傞偨傔偵愵晽婡偱晽傪憲偭偨乿偲暦偄偰偄傑偡丅偟偐偟丄2偮摨帪偵憿宍偡傟偽偦傫側偙偲偼晄梫偱偡丅
乮俁乯憿宍偺婎杮僲乕僴僂侾
丂丂丂ScoovoC170偼敪揥搑忋儅僔乕儞偱偡丅憐憸椡傪摥偐偣偰埖偄傑偡丅
乮俀乯ScoovoC170傪峸擖偟偨棟桼
丂丂丂侾戜栚偺ScoovoC170偺抣抜偼丠
乮侾乯 俽們倧倧倴倧俠侾俈侽傪峸擖偟偰嵙愜偟偰偄傑偣傫偐
丂丂丂僽儘僌奐巒
僲乕僴僂偺嬶懱揑側撪梕偵偮偄偰偺婰帠傊偺儕儞僋
乮倎乯僲僘儖偺壏搙偵偮偄偰
丂丂乮3乯憿宍偺婎杮僲乕僴僂侾丂乮7乯憿宍偺婎杮僲乕僴僂俀丂
乮倐乯僲僘儖偺岎姺偵偮偄偰
丂 丂(14)憿宍偺婎杮僲乕僴僂俁>乮28乯偔偣傕偺僼傿儔儊儞僩丄僲僘儖偺楎壔丄僸乕僥僢僪僽儘僢僋乮儕儌僐儞奿擺儃僢僋僗丄梄曋暔儃僢僋僗偺惢嶌偵偍偄偰乯丂
乮們乯僸乕僥僢僪僽儘僢僋偺庢傝奜偟曽
丂丂(14)憿宍偺婎杮僲乕僴僂俁丂(22)憿宍偺婎杮僲乕僴僂係乮28乯偔偣傕偺僼傿儔儊儞僩丄僲僘儖偺楎壔丄僸乕僥僢僪僽儘僢僋乮儕儌僐儞奿擺儃僢僋僗丄梄曋暔儃僢僋僗偺惢嶌偵偍偄偰乯
乮倓乯僼傿儔儊儞僩偵偮偄偰
丂丂(22)憿宍偺婎杮僲乕僴僂係丂(16)僼傿儔儊儞僩偺俀庬椶偺晄椙昳>乮28乯偔偣傕偺僼傿儔儊儞僩丄僲僘儖偺楎壔丄僸乕僥僢僪僽儘僢僋乮儕儌僐儞奿擺儃僢僋僗丄梄曋暔儃僢僋僗偺惢嶌偵偍偄偰乯
乮倕乯俁俢僗僉儍僫乕偵傛傞憿宍
丂丂(15)Scoovo C170丂偲丂Sense Scanner 3D丂偲偺僐儔儃儗乕僔儑儞丂帺暘偺庤暥捔丄嫻憸偺惂嶌
乮倖乯憿宍暔偺斀傝丄攳偑傟丄僽儖乕僥乕僾
丂丂(14)憿宍偺婎杮僲乕僴僂俁
乮倗乯僼傿儔儊儞僩偺憲傝婡峔
丂丂(11乯僼傿儔儊儞僩憲傝婡峔偺夵慞丂慞偼媫偘
乮倛乯僼傿儔儊儞僩偺棳弌偺懾傝
丂丂(16)僼傿儔儊儞僩偺俀庬椶偺晄椙昳
乮倝乯媼桘
丂丂Comment(2)丂 (24)傛傕傗傑榖乮僲乕僴僂丄帺悊丄嶌昳偺偦偺屻丄惢嶌拞杮敔乯
乮倞乯彫偝偄憿宍暔偺嶌惉曽朄
丂乮4乯彫偝偄柺愊偱憿宍偡傞偲偒偺僐僣
乮倠乯帺嶌儕乕儖儂乕儖僟乕
丂乮9乯俀戜栚偺Sccovo C170偑棃傑偟偨乮偦偺侾乯
乮倢乯儀僢僪偺崅偝偺挷惍
丂乮10乯俀戜栚偺Scoovo C170偑棃傑偟偨乮偦偺俀乯
乮倣乯 乽僕儑僽堦帪掆巭乿乽僕儑僽傪廔椆乿乽旕忢掆巭乿偵偮偄偰
丂乮10乯俀戜栚偺Scoovo C170偑棃傑偟偨乮偦偺俀乯
乮値乯丂俧僐乕僪丂偵偮偄偰
丂乮27乯 (a)戝偒側惍棟扞傑偨偼杮敔 (b)徃崀僱僕傊偺媼桘 (c)帺栤帺摎 乮19乯乽僱僕乿偵傛傞峔憿暔乮偦偺俀乯丄僗僺乕僪傊偺挧愴
丂偦偙偱丄堦椫憓偟傗壴時乮時偱偼側偄偑乯傪嶌偭偰傒傑偟傚偆丅
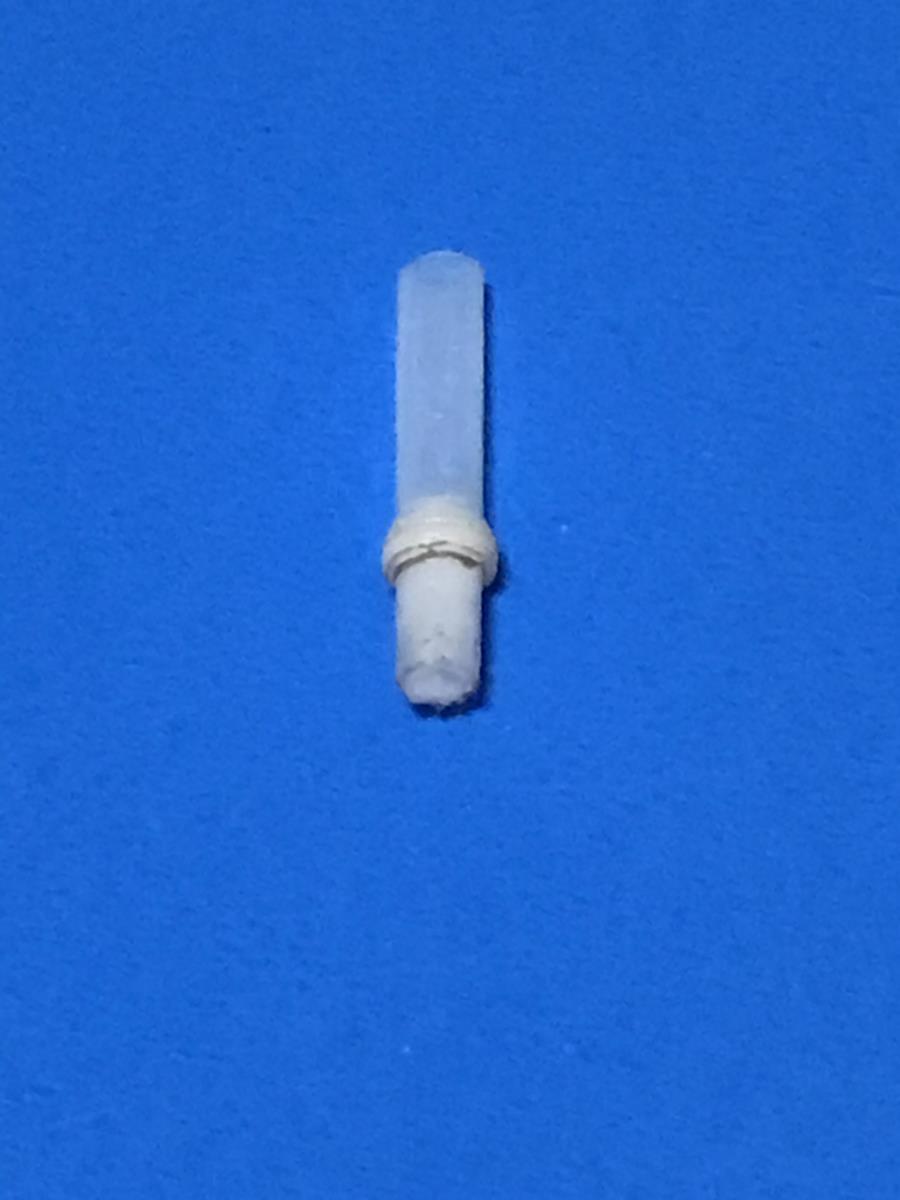
| 丂堦椫憓偟偼廲挿偱晄埨掕偱偡偑丄庴偗嶮偲堦懱偲偟偰憿宍偡傟偽娙扨偵搢傟傑偣傫丅恾偼戝彫偺堦椫憓偟偱偡丅乽侾俀俁俢丂俢倕倱倝倗値乿偺俿倵倕倕倠偺婡擻偱堷偭挘偭偰嶌惉偟偨傕偺偱偡丅 丂悈傪擖傟偰壴傪擖傟偰傒傑偟偨丅 偆傫丄側偐側偐偄偄丄偲巚偭偨偺偱偡偑丄彮偟帪娫偑偨偮偲戜偺忋偵悈揌偑弌偰偒傑偟偨丅俽們倧倧倴倧偺憿宍暔偼俹俴俙慺嵽偺慇堐傪挘傝晅偗偰偄傞偺偱枾搙傪侾侽侽亾偵偟偰傕傢偢偐側寗娫偑敪惗偟傑偡丅 丂偮傑傝丄俽們倧倧倴倧偱偼捈愙塼懱傪奿擺偡傞姰慡側梕婍偼柍棟偱偡丅 丂夝寛嶔偲偟偰丄恾偺傛偆偵價僯乕儖側偳偺戃傪撪懁偵擖傟偰悈偲偍壴傪擖傟傞偙偲偵偟傑偟偨丅憿宍帪偵堦椫憓偟偺撪懁偵敪惗偡傞僼傿儔儊儞僩偺撍婲偼嶍傝偲傜側偄偲價僯乕儖戃偵寠偑偁偄偰傑偨傑偨悈楻傟偑敪惗偡傞偺偱拲堄偟偰偔偩偝偄丅 |  |
價僯乕儖戃偺抂偑堦椫憓偟偺暎偐傜偼傒弌偰偄傞偺偼崱堦偐側丅偦偙偱壴時偺暎偵價僯乕儖偺抂傪嫴傒崬傔傞傛偆偵偟傑偟偨丅
丂丂壓恾偺傛偆偵浧傔崬傒榞傪浧傔偰偐傜丄價僯乕儖戃乮偆偡偄戃傪擇廳偵僙僢僩偟傑偟偨乯偺偼傒弌偨晹暘偼僇僢僞乕偱愗傝庢傝傑偡丅
 |  |
| 丂浧傔崬傒榞偼怉栘敨偺暤埻婥偵偟偰偔傟傑偡偑丄榞偺側偄僨僓僀儞傕峫偊傑偟偨丅 丂恾偺嵍俀偮偱偡丅 |  |
| 丂恾偼乽侾俀俁俢丂俢倕倱倝倗値乿偱偺僨僓僀儞夋柺偱偡丅偮傑傝僇僢僾偺撪懁偵浧傔崬傒僶儞僪傪嶌惉偟偰偦傟偑奜偐傜尒偨僨僓僀儞偵塭嬁偟側偄傛偆偵偟傑偟偨丅 |  |
丂偍壴傪攦偭偰丄擖傟偰傒傑偟偨丅
 |  |

丂偱偼傑偨丅
丂捛怢丂師偺搳峞偼彮偟愭偵側傞梊姶偑偟傑偡丅
2017擭01寧29擔
Scoovo C170丂僒億乕僩峫
丂慜夞偼丄僒億乕僩側偟偱偒傟偄偵憿宍偱偒傞嬄妏傪帋偟傑偟偨丅
丂崱夞偼昁梫側僒億乕僩偺愝掕偵偮偄偰峫偊偰傒傑偡丅
丂帺暘偱愝寁偡傞憿宍暔偼丄壜擻側尷傝僒億乕僩晄梫偵愝寁偱偒傑偡丅偦偟偰偳偆偟偰傕昁梫側僒億乕僩偼帺嶌偡傞偲丄巚偄捠傝偺寢壥傪惗傓偙偲偑偱偒傑偡丅
丂偟偐偟丄偦傟偑傓偢偐偟偄応崌傕偁傝傑偡丅
丂婰帠乽Scoovo C170丂偲丂Sense Scanner 3D丂偲偺僐儔儃儗乕僔儑儞丂帺暘偺庤暥捔丄嫻憸偺惂嶌乿
偱俁師尦僗僉儍僫偱嫻憸偺嶌惉傪峴偄傑偟偨丅嫻憸偺傛偆側僆僽僕僃僋僩偼乽妠乿傗乽帹乿側偳偑婄偐傜橂妏乮嬄妏偱偄偆偲儅僀僫僗乯偱旘傃弌偰偄傑偡丅
丂偙傟偵懳偟偰偳偺傛偆偵僒億乕僩嵽傪嶌惉偡傋偒偐丄帋偟偰傒傑偟偨丅
丂偙偺愝掕偱乽Sense Scanner 3D乿偱庢傝崬傫偩嫻憸傪帋偟偰傒傑偟偨丅
丂梋択偱偡偑丄婛掕抣埲奜偺慖戰巿偼乽0(soluble)乿乮梟偐偟偰側偔偡偙偲偑偱偒傞乯偱偡丅偙傟偑慖戰偱偒傞俁俢僾儕儞僞偼椺偊偽
僱僢僩偱専嶕偟偨偩偗偱偡偑丄乽FLASHFORGE丗Dreamer乮僪儕乕儅乕乯乿乽Cube 3rd generation乿側偳偱偡丅
3rd generation乿側偳偱偡丅
丂偙傟傜偼丄僿僢僪偑俀屄偁偭偰侾屄偼僒億乕僩嵽偺嶌惉愱梡偵偡傞偙偲偑偱偒傑偡丅悈梟惈偺僼傿儔儊儞僩偱僒億乕僩傪嶌惉偟偰姰惉屻偵悈偵偮偗傞偲僒億乕僩晹暘偑徚偊偰側偔側傞偲偄偆偟偔傒偱偡丅
丂偡偛偔偆傜傗傑偟偄偱偡丅
丂巆擮側偙偲偵偙傟傜偼崙嶻偱偼偁傝傑偣傫丅擔杮偼愭恑崙偲偄傢傟偰偄傑偡偑丄崙嶻俁俢僾儕儞僞偺悢偲偐惈擻傪傒傞偲傾儊儕僇丄拞崙丄惣梞丄杒墷偵斾妑偟偰偐側傝抶傟偰偄傑偡丅擔杮偺惢昳偼婇嬈岦偗偵偼桪廏側傕偺偑偁傞偐傕偟傟傑偣傫丅偟偐偟丄庯枴側傫偩偗傟偳廫暘巊偊傞偲偄偆傕偺偑崱堦偱偡丅
丂偱傕乽壗偲偐偲珲偼巊偄傛偆乿側偺偱寢嬊摴嬶偲偟偰偺俁俢僾儕儞僞傕巊偄曽師戞偱偡丅
丂偝偰杮戣偵栠傝傑偟傚偆丅
丂僒億乕僩嵽偺愝掕忦審傪尰幚揑偵偡傞偲忋恾偺傛偆偵昁梫側晹暘偵尷掕揑偵僒億乕僩嵽偑偱偒傑偡丅
丂僒億乕僩嵽偑憿宍暔傪奜偟偰丄幬傔偵巟偊偰偄傟偽夝寛偡傞偼偢偱偡丅
丂偙傟偼僗儔僀僒乗偑偐偟偙偗傟偽偱偒傞偼偢偱偡丅偦偺傛偆側僗儔僀僒乕偑偁偭偨傜嫵偊偰偔偩偝偄丅
丂偝偰丄寢榑偼僗儔僀僒乕傑偐偣偺僒億乕僩嵽偺擻椡偼偒傢傔偰尷掕揑偱偡丅
丂傗偼傝丄乽僒億乕僩偼帺暘偱嶌傝傑偟傚偆乿偑寢榑偱偡丅
丂僒億乕僩嵽偼姰慡偵庢傝彍偐傟偰忋恾偺傛偆偵姰惉偟傑偟偨丅
丂嫻憸偺傛偆側帺慠偺僆僽僕僃僋僩偼倱倲倢僼傽僀儖偵偟偰傕戝曄側忣曬検偱偡丅憿宍僜僼僩乽123D Design乿偱曇廤壜擻側僼傽僀儖宍幃偵曄姺偱偒傑偣傫丅側偺偱僒億乕僩嵽偼僆僽僕僃僋僩偵崌懱偣偢偵偦偽偵撈棫偟偰抲偒傑偡丅僆僽僕僃僋僩乮憓擖偱撉傒崬傫偩倱倲倢僼傽僀儖乯偺掙柺偺埵抲傪嵗昗偺忋偵帩偭偰偒偰乮倱倲倢僼傽僀儖偺掙柺偵嵗昗偑敪惗偟側偄偺偱乯偦偺嵗昗偐傜僒億乕僩憿宍暔傪嶌惉偟傑偡丅姷傟傞偲傓偢偐偟偔側偄偱偡丅偲傝偁偊偢悅捈偵嶌惉偟偨僒億乕僩偼乽俿倵倕倎倠乿偺婡擻偱忋晹傪慖戰偟偰堷偭挘傞偙偲偱娙扨偵旘傃弌偨憿宍暔偺壓偵帩偭偰備偔偙偲偑偱偒傑偡丅
丂嵟嬤偺俽們倧倧倴倧丂俠侾俈侽偺抣抜傪傒傞偲丄愄偺掕壙偵側偭偰偄傞偺偱傃偭偔傝偱偡丅偢偄傇傫嫮婥偱偡丅
丂僄僋僗僩儖乕僟傪俀偮旛偊偰丄悈偵梟偗傞僼傿儔儊儞僩偑巊梡偱偒傞惢昳傪嶌偭偰傎偟偄偱偡丅
丂偟偐偟丄忋婰偺傛偆偵僒億乕僩嵽傪岺晇偡傟偽丄侾屄偺僿僢僪偱傕廫暘巊偊傑偡丅
丂忋恾偺摢晹偺憸偼栚傗岥偺嵶晹偑崱堦偱偡丅偙傟偼俁俢僗僉儍僫乕乽Sense Scanner 3D乿偺擻椡偺尷奅偱偡丅倱倲倢僼傽僀儖偑偟偭偐傝偟偰偄傟偽俽們倧倧倴倧丂俠侾俈侽偼偦傟傪嵞尰偡傞擻椡偑偁傝偦偆偱偡丅
偦傟偱偼傑偨丅
丂崱夞偼昁梫側僒億乕僩偺愝掕偵偮偄偰峫偊偰傒傑偡丅
丂帺暘偱愝寁偡傞憿宍暔偼丄壜擻側尷傝僒億乕僩晄梫偵愝寁偱偒傑偡丅偦偟偰偳偆偟偰傕昁梫側僒億乕僩偼帺嶌偡傞偲丄巚偄捠傝偺寢壥傪惗傓偙偲偑偱偒傑偡丅
丂偟偐偟丄偦傟偑傓偢偐偟偄応崌傕偁傝傑偡丅
丂婰帠乽Scoovo C170丂偲丂Sense Scanner 3D丂偲偺僐儔儃儗乕僔儑儞丂帺暘偺庤暥捔丄嫻憸偺惂嶌乿
偱俁師尦僗僉儍僫偱嫻憸偺嶌惉傪峴偄傑偟偨丅嫻憸偺傛偆側僆僽僕僃僋僩偼乽妠乿傗乽帹乿側偳偑婄偐傜橂妏乮嬄妏偱偄偆偲儅僀僫僗乯偱旘傃弌偰偄傑偡丅
丂偙傟偵懳偟偰偳偺傛偆偵僒億乕僩嵽傪嶌惉偡傋偒偐丄帋偟偰傒傑偟偨丅
| 丂俽俠俷俷倁俷丂俽倲倳倓倝倧偱傕俼倕倫倕倲倝倕倰丂俫倧倱倲偱傕婛掕抣偲偟偰 Overhang threshold丂 : 0亱 偲側偭偰偄傑偡乮恾偼Repetier Host乯丅 丂偙偺妏搙偼嬄妏乮悈暯偑侽亱乯偺傛偆偱偡丅 丂偨偩丄偙偺抣傪侽亱偺傑傑偵偡傞偙偲偼乽僨僼僅儖僩抣乿傪堄枴偡傞傛偆偱偡乮揔摉偵僒億乕僩嵽偑嶌惉偝傟傞丄侾俆亱掱搙偺僒億乕僩嵽偑偱偒傞乯丅 丂侾亱偲偐偵偡傞偲僒億乕僩嵽偑偱偒傑偣傫丅侾侽亱丄俀侽亱丒丒丒偲憹壛偡傞偲僒億乕僩嵽偺嶌惉晹暘偑憹偊傑偡丅 | 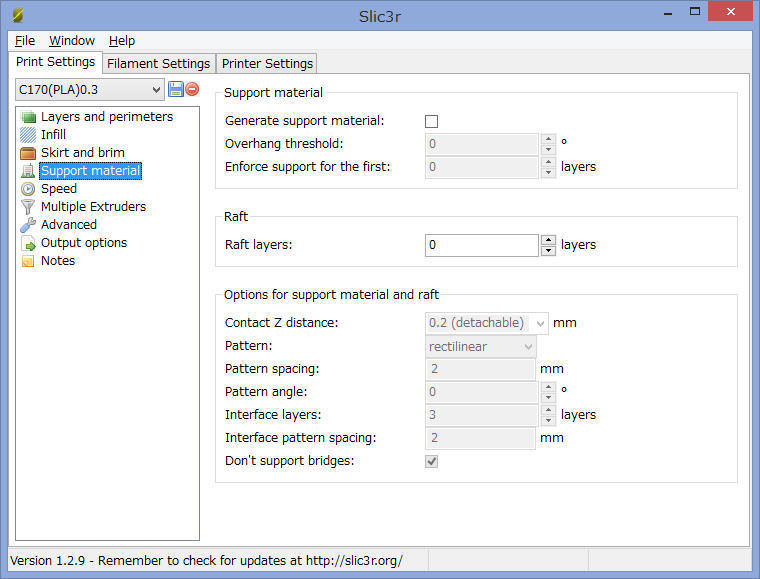 |
丂偙偺愝掕偱乽Sense Scanner 3D乿偱庢傝崬傫偩嫻憸傪帋偟偰傒傑偟偨丅
| 丂塃恾偼 丂overhang threshold : 0亱 偮傑傝僨僼僅儖僩偱僒億乕僩偺巜掕傪偟偨傕偺偱偡丅 丂嬶懱揑偵偼丄忋婰偺乽Configuration乿乽Print丂Settings乿乽Support material乿偺愝掕偺乽Generate support material:乿偵僠僃僢僋傪擖傟偨偩偗偱偡丅 丂壓棑偺乽Contact Z distance:乿偼婛掕抣偺乽0.2(detachable) mm乿偺傑傑偲偟傑偡丅偙傟偼僒億乕僩嵽偺忋偵憿宍暔傪嶌惉偡傞偲偒偵侽丏俀儈儕棧偡丄偲偄偆愝掕偱偡丅僼傿儔儊儞僩偑侽丏俀儈儕忋偵傆傫傢傝偲幩弌偝傟傞偺偱僒億乕僩嵽偵屌拝偟傑偣傫丅偦偺偨傔壓晹偺僒億乕僩嵽傪偒傟偄偵庢傝彍偔偙偲偑偱偒傑偡丅 丂婰帠乽Scoovo C170丂 Repetier-Host偺徯夘乿偱弎傋偨傛偆偵愝掕偟偨撪梕偼偄偭偨傫柤慜傪偮偗偰曐懚偟丄乽僗儔僀僗乿儃僞儞傪墴偡慜偵儕僗僩儃僢僋僗偐傜慖戰偟傑偡丅 |  |
丂梋択偱偡偑丄婛掕抣埲奜偺慖戰巿偼乽0(soluble)乿乮梟偐偟偰側偔偡偙偲偑偱偒傞乯偱偡丅偙傟偑慖戰偱偒傞俁俢僾儕儞僞偼椺偊偽
僱僢僩偱専嶕偟偨偩偗偱偡偑丄乽FLASHFORGE丗Dreamer乮僪儕乕儅乕乯乿乽Cube
丂偙傟傜偼丄僿僢僪偑俀屄偁偭偰侾屄偼僒億乕僩嵽偺嶌惉愱梡偵偡傞偙偲偑偱偒傑偡丅悈梟惈偺僼傿儔儊儞僩偱僒億乕僩傪嶌惉偟偰姰惉屻偵悈偵偮偗傞偲僒億乕僩晹暘偑徚偊偰側偔側傞偲偄偆偟偔傒偱偡丅
丂偡偛偔偆傜傗傑偟偄偱偡丅
丂巆擮側偙偲偵偙傟傜偼崙嶻偱偼偁傝傑偣傫丅擔杮偼愭恑崙偲偄傢傟偰偄傑偡偑丄崙嶻俁俢僾儕儞僞偺悢偲偐惈擻傪傒傞偲傾儊儕僇丄拞崙丄惣梞丄杒墷偵斾妑偟偰偐側傝抶傟偰偄傑偡丅擔杮偺惢昳偼婇嬈岦偗偵偼桪廏側傕偺偑偁傞偐傕偟傟傑偣傫丅偟偐偟丄庯枴側傫偩偗傟偳廫暘巊偊傞偲偄偆傕偺偑崱堦偱偡丅
丂偱傕乽壗偲偐偲珲偼巊偄傛偆乿側偺偱寢嬊摴嬶偲偟偰偺俁俢僾儕儞僞傕巊偄曽師戞偱偡丅
丂偝偰杮戣偵栠傝傑偟傚偆丅
丂僒億乕僩嵽偺愝掕忦審傪尰幚揑偵偡傞偲忋恾偺傛偆偵昁梫側晹暘偵尷掕揑偵僒億乕僩嵽偑偱偒傑偡丅
| 丂偟偐偟丄僒億乕僩嵽傪庢傝彍偔偲塃偺傛偆偵寠偑偱偒偰偟傑偄傑偟偨丅 丂侽丏俀儈儕棧偡偺偱庢傝奜偣傞(detachable)偺偱偡偑丄偦傟偼僒億乕僩嵽偺忋偱偡丅壓偼偦傫側愝掕傪偟偨傜僒億乕僩嵽偑搢傟偰偟傑偄傑偡丅 丂偮傑傝丄憿宍暔偵屌拝偟偨僒億乕僩嵽偺壓偺晹暘傪庢傝彍偔偺偼偲偰傕擄偟偄偱偡丅 丂恾偺憿宍暔偼撪晹偼侾俆僷乕僙儞僩側偺偱僒億乕僩傪庢傝彍偔偲偒偵昞柺偺旂偑攳偑傟偰恾偺傛偆偵側傝傑偡丅 |  |
丂僒億乕僩嵽偑憿宍暔傪奜偟偰丄幬傔偵巟偊偰偄傟偽夝寛偡傞偼偢偱偡丅
丂偙傟偼僗儔僀僒乗偑偐偟偙偗傟偽偱偒傞偼偢偱偡丅偦偺傛偆側僗儔僀僒乕偑偁偭偨傜嫵偊偰偔偩偝偄丅
丂偝偰丄寢榑偼僗儔僀僒乕傑偐偣偺僒億乕僩嵽偺擻椡偼偒傢傔偰尷掕揑偱偡丅
丂傗偼傝丄乽僒億乕僩偼帺暘偱嶌傝傑偟傚偆乿偑寢榑偱偡丅
| 丂塃偼妠偺晹暘偵帺嶌偺僒億乕僩嵽傪愝掕偟偨傕偺偱偡丅憿宍暔偺奜偐傜幬傔偵愝寁偟傑偟偨丅帹偺壓偵偼僼傿儔儊儞僩偑悅傟偰偄傑偡丅 丂婥偵側傞側傜偙偙偵傕幬傔偐傜僒億乕僩傪擖傟傑偟傚偆丅 |  |
 |  |
丂僒億乕僩嵽偼姰慡偵庢傝彍偐傟偰忋恾偺傛偆偵姰惉偟傑偟偨丅
丂嫻憸偺傛偆側帺慠偺僆僽僕僃僋僩偼倱倲倢僼傽僀儖偵偟偰傕戝曄側忣曬検偱偡丅憿宍僜僼僩乽123D Design乿偱曇廤壜擻側僼傽僀儖宍幃偵曄姺偱偒傑偣傫丅側偺偱僒億乕僩嵽偼僆僽僕僃僋僩偵崌懱偣偢偵偦偽偵撈棫偟偰抲偒傑偡丅僆僽僕僃僋僩乮憓擖偱撉傒崬傫偩倱倲倢僼傽僀儖乯偺掙柺偺埵抲傪嵗昗偺忋偵帩偭偰偒偰乮倱倲倢僼傽僀儖偺掙柺偵嵗昗偑敪惗偟側偄偺偱乯偦偺嵗昗偐傜僒億乕僩憿宍暔傪嶌惉偟傑偡丅姷傟傞偲傓偢偐偟偔側偄偱偡丅偲傝偁偊偢悅捈偵嶌惉偟偨僒億乕僩偼乽俿倵倕倎倠乿偺婡擻偱忋晹傪慖戰偟偰堷偭挘傞偙偲偱娙扨偵旘傃弌偨憿宍暔偺壓偵帩偭偰備偔偙偲偑偱偒傑偡丅
丂嵟嬤偺俽們倧倧倴倧丂俠侾俈侽偺抣抜傪傒傞偲丄愄偺掕壙偵側偭偰偄傞偺偱傃偭偔傝偱偡丅偢偄傇傫嫮婥偱偡丅
丂僄僋僗僩儖乕僟傪俀偮旛偊偰丄悈偵梟偗傞僼傿儔儊儞僩偑巊梡偱偒傞惢昳傪嶌偭偰傎偟偄偱偡丅
丂偟偐偟丄忋婰偺傛偆偵僒億乕僩嵽傪岺晇偡傟偽丄侾屄偺僿僢僪偱傕廫暘巊偊傑偡丅
丂忋恾偺摢晹偺憸偼栚傗岥偺嵶晹偑崱堦偱偡丅偙傟偼俁俢僗僉儍僫乕乽Sense Scanner 3D乿偺擻椡偺尷奅偱偡丅倱倲倢僼傽僀儖偑偟偭偐傝偟偰偄傟偽俽們倧倧倴倧丂俠侾俈侽偼偦傟傪嵞尰偡傞擻椡偑偁傝偦偆偱偡丅
偦傟偱偼傑偨丅
2017擭01寧15擔
Scoovo C170丂(a)晽楥応堖椶偐偛 (b)愊廳偹奿擺儃僢僋僗
丂嵟嬤嶌惉偟偨憿宍暔傪徯夘偟傑偡丅
(a)晽楥応堖椶偐偛
(b)愊廳偹惍棟儃僢僋僗
丂彫暔奿擺儃僢僋僗偺堦庬偱偡丅
丂壗抜偵傕廳偹傞偙偲偑偱偒傑偡丅
忋嵍恾偺傛偆偵丄儐僯僢僩偺壓晹偺撍婲偑忋晹偺寠偵僷僠儞偲浧傑傞傛偆偵偟偰偁傝傑偡丅
丂忋嵍偺傕偺偼崅偝偑侾俈俆僙儞僠偁傝傑偡丅偮傑傝俽們倧倧倴倧俠侾俈侽偺崅偝偺尷奅偱偡丅憿宍暔塃懁偵埵抲偡傞俁偮偺巟偊偺偁傞柺偼丄忋晹偺椑偵懳偡傞僒億乕僩嵽乮帺嶌乯偱偡丅偁偲偱僶儕僶儕偲庢傝彍偔偲椑偑巆傝傑偡丅
丂巊梡応強偺侾偮偼僉僢僠儞偱偡丅忋晹偺僱僕偼揤堜乮忋晹廂擺屔偺壓晹乯偵屌掕偡傞傕偺偱偡丅埲慜偵愝寁偟偨僱僕偑栶棫偭偰偄傑偡丅
丂憿宍暔偺抂偵偼栤戣偺側偄掱搙偺傢偢偐側攳偑傟偑偗偭偙偆敪惗偟傑偡偑丄偙傟偼攳偑偡偨傔偵儅僀僫僗僪儔僀僶乕傪嵎偟崬傓偙偲偑偱偒偰偁傞堄枴搒崌偑偄偄偱偡丅
丂柧偗傑偟偰偍傔偱偲偆偛偞偄傑偡丅崱擭傕妝偟偄帪娫傪偍夁偛偟偔偩偝偄丅
(a)晽楥応堖椶偐偛
 |  |
| 丂恾偼晽楥応偵偍偄偰巊梡偡傞堖椶偐偛偱偡丅 墶侾俀係×墱峴俁俀×崅偝侾侽僙儞僠丂偱偡丅 廳偝偼侾丏俇僉儘偱偡丅 丂塃忋偼揹婥傪徚偟偰嶣塭偟傑偟偨丅 丂慜乆夞偺婰帠 乽Scoovo C170丂偔偣傕偺僼傿儔儊儞僩丄僲僘儖偺楎壔丄僸乕僥僢僪僽儘僢僋乮儕儌僐儞奿擺儃僢僋僗丄梄曋暔儃僢僋僗偺惢嶌偵偍偄偰乯乿 偱弎傋偨寀岝僼傿儔儊儞僩傪巊梡偟偰偄傞晹暘偑椢怓偵岝偭偰偄傞偺偑暘偐傝傑偡丅 丂幚嵺偺巊梡忬嫷偼塃偺傛偆偱偡丅 丂偙傟偼丄埲慜偵壗夞傕巊梡偟偨侾侽×侾侽僙儞僠偺僷僱儖偲寢崌僐僱僋僞偵傛傞憿宍暔偱偡丅 丂墢偼丄捈慄偺傕偺偺懠偵俿帤宍傗俴帤宍傕嶌惉偟偰偦偙偦偙偵婃忎偵側偭偰偄傑偡丅 丂戝偒偝偼晽楥応偵偁傞壓拝奿擺儃僢僋僗偺忋偺僗儁乕僗偵崌傢偣偰嶌惉偟傑偟偨丅 |  |
(b)愊廳偹惍棟儃僢僋僗
 |  |
丂彫暔奿擺儃僢僋僗偺堦庬偱偡丅
丂壗抜偵傕廳偹傞偙偲偑偱偒傑偡丅
 |  |
忋嵍恾偺傛偆偵丄儐僯僢僩偺壓晹偺撍婲偑忋晹偺寠偵僷僠儞偲浧傑傞傛偆偵偟偰偁傝傑偡丅
丂忋嵍偺傕偺偼崅偝偑侾俈俆僙儞僠偁傝傑偡丅偮傑傝俽們倧倧倴倧俠侾俈侽偺崅偝偺尷奅偱偡丅憿宍暔塃懁偵埵抲偡傞俁偮偺巟偊偺偁傞柺偼丄忋晹偺椑偵懳偡傞僒億乕僩嵽乮帺嶌乯偱偡丅偁偲偱僶儕僶儕偲庢傝彍偔偲椑偑巆傝傑偡丅
丂巊梡応強偺侾偮偼僉僢僠儞偱偡丅忋晹偺僱僕偼揤堜乮忋晹廂擺屔偺壓晹乯偵屌掕偡傞傕偺偱偡丅埲慜偵愝寁偟偨僱僕偑栶棫偭偰偄傑偡丅
| 丂塃偼丄尯娭偺壓懌敔偺忋偱偡丅怓嵤傪廃傝偵崌傢偣偰偁傝傑偡乮僽儘儞僘怓乯丅摟柧怓傕梡偄偰偄傑偡偑丄摟夁岝偑撪晹傪柧傞偔徠傜偟傑偡丅 丂戭攝梡偺僔儍僠僴僞傗帺揮幵偺僇僊側偳傪奿擺偟傑偡丅 |  |
| 丂堷偒弌偟偺傛偆偵旘傃弌偰偄傞晹暘偼丄塃偺傛偆偵暿偵憿宍偟偰浧傔崬傒傑偡丅 | 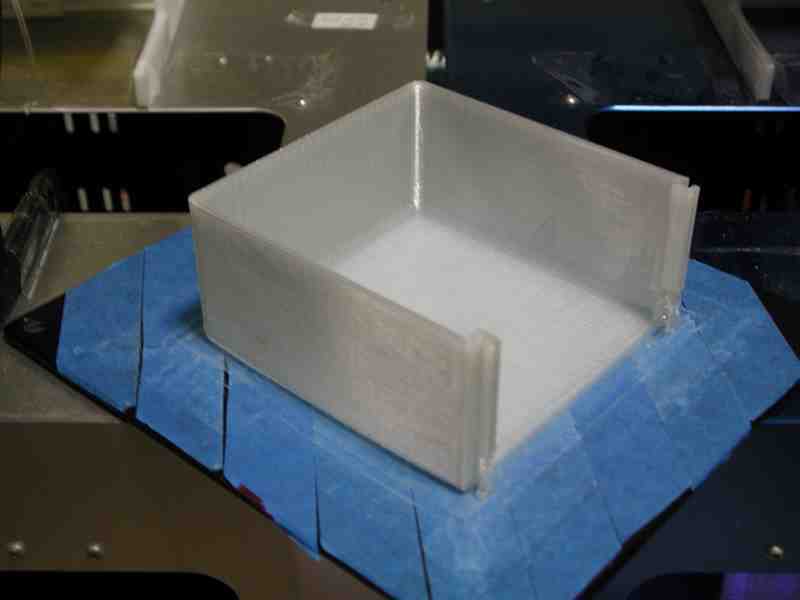 |
| 丂偝偰丄奆偝傫偼偙偺傛偆偵姰惉偟偨憿宍暔傪儀僢僪偐傜攳偑偡偲偒丄偳偺傛偆偵偟偰偄傑偡偐丅 丂儀僢僪傊偺愙抧柺偑戝偒偄憿宍暔傪攳偑偡偺偼岺晇偑昁梫偱偡丅 丂巹傕偟偽傜偔憿宍暔傪攋懝偟偨傝丄儀僢僪偵偡偛偄椡傪壛偊偰偼傜偼傜偟偨傝丄嬯楯偟傑偟偨丅 丂尰嵼偼恾偺傛偆偵僾儔僗僠僢僋偺儁儞傪偰偙偵偟偰儅僀僫僗僪儔僀僶乕傪梡偄偰彮偟偢偮攳偑偡偙偲偱傎偲傫偳幐攕偼側偔側傝傑偟偨丅 丂恾偺儁儞傪庤偱巟偊偰儅僀僫僗僪儔僀僶乕傪塃偵墴偟壓偘傟偽儀僢僪傪彎偮偗傞偙偲偼偁傝傑偣傫丅 |  |
丂憿宍暔偺抂偵偼栤戣偺側偄掱搙偺傢偢偐側攳偑傟偑偗偭偙偆敪惗偟傑偡偑丄偙傟偼攳偑偡偨傔偵儅僀僫僗僪儔僀僶乕傪嵎偟崬傓偙偲偑偱偒偰偁傞堄枴搒崌偑偄偄偱偡丅
丂柧偗傑偟偰偍傔偱偲偆偛偞偄傑偡丅崱擭傕妝偟偄帪娫傪偍夁偛偟偔偩偝偄丅
2016擭12寧31擔
Scoovo C170丂(a)憿宍幚尡 (b)俧僐乕僪偵傛傞堦帪掆巭
(a)憿宍幚尡
丂偟偐偟丄僒億乕僩嵽側偟偱憿宍偱偒傟偽傕偭偲傕庤娫偑徣偗傑偡丅
丂偦偙偱丄僒億乕僩嵽側偟偱偒傟偄偵憿宍偱偒傞嵟彫偺嬄妏傪幚尡偱挷傋偰傒傑偟偨丅
仢 偣傝弌偟傪嬄妏俁侽搙埲忋偵偡傟偽僒億乕僩嵽傪梡偄偢偵栤戣側偔憿宍偑壜擻偱偁傞丅
丂嵟弶偺乽摴嬶棫偰乿偺墢偼丄偙傟傪庣偭偰愝寁丄憿宍偟傑偟偨丅
(b)俧僐乕僪偵傛傞堦帪掆巭
丂乽摴嬶棫偰乿偺墢偼俽們倧倧倴倧俠侾俈侽傪堦帪掆巭偟偰僼傿儔儊儞僩偺怓傪摟柧偐傜敀偵曄峏偟傑偟偨丅
丂偄傑傑偱偼丄偙偺傛偆側偲偒丄墢偺憿宍偑巒傑傞崰偵俽們倧倧倴倧偵傊偽傝偮偄偰庤摦偱堦帪掆巭偟偰僼傿儔儊儞僩岎姺傪偟偰偄傑偟偨丅
丂偟偐偟丄崱夞偐傜俧僐乕僪偵僐儅儞僪
丂仐倫倎倳倱倕
傪婰擖偟偰丄嵟揔側埵抲偱帺摦揑偵堦帪掆巭偟偰乽僼傿儔儊儞僩岎姺懸偪乿偵偡傞愝掕傪偟偰傒傑偟偨丅
丂偙傟偼乽Repetier-Host乿偺僿儖僾偐傜妛傫偩偙偲偱偡丅僿儖僾偺婰弎偵偼岆傝偑偁傝傑偡偑丄廋惓偟偰婰嵹偟傑偡丅
丟丂倖倝倰倱倲丵倢倎倷倕倰丵倛倕倝倗倛倲丂亖丂侽丏俀
偼堦憌栚偺岤偝傪侽丏俀儈儕偲偡傞丅
丟丂倢倎倷倕倰丵倛倕倝倗倛倲丂亖丂侽丏俁
偼憿宍偺夝憸搙傪侽丏俁儈儕偲偡傞丅
偲偄偆傛偆側嬶崌偱偡丅
丂偝偰俧僐乕僪偺壓偺乽昞帵乿僞僽偱乽扨堦偺儗僀儎乕昞帵乿傪巜掕偟偰悢抣傪曄壔偝偣傞偲摿掕偺憌偑昞帵偝傟傑偡丅
丂偙傟偵傛偭偰椺偊偽乽摴嬶棫偰偺墢偑俀係俆憌偐傜巒傑偭偰偄傞乿偲暘偐偭偨偲偟傑偡丅偡傞偲偙偺憌偺倅嵗昗偼
侽丏 俀亄乮俀係俆亅侾乯×侽丏俁亖俈俁丏係儈儕
偲寁嶼偝傟傑偡丅
丂乽昞帵乿僞僽偺暲傃偵乽俽倕倎倰們倛乿僞僽偑偁傞偺偱棑偵乽倅俈俁丏係乿偲偟偰専嶕偟傑偡乮倅偼戝暥帤偱偡丄傑偨僇乕僜儖峴傛傝壓傪専嶕偡傞偺偱僗儔僀僟乕傪忋偘偰巒傔偵僇乕僜儖傪抲偄偰偐傜専嶕偟傑偡乯丅
丂偡傞偲俀係俆憌偺憿宍偺俧僐儅儞僪偺埵抲偑摿掕偝傟傑偡丅
丂偝偰丄偙偺晅嬤偵乽仐倫倎倳倱倕乿傪憓擖偡傟偽堦帪掆巭偟傑偡偑丄僲僘儖愭抂偑憿宍暔偵枾拝偟偨傑傑掆巭傪懕偗傞偲丄僼傿儔儊儞僩嬍偑偱偒偨傝偟傑偡丅僲僘儖傪憿宍暔偐傜棧偟偨偄偱偡丅
丂傑偨丄嶌惉幰偑僼傿儔儊儞僩岎姺偵峴偔傑偱壗帪娫偱傕懸偭偰偄偰傎偟偄偺偱丄堦搙僸乕僞乕傪愗傝偨偄偱偡丅
丂偦偺偨傔偵丄師偺傛偆側僐乕僪傪憓擖偟傑偡丅
丟
丟
丟丂俧侾僐儅儞僪偺捈慜偵倝値倱倕倰倲
俵侾侽係丂俽侽
俧侾丂倃侽
仐倫倎倳倱倕丂乗乗乗乗僼傿儔儊儞僩岎姺両両乗乗乗乗
丟丂倝値倱倕倰倲丂倕値倓
丟
丟
乽俵侾侽係丂俽侽乿偱僸乕僞乕傪愗傝傑偡丅
乽俧侾丂倃侽乿偱倃嵗昗侽偵堏摦偟偰僲僘儖傪憿宍暔偐傜奜偟傑偡丅
偦偟偰丄堦帪掆巭偟傑偡丅偙傟傜俀偮偺僐儅儞僪偼乽仐倫倎倳倱倕乿偺慜偵婰擖偡傞昁梫偑偁傝傑偡丅偙傟傜偼儊儌挔偵偱傕婰榐偟偰偍偄偰僐僺儁偱婰擖偟傑偡丅
丂偝偰乽偊偭丂偙傟偱偄偄偺両乿偲婥晅偄偨恖傕偄傞偐傕偟傟傑偣傫丅
堦帪掆巭僐儅儞僪偼偦偺偲偒偺嵗昗傪婰壇偟傑偡丅側偺偱乽僾儕儞僩宲懕乿儃僞儞傪墴偟偨偲偒丄僲僘儖偼偄偭偨傫倃亖侽偵堏摦偟傑偡丅
丂偟偐偟丄忋偺僐乕僪偑椺偊偽
俧侾丂倃俇丏俁俆俇丂倄俈俆丏俁俆俇丂俥俈俉侽侽丏侽侽侽
偺傛偆側俧侾僐儅儞僪偺捈慜偵婰擖偝傟偰偄傟偽僲僘儖偼偡偖偵憿宍暔偺忋偵堏摦偟偰憿宍傪宲懕偟傑偡丅堦斣朷傑偟偄偺偼偦偺俧侾僐儅儞僪偵偼俤僆僾僔儑儞偑側偄偙偲偱偡丅側偤偐峫偊傟偽傢偐傝傑偡丅偨偩偁偭偰傕傎偲傫偳栤戣偵偼側傝傑偣傫丅
丂榁攌怱側偑傜丄乽僾儕儞僩宲懕乿儃僞儞傪墴偡慜偵僸乕僞乕偺夁擬傪偍朰傟側偔丅
丂崱夞偼偪傚偭偲儅僯傾僢僋偵側傝傑偟偨丅偱傕僾儕儞僞偺巇慻傒偑傢偐傞偲妝偟偄偱偡丅
| 丂慜夞偺婋尟側墌宍偺偔傝敳偒偵偼挦傝傑偟偨丅 丂塃偺傛偆偵嶰妏宍偺偔傝敳偒偵偟偰傒傑偟偨丅 丂偙傟偼摴嬶棫偰偱偡丅 忋偺敀偄晹暘偼墢偑彮偟偲傃弌偰偄傑偡丅 丂偙偺傛偆偵拞嬻偵偣傝弌偡偲堦斒揑偵偼僒億乕僩嵽偑昁梫偵側傝傑偡丅 僗儔僀僒乕傑偐偣偱僒億乕僩嵽傪愝掕偡傞偲丄椺偊偽嬄妏係俆搙埲壓偺偣傝弌偟偵懳偟偰僒億乕僩嵽偑嶌惉偝傟傑偡乮僗儔僀僒乕偺愝掕偱曄峏偱偒傑偡乯乮嬄妏偲偄偆偺偼悈暯傪侽搙偲偟偰忋岦偒偵應傝傑偡丄偪側傒偵壓岦偒偵偼橂妏偲偄偆尵梩偑偁傝傑偡乯丅 |  |
丂偟偐偟丄僒億乕僩嵽側偟偱憿宍偱偒傟偽傕偭偲傕庤娫偑徣偗傑偡丅
丂偦偙偱丄僒億乕僩嵽側偟偱偒傟偄偵憿宍偱偒傞嵟彫偺嬄妏傪幚尡偱挷傋偰傒傑偟偨丅
| 丂塃恾丂123D Design丂忋偱愝寁偟偨幚尡梡峔憿暔偱偡丅 丂嵍偐傜嬄妏侾侽搙丄俀侽搙丄俁侽搙偺偣傝弌偟偱偡丅 | 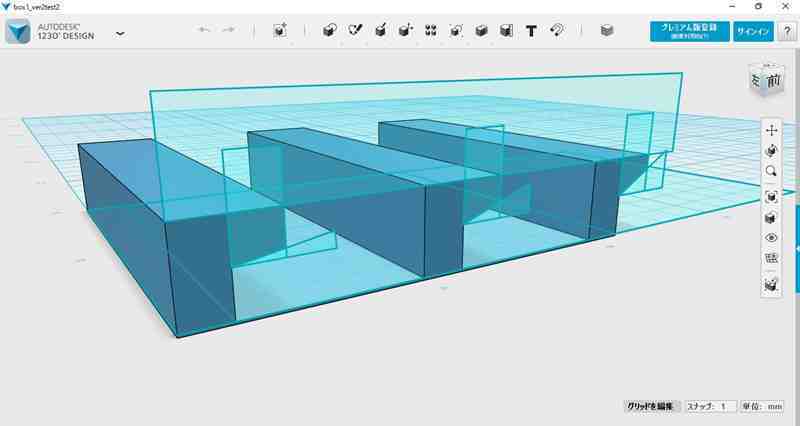 |
| 丂塃偼俽們倧倧倴倧俠侾俈侽偵傛偭偰憿宍偟偨傕偺偱偡丅 丂侾侽搙丄俀侽搙偱偼偣傝弌偟偵憿宍偺棎傟偑尒偊傑偡偑丄俁侽搙偵側傞偲偒傟偄偵偣傝弌偟偰偄傑偡丅 丂侾侽搙扨埵偺戝嶨攃側幚尡偱偡偑丄寢榑偱偡丅 | 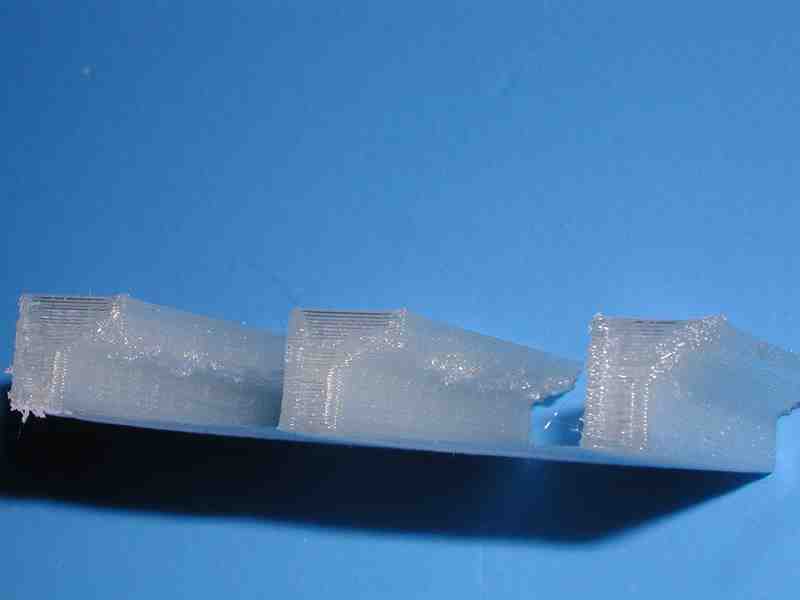 |
仢 偣傝弌偟傪嬄妏俁侽搙埲忋偵偡傟偽僒億乕僩嵽傪梡偄偢偵栤戣側偔憿宍偑壜擻偱偁傞丅
丂嵟弶偺乽摴嬶棫偰乿偺墢偼丄偙傟傪庣偭偰愝寁丄憿宍偟傑偟偨丅
(b)俧僐乕僪偵傛傞堦帪掆巭
丂乽摴嬶棫偰乿偺墢偼俽們倧倧倴倧俠侾俈侽傪堦帪掆巭偟偰僼傿儔儊儞僩偺怓傪摟柧偐傜敀偵曄峏偟傑偟偨丅
丂偄傑傑偱偼丄偙偺傛偆側偲偒丄墢偺憿宍偑巒傑傞崰偵俽們倧倧倴倧偵傊偽傝偮偄偰庤摦偱堦帪掆巭偟偰僼傿儔儊儞僩岎姺傪偟偰偄傑偟偨丅
丂偟偐偟丄崱夞偐傜俧僐乕僪偵僐儅儞僪
丂仐倫倎倳倱倕
傪婰擖偟偰丄嵟揔側埵抲偱帺摦揑偵堦帪掆巭偟偰乽僼傿儔儊儞僩岎姺懸偪乿偵偡傞愝掕傪偟偰傒傑偟偨丅
丂偙傟偼乽Repetier-Host乿偺僿儖僾偐傜妛傫偩偙偲偱偡丅僿儖僾偺婰弎偵偼岆傝偑偁傝傑偡偑丄廋惓偟偰婰嵹偟傑偡丅
| 丂椺偊偽俧僐乕僪偺搑拞偵 丂@pause 乗乗乗乗僼傿儔儊儞僩岎姺両両乗乗乗乗 偲婰擖偡傞偲丄憿宍拞偵偦偺僐儅儞僪偵払偡傞偲恾偺傛偆偵憿宍偑乽堦帪掆巭乿偟傑偡丅 丂乽乗乗乗乗僼傿儔儊儞僩岎姺両両乗乗乗乗乿 偺僐儊儞僩偺擔杮岅偼暥帤壔偗偡傞傛偆偱偡丅敿妏傾儖僼傽儀僢僩偑埨慡偱偡丅 丂偦偙偱僼傿儔儊儞僩傪岎姺偟偰乽僾儕儞僩宲懕乿儃僞儞傪墴偣偽怴偟偄僼傿儔儊儞僩偱憿宍偑懕峴偝傟傑偡丅 | 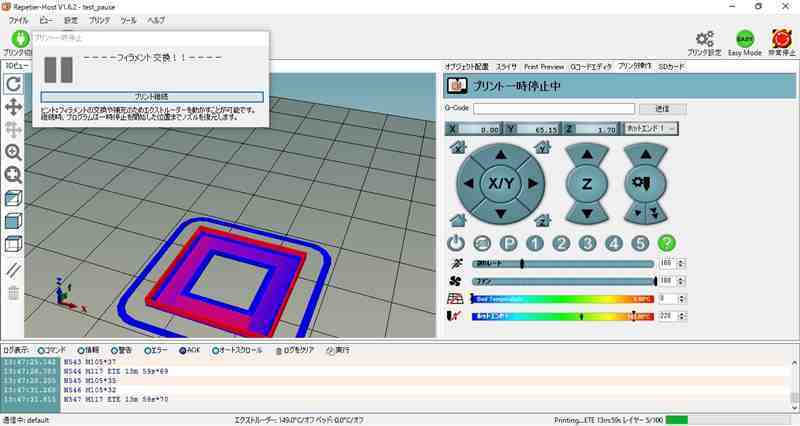 |
| 丂偝偰丄乽仐倫倎倳倱倕乿僐儅儞僪偺婰擖応強偼師偺傛偆偵偟偰扵偟傑偡丅 丂塃恾偼乽俧僐乕僪僄僨傿僞乿傪奐偄偨忬懺偱偡丅 丂僐儅儞僪偺拞偱嵟傕懡偄偺偼 俧侾丂倃俇丏俁俆俇丂倄俈俆丏俁俆俇丂俥俈俉侽侽丏侽侽侽 偺傛偆側乽俧侾乿僐儅儞僪偱偡丅偦偺塃偺倃倄倅偺悢抣偼嵗昗偱偡丅俤偼僄僋僗僩儖乕僟乕偺嵗昗乮僼傿儔儊儞僩偺幩弌乯偱偡丅俥偼僗僺乕僪偺傛偆偱偡丅 丂忋偺僐儅儞僪偵偼倅偼側偄偺偱悈暯偺堏摦傪堄枴偟傑偡丅傑偨俤傕側偄偺偱僼傿儔儊儞僩偺幩弌傕偁傝傑偣傫丅 俧侾丂倅俈俁丏係侽侽丂俥俈俉侽侽丏侽侽侽 偼倅曽岦乮悅捈乯偺堏摦傪堄枴偟傑偡丅 丂塃偺僗儔僀僟乕傪壓偘傞偲嵟屻偺僐儊儞僩偲偟偰偙偺俧僐乕僪偑偳偺傛偆側僗儔僀僗愝掕乮僐儞僼傿僌儗乕僔儑儞偺愝掕乯偱嶌惉偝傟偨偐婰擖偑偁傝傑偡丅 | 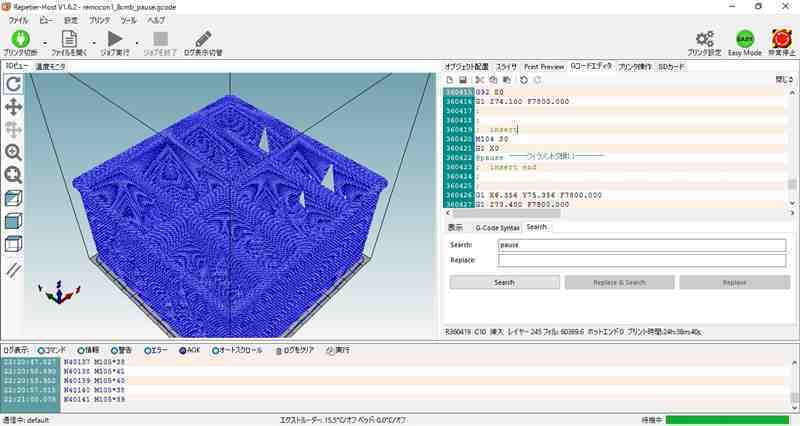 |
丟丂倖倝倰倱倲丵倢倎倷倕倰丵倛倕倝倗倛倲丂亖丂侽丏俀
偼堦憌栚偺岤偝傪侽丏俀儈儕偲偡傞丅
丟丂倢倎倷倕倰丵倛倕倝倗倛倲丂亖丂侽丏俁
偼憿宍偺夝憸搙傪侽丏俁儈儕偲偡傞丅
偲偄偆傛偆側嬶崌偱偡丅
丂偝偰俧僐乕僪偺壓偺乽昞帵乿僞僽偱乽扨堦偺儗僀儎乕昞帵乿傪巜掕偟偰悢抣傪曄壔偝偣傞偲摿掕偺憌偑昞帵偝傟傑偡丅
丂偙傟偵傛偭偰椺偊偽乽摴嬶棫偰偺墢偑俀係俆憌偐傜巒傑偭偰偄傞乿偲暘偐偭偨偲偟傑偡丅偡傞偲偙偺憌偺倅嵗昗偼
侽丏 俀亄乮俀係俆亅侾乯×侽丏俁亖俈俁丏係儈儕
偲寁嶼偝傟傑偡丅
丂乽昞帵乿僞僽偺暲傃偵乽俽倕倎倰們倛乿僞僽偑偁傞偺偱棑偵乽倅俈俁丏係乿偲偟偰専嶕偟傑偡乮倅偼戝暥帤偱偡丄傑偨僇乕僜儖峴傛傝壓傪専嶕偡傞偺偱僗儔僀僟乕傪忋偘偰巒傔偵僇乕僜儖傪抲偄偰偐傜専嶕偟傑偡乯丅
丂偡傞偲俀係俆憌偺憿宍偺俧僐儅儞僪偺埵抲偑摿掕偝傟傑偡丅
丂偝偰丄偙偺晅嬤偵乽仐倫倎倳倱倕乿傪憓擖偡傟偽堦帪掆巭偟傑偡偑丄僲僘儖愭抂偑憿宍暔偵枾拝偟偨傑傑掆巭傪懕偗傞偲丄僼傿儔儊儞僩嬍偑偱偒偨傝偟傑偡丅僲僘儖傪憿宍暔偐傜棧偟偨偄偱偡丅
丂傑偨丄嶌惉幰偑僼傿儔儊儞僩岎姺偵峴偔傑偱壗帪娫偱傕懸偭偰偄偰傎偟偄偺偱丄堦搙僸乕僞乕傪愗傝偨偄偱偡丅
丂偦偺偨傔偵丄師偺傛偆側僐乕僪傪憓擖偟傑偡丅
丟
丟
丟丂俧侾僐儅儞僪偺捈慜偵倝値倱倕倰倲
俵侾侽係丂俽侽
俧侾丂倃侽
仐倫倎倳倱倕丂乗乗乗乗僼傿儔儊儞僩岎姺両両乗乗乗乗
丟丂倝値倱倕倰倲丂倕値倓
丟
丟
乽俵侾侽係丂俽侽乿偱僸乕僞乕傪愗傝傑偡丅
乽俧侾丂倃侽乿偱倃嵗昗侽偵堏摦偟偰僲僘儖傪憿宍暔偐傜奜偟傑偡丅
偦偟偰丄堦帪掆巭偟傑偡丅偙傟傜俀偮偺僐儅儞僪偼乽仐倫倎倳倱倕乿偺慜偵婰擖偡傞昁梫偑偁傝傑偡丅偙傟傜偼儊儌挔偵偱傕婰榐偟偰偍偄偰僐僺儁偱婰擖偟傑偡丅
丂偝偰乽偊偭丂偙傟偱偄偄偺両乿偲婥晅偄偨恖傕偄傞偐傕偟傟傑偣傫丅
堦帪掆巭僐儅儞僪偼偦偺偲偒偺嵗昗傪婰壇偟傑偡丅側偺偱乽僾儕儞僩宲懕乿儃僞儞傪墴偟偨偲偒丄僲僘儖偼偄偭偨傫倃亖侽偵堏摦偟傑偡丅
丂偟偐偟丄忋偺僐乕僪偑椺偊偽
俧侾丂倃俇丏俁俆俇丂倄俈俆丏俁俆俇丂俥俈俉侽侽丏侽侽侽
偺傛偆側俧侾僐儅儞僪偺捈慜偵婰擖偝傟偰偄傟偽僲僘儖偼偡偖偵憿宍暔偺忋偵堏摦偟偰憿宍傪宲懕偟傑偡丅堦斣朷傑偟偄偺偼偦偺俧侾僐儅儞僪偵偼俤僆僾僔儑儞偑側偄偙偲偱偡丅側偤偐峫偊傟偽傢偐傝傑偡丅偨偩偁偭偰傕傎偲傫偳栤戣偵偼側傝傑偣傫丅
丂榁攌怱側偑傜丄乽僾儕儞僩宲懕乿儃僞儞傪墴偡慜偵僸乕僞乕偺夁擬傪偍朰傟側偔丅
丂崱夞偼偪傚偭偲儅僯傾僢僋偵側傝傑偟偨丅偱傕僾儕儞僞偺巇慻傒偑傢偐傞偲妝偟偄偱偡丅
2016擭12寧17擔
Scoovo C170丂偔偣傕偺僼傿儔儊儞僩丄僲僘儖偺楎壔丄僸乕僥僢僪僽儘僢僋乮儕儌僐儞奿擺儃僢僋僗丄梄曋暔儃僢僋僗偺惢嶌偵偍偄偰乯
丂彫暔偺惢嶌傪偟傑偟偨丅
丂僥儗價傗僄傾僐儞傪憖嶌偟傛偆偲巚偭偨偲偒儕儌僐儞偺扵嶕偵偄傜偄傜偟偨偙偲偼偁傝傑偣傫偐丅
丂儕儌僐儞儃僢僋僗傪弨旛偟偰偦偙偵奿擺偟傑偡丅
丂枅擔傗偭偰偔傞梄曋暔偼偡偖偵偼撉傓偙偲偼偱偒傑偣傫丅偙傟偼僑儈敔峴偒丄偙傟偼曐娗丄偙傟偼偡偖偵庤懕偒丄偲暘椶偡傞傑偱彮偟帪娫偑偐偐傞偙偲偑偁傝傑偡丅
丂偦偙偱僥乕僽儖偺忋偵梄曋暔堦帪奿擺儃僢僋僗傪弨旛偡傞偙偲偵偟傑偟偨丅
乻僲僘儖偺楎壔乼
丂偟偐偟丄偙傟偑僩儔僽儖傪堷偒婲偙偟傑偟偨丅
丂恾偺傛偆偵墌偺忋晹偑偮側偑傞偲偒偵丄撍偒弌偨晹暘偑挼偹忋偑偭偰僲僘儖偺愭抂傪偼偘偟偔偙偡傞尰徾偑婲偙傝傑偟偨丅嵟弶偺恾偺傛偆偵偄偔偮偐偼側傫偲偐惢嶌偱偒偨偺偱偡偑丄偁傞偲偒偐傜挼偹忋偑傝偑寖偟偔側偭偰偲偰傕婋尟側忬嫷偵側偭偨偺偱惂嶌傪拞抐偟傑偟偨丅
丂偙偺偁偲丄僽儖乕偺俽們倧倧倴倧偺憿宍偑晄挷偵側傝傑偟偨丅
丂亀僲僘儖偺栚媗傑傝偼側偄亁偺偵僗僇乕僩偐傜偟偰側傔傜偐偵僾儕儞僩偱偒傑偣傫丅僼傿儔儊儞僩偺棳弌偑懢偔偰抁偐偔偔傃傟傞偐婥朅偑崿偞偭偰偄傞姶偠偱偡丅
丂傗傓側偔僲僘儖傪岎姺偟傑偟偨丅
丂僲僘儖偺庻柦傪挷傋傞偨傔偵僼傿儔儊儞僩偺巊梡検傪婰榐偟偰偄傑偡丅
丂僨乕僞偑偨傑偭偨傜岞昞偟偨偄偲巚偭偰偄傑偡偑丄尰嵼偺拞娫曬崘偱偼丄
丂丂丂丂丂丂侾杮偺僲僘儖偱偺僼傿儔儊儞僩棳弌検偼侾侽僉儘庛乮偮傑傝侾侽儕乕儖庛乯
偲巚傢傟傑偡丅
丂偲偙傠偑偙偺僽儖乕偺俽們倧倧倴倧偺僲僘儖偼傑偩係僉儘偵傕払偟偰偄傑偣傫丅栚媗傑傝傕婲偙偟偰偄傑偣傫丅
丂僲僘儖傪庢傝奜偟偰怴昳偲斾妑偟偰傒傑偟偨乮忋恾乯丅
丂嵍偺傛偆偵僲僘儖偺寠偑戝偒偔側偭偰偄傑偡丅尨場偼塃恾偺傛偆偵僲僘儖偺愭抂偑杸栒偟偨偨傔偱偡丅
丂杸栒偺尨場偼慜恾偺挼偹忋偑偭偨憿宍暔偲偺杸嶤偲峫偊傜傟傑偡丅俹俴俙庽帀偼埲奜偲屌偔壗夞傕偙偡傞偲摵偼偡傝尭傝傑偡乮俽們倧倧倴倧偺僄僋僗僩儖乕僟乕偺堏摦偺椡偼偡偛偄偱偡乯丅
丂偙偺尰徾偼旔偗傞昁梫偑偁傝傑偡丅
丂栚媗傑傝埲奜偱僲僘儖偑偩傔偵側傞尰徾傪偼偠傔偰妋擣偟傑偟偨丅
丂僲僘儖偺愭抂傪偓傘偭偲偮傑傫偱寠傪彫偝偔偡傞摴嬶偑偁傟偽巊梡壜擻偵偱偒傞偱偟傚偆丅偟偐偟丄偦偺傛偆側摴嬶偑庤尦偵偁傝傑偣傫丅
乻僸乕僥僢僪僽儘僢僋偺懝彎乼
丂偦偟偰丄僩儔僽儖偼偦傟偩偗偱偼偁傝傑偣傫丅
丂僲僘儖傪岎姺偡傞偲偒偵僸乕僥僢僪僽儘僢僋傪妱傝傑偡偑丄傾儖儈偺拞偺帗僱僕偺峚偑崟偔徟偘偨傛偆偵側偭偰僱僕偑岠偐側偔側傝傑偟偨丅悇應偱偡偑丄僲僘儖偑挼偹忋偑傝偵傇偮偐傞偲偒偵僽儘僢僋偑寖偟偔怳摦偟偰僱僕傪偩傔偵偟偨偲巚偄傑偡丅
丂偙偺傛偆側梊掕奜偺怳摦偼丄婰帠乽Scoovo C170 憿宍偺婎杮僲乕僴僂俁乿偱偼乽愒偄懴擬僇僶乕偺偮偄偨攝慄偺埑拝愙懕乿傪崟偔徟偑偟偰偩傔偵偟傑偟偨丅帡偨傛偆側尰徾偩偲巚偄傑偡丅
摵慄偺抂傪傂偹偭偰屌掕偡傞偲偒偵偼偙傃傝偮偄偨僼傿儔儊儞僩偐偡傪梟偐偟偰寢崌偡傞偨傔偵僸乕僞乕傪壛擬偡傞昁梫偑偁傝傑偡丅拲堄偺梫偡傞嶌嬈偱偡丅偟偐偟婎杮揑偵偼傾儖儈僱僕傪偟傔傞偲偒偲摨偠偱偡丅
丂偪傚偭偲捝乆偟偄姶偠偱偡偑丄幚偼巹偼偙傟偱廫暘偩偲巚偭偰偄傑偡丅
丂乽Scoovo C170 憿宍偺婎杮僲乕僴僂俁乿偱弎傋偨傛偆偵偙傟偱婡擻偟傑偡丅傓偟傠峚偑旘傃傗偡偄傾儖儈僱僕傛傝偙偺傎偆偑偟偭偐傝寢崌偱偒傑偡丅
丂尰嵼偺偲偙傠偙傟偱夣挷偱偡丅
乻偔偣傕偺僼傿儔儊儞僩乼
丂僀儞僞乕僱僢僩傪扵偟偰偄偨傜侾僉儘侾俋俉侽墌乮偙傟傑偱巊梡偟偰偄傞傕偺偲摨偠抣抜乯偱弌昳偝傟偰偄傞僼傿儔儊儞僩傪敪尒偟傑偟偨丅帋偟偵俁儕乕儖峸擖偟傑偟偨丅
丂偙傟偼偔偣傕偺偱偟偨丅俹俴俙偲偄偆偩偗偱巊梡壏搙側偳偺僗儁僢僋婰嵹偑偁傝傑偣傫丅怓偼傗傗椢偑偐偭偨摟柧怓側偺偱偡偑丄埫偔偡傞偲偟偽傜偔椢偺寀岝傪敪偟傑偡丅
丂偙傟傪梡偄偨憿宍暔偼傑偨暿偺婰帠偵嵹偣偨偄偲巚偭偰偄傑偡丅
丂忋嵍偺恾偼偙傟傑偱偺惈奿偺椙偄僉儘侾俋俉侽墌僼傿儔儊儞僩偱偡乮敀乯丅塃偑崱夞峸擖偟偨寀岝僼傿儔儊儞僩乮僉儘摨偠抣抜乯偱偡丅偲傕偵憿宍壜擻側棳弌忬懺偱偡丅偟偐偟塃偼僼傿儔儊儞僩偑側傔傜偐偱偼側偄偙偲偑暘偐傝傑偡乮傇偮傇偮偑尒偊傞乯丅偙傟偼栚媗傑傝傪婲偙偟傗偡偄傛偆偱偡丅
丂嵍偼僔儖僶乕偺俽們倧倧倴倧偱丄塃偼僲僘儖岎姺偟偨僽儖乕偺俽們倧倧倴倧偱偡丅嵍偺僲僘儖偱偺僼傿儔儊儞僩巊梡椏偼尰嵼俁僉儘庛偱偡偑丄偙偪傜偺僲僘儖偱寀岝僼傿儔儊儞僩傪巊梡偡傞偲搑拞偱棳弌偑巭傑偭偰偟傑偄偑偪偱偡乮姰惉傑偱傕偮偙偲傕偁傞乯丅
丂塃偺怴偟偄僲僘儖偱偼栤戣側偔憿宍偱偒傑偟偨丅偟偐偟嵟嬤偼塃偺僲僘儖偱傕偲偒偵僟僢僉儞僌偑弌偰僾儕儞僩偑偐偡傟傞傛偆偵側傝傑偟偨丅
丂尰嵼丄巆傝偺侾儕乕儖偲彮偟偼摿偵寀岝怓偺憿宍偑昁梫偵側傞傑偱曐娗忬懺偱偡丅
乻寢榑乼
丂崱夞偺僩儔僽儖偺尨場偼暻柺偵戝偒側墌宍偺寠傪偁偗偨偙偲偱偡丅
丂惢嶌拞偵墌偺忋晹偱偺挼偹忋偑傝傪杊巭偡傞偵偼壗傜偐偺僒億乕僩嵽傪弨旛偡傞昁梫偑偁傝傑偡丅嶰妏宍偺傛偆側寠側傜偽挼偹忋偑傝偼婲偙傜側偄偼偢偱偡丅
乮侾乯戝偒側墌宍偺寠偼偁偗側偄乮彫偝側傕偺偼栤戣偑側偄乯丅
乮俀乯偳偆偟偰傕戝偒側墌宍偺寠偑昁梫側帪偼揔愗側僒億乕僩嵽傪嶌惉偡傞丅
僒億乕僩嵽傪巊梡偟側偄偲偒丄峔憿暔偺嬻拞傊偺偣傝弌偟偺妏搙偵傛傞憿宍偺棎傟偵偮偄偰娙扨側幚尡傪偟偰傒傑偟偨丅
丂師夞埲崀偱婰嵹偟偨偄偲巚偄傑偡丅偦傟偱偼傑偨丅
丂僥儗價傗僄傾僐儞傪憖嶌偟傛偆偲巚偭偨偲偒儕儌僐儞偺扵嶕偵偄傜偄傜偟偨偙偲偼偁傝傑偣傫偐丅
丂儕儌僐儞儃僢僋僗傪弨旛偟偰偦偙偵奿擺偟傑偡丅
丂枅擔傗偭偰偔傞梄曋暔偼偡偖偵偼撉傓偙偲偼偱偒傑偣傫丅偙傟偼僑儈敔峴偒丄偙傟偼曐娗丄偙傟偼偡偖偵庤懕偒丄偲暘椶偡傞傑偱彮偟帪娫偑偐偐傞偙偲偑偁傝傑偡丅
丂偦偙偱僥乕僽儖偺忋偵梄曋暔堦帪奿擺儃僢僋僗傪弨旛偡傞偙偲偵偟傑偟偨丅
| 丂儕儌僐儞儃僢僋僗偼幨恀庤慜拞墰偱偡丅 丂儕儌僐儞儃僢僋僗傪嶌惉偟偰傒偨傜丄偙傟偼儃乕儖儁儞傗摴嬶傪棫偰偰奿擺偡傞偺偵曋棙側偙偲偵婥晅偒傑偟偨丅塃偺俀偮偼崅偝傪彮偟掅偔偟偰嶌惉偟傑偟偨丅 丂嵍俀偮偲拞墰屻傠偼丄梕婍偺巇愗傝傪幬傔偵偟偰暆偺偁傞梄曋暔傕奿擺偱偒傞傛偆偵偟傑偟偨丅 丂儕儌僐儞儃僢僋僗偼侾係×侾係×崅偝侾侽僙儞僠丄梄曋曐娗儃僢僋僗乮撍偒弌偨巇愗傝偼彍偔乯偲摴嬶棫偰偼摨×崅偝俉僙儞僠偱偡丅 |  |
乻僲僘儖偺楎壔乼
丂儕儌僐儞儃僢僋僗偵偟偰傕梄曋暔曐娗儃僢僋僗偵偟偰傕暻柺偵寠偑偁偭偰傕晄搒崌偼偁傝傑偣傫丅傓偟傠拞偑傛偔尒偊偰傑偨僼傿儔儊儞僩偺愡栺偵傕側傝傑偡丅 丂偦偙偱偐側傝戝偒側墌宍偺偔傝偸偒傪偟傑偟偨丅 |  |
丂偟偐偟丄偙傟偑僩儔僽儖傪堷偒婲偙偟傑偟偨丅
丂恾偺傛偆偵墌偺忋晹偑偮側偑傞偲偒偵丄撍偒弌偨晹暘偑挼偹忋偑偭偰僲僘儖偺愭抂傪偼偘偟偔偙偡傞尰徾偑婲偙傝傑偟偨丅嵟弶偺恾偺傛偆偵偄偔偮偐偼側傫偲偐惢嶌偱偒偨偺偱偡偑丄偁傞偲偒偐傜挼偹忋偑傝偑寖偟偔側偭偰偲偰傕婋尟側忬嫷偵側偭偨偺偱惂嶌傪拞抐偟傑偟偨丅
丂偙偺偁偲丄僽儖乕偺俽們倧倧倴倧偺憿宍偑晄挷偵側傝傑偟偨丅
丂亀僲僘儖偺栚媗傑傝偼側偄亁偺偵僗僇乕僩偐傜偟偰側傔傜偐偵僾儕儞僩偱偒傑偣傫丅僼傿儔儊儞僩偺棳弌偑懢偔偰抁偐偔偔傃傟傞偐婥朅偑崿偞偭偰偄傞姶偠偱偡丅
丂傗傓側偔僲僘儖傪岎姺偟傑偟偨丅
丂僲僘儖偺庻柦傪挷傋傞偨傔偵僼傿儔儊儞僩偺巊梡検傪婰榐偟偰偄傑偡丅
丂僨乕僞偑偨傑偭偨傜岞昞偟偨偄偲巚偭偰偄傑偡偑丄尰嵼偺拞娫曬崘偱偼丄
丂丂丂丂丂丂侾杮偺僲僘儖偱偺僼傿儔儊儞僩棳弌検偼侾侽僉儘庛乮偮傑傝侾侽儕乕儖庛乯
偲巚傢傟傑偡丅
丂偲偙傠偑偙偺僽儖乕偺俽們倧倧倴倧偺僲僘儖偼傑偩係僉儘偵傕払偟偰偄傑偣傫丅栚媗傑傝傕婲偙偟偰偄傑偣傫丅
 |  |
丂僲僘儖傪庢傝奜偟偰怴昳偲斾妑偟偰傒傑偟偨乮忋恾乯丅
丂嵍偺傛偆偵僲僘儖偺寠偑戝偒偔側偭偰偄傑偡丅尨場偼塃恾偺傛偆偵僲僘儖偺愭抂偑杸栒偟偨偨傔偱偡丅
丂杸栒偺尨場偼慜恾偺挼偹忋偑偭偨憿宍暔偲偺杸嶤偲峫偊傜傟傑偡丅俹俴俙庽帀偼埲奜偲屌偔壗夞傕偙偡傞偲摵偼偡傝尭傝傑偡乮俽們倧倧倴倧偺僄僋僗僩儖乕僟乕偺堏摦偺椡偼偡偛偄偱偡乯丅
丂偙偺尰徾偼旔偗傞昁梫偑偁傝傑偡丅
丂栚媗傑傝埲奜偱僲僘儖偑偩傔偵側傞尰徾傪偼偠傔偰妋擣偟傑偟偨丅
丂僲僘儖偺愭抂傪偓傘偭偲偮傑傫偱寠傪彫偝偔偡傞摴嬶偑偁傟偽巊梡壜擻偵偱偒傞偱偟傚偆丅偟偐偟丄偦偺傛偆側摴嬶偑庤尦偵偁傝傑偣傫丅
乻僸乕僥僢僪僽儘僢僋偺懝彎乼
丂偦偟偰丄僩儔僽儖偼偦傟偩偗偱偼偁傝傑偣傫丅
丂僲僘儖傪岎姺偡傞偲偒偵僸乕僥僢僪僽儘僢僋傪妱傝傑偡偑丄傾儖儈偺拞偺帗僱僕偺峚偑崟偔徟偘偨傛偆偵側偭偰僱僕偑岠偐側偔側傝傑偟偨丅悇應偱偡偑丄僲僘儖偑挼偹忋偑傝偵傇偮偐傞偲偒偵僽儘僢僋偑寖偟偔怳摦偟偰僱僕傪偩傔偵偟偨偲巚偄傑偡丅
丂偙偺傛偆側梊掕奜偺怳摦偼丄婰帠乽Scoovo C170 憿宍偺婎杮僲乕僴僂俁乿偱偼乽愒偄懴擬僇僶乕偺偮偄偨攝慄偺埑拝愙懕乿傪崟偔徟偑偟偰偩傔偵偟傑偟偨丅帡偨傛偆側尰徾偩偲巚偄傑偡丅
 | 丂偦偙偱埲慜偐傜峫偊偰偄偨曽朄傪幚慔偟傑偟偨丅 丂恾偺傛偆偵庤尦偵偁偭偨侽丏俋儈儕宎偺摵慄傪俀夞傑傢偟偰僲僘儖偲僽儘僢僋傪屌掕偟傑偟偨丅 僱僕偼巊梡偟傑偣傫丅 |
摵慄偺抂傪傂偹偭偰屌掕偡傞偲偒偵偼偙傃傝偮偄偨僼傿儔儊儞僩偐偡傪梟偐偟偰寢崌偡傞偨傔偵僸乕僞乕傪壛擬偡傞昁梫偑偁傝傑偡丅拲堄偺梫偡傞嶌嬈偱偡丅偟偐偟婎杮揑偵偼傾儖儈僱僕傪偟傔傞偲偒偲摨偠偱偡丅
丂偪傚偭偲捝乆偟偄姶偠偱偡偑丄幚偼巹偼偙傟偱廫暘偩偲巚偭偰偄傑偡丅
丂乽Scoovo C170 憿宍偺婎杮僲乕僴僂俁乿偱弎傋偨傛偆偵偙傟偱婡擻偟傑偡丅傓偟傠峚偑旘傃傗偡偄傾儖儈僱僕傛傝偙偺傎偆偑偟偭偐傝寢崌偱偒傑偡丅
丂尰嵼偺偲偙傠偙傟偱夣挷偱偡丅
丂嶲峫傑偱偵丄塃偼憿宍偺晄嬶崌傪挷嵏拞偵嶣塭偟偨傕偺偱偡丅僲僘儖偼傑偩岎姺偟偰偄傑偣傫丅傾儖儈僱僕偼枹楙偑傑偟偔傑偩擖傟偰偁傝傑偡乮嵍偺曽偑岠偐側偄乯丅 丂懢偔側偭偨寠偺愭抂偐傜僼傿儔儊儞僩偑悅傟偰偄傑偡偑丄憿宍帪偺棳弌忬嫷傕偙傫側嬶崌偱偡丅栚媗傑傝偟偰偄傞傢偗偱偼側偄偺偱枾搙侾侽侽僷乕僙儞僩嬤偔偱偺僾儕儞僩偼壜擻偱偡丅偟偐偟掅偄枾搙偱偺撪晹偺奿巕峔憿偼偐偡傟偰偟傑偭偰憿宍偱偒傑偣傫丅 丂嵶偄側傔傜偐側棳弌偑昁梫偱偡乮壓曽偺幨恀嶲徠乯丅 丂偙偺傛偆偵側傞偲墌偺忋晹偺挼偹忋偑傝偑婲偙傝傗偡偔側傞偼偢偱偡丅 |  |
乻偔偣傕偺僼傿儔儊儞僩乼
丂僀儞僞乕僱僢僩傪扵偟偰偄偨傜侾僉儘侾俋俉侽墌乮偙傟傑偱巊梡偟偰偄傞傕偺偲摨偠抣抜乯偱弌昳偝傟偰偄傞僼傿儔儊儞僩傪敪尒偟傑偟偨丅帋偟偵俁儕乕儖峸擖偟傑偟偨丅
丂偙傟偼偔偣傕偺偱偟偨丅俹俴俙偲偄偆偩偗偱巊梡壏搙側偳偺僗儁僢僋婰嵹偑偁傝傑偣傫丅怓偼傗傗椢偑偐偭偨摟柧怓側偺偱偡偑丄埫偔偡傞偲偟偽傜偔椢偺寀岝傪敪偟傑偡丅
丂偙傟傪梡偄偨憿宍暔偼傑偨暿偺婰帠偵嵹偣偨偄偲巚偭偰偄傑偡丅
 |  |
丂忋嵍偺恾偼偙傟傑偱偺惈奿偺椙偄僉儘侾俋俉侽墌僼傿儔儊儞僩偱偡乮敀乯丅塃偑崱夞峸擖偟偨寀岝僼傿儔儊儞僩乮僉儘摨偠抣抜乯偱偡丅偲傕偵憿宍壜擻側棳弌忬懺偱偡丅偟偐偟塃偼僼傿儔儊儞僩偑側傔傜偐偱偼側偄偙偲偑暘偐傝傑偡乮傇偮傇偮偑尒偊傞乯丅偙傟偼栚媗傑傝傪婲偙偟傗偡偄傛偆偱偡丅
丂嵍偼僔儖僶乕偺俽們倧倧倴倧偱丄塃偼僲僘儖岎姺偟偨僽儖乕偺俽們倧倧倴倧偱偡丅嵍偺僲僘儖偱偺僼傿儔儊儞僩巊梡椏偼尰嵼俁僉儘庛偱偡偑丄偙偪傜偺僲僘儖偱寀岝僼傿儔儊儞僩傪巊梡偡傞偲搑拞偱棳弌偑巭傑偭偰偟傑偄偑偪偱偡乮姰惉傑偱傕偮偙偲傕偁傞乯丅
丂塃偺怴偟偄僲僘儖偱偼栤戣側偔憿宍偱偒傑偟偨丅偟偐偟嵟嬤偼塃偺僲僘儖偱傕偲偒偵僟僢僉儞僌偑弌偰僾儕儞僩偑偐偡傟傞傛偆偵側傝傑偟偨丅
丂尰嵼丄巆傝偺侾儕乕儖偲彮偟偼摿偵寀岝怓偺憿宍偑昁梫偵側傞傑偱曐娗忬懺偱偡丅
乻寢榑乼
丂崱夞偺僩儔僽儖偺尨場偼暻柺偵戝偒側墌宍偺寠傪偁偗偨偙偲偱偡丅
丂惢嶌拞偵墌偺忋晹偱偺挼偹忋偑傝傪杊巭偡傞偵偼壗傜偐偺僒億乕僩嵽傪弨旛偡傞昁梫偑偁傝傑偡丅嶰妏宍偺傛偆側寠側傜偽挼偹忋偑傝偼婲偙傜側偄偼偢偱偡丅
乮侾乯戝偒側墌宍偺寠偼偁偗側偄乮彫偝側傕偺偼栤戣偑側偄乯丅
乮俀乯偳偆偟偰傕戝偒側墌宍偺寠偑昁梫側帪偼揔愗側僒億乕僩嵽傪嶌惉偡傞丅
僒億乕僩嵽傪巊梡偟側偄偲偒丄峔憿暔偺嬻拞傊偺偣傝弌偟偺妏搙偵傛傞憿宍偺棎傟偵偮偄偰娙扨側幚尡傪偟偰傒傑偟偨丅
丂師夞埲崀偱婰嵹偟偨偄偲巚偄傑偡丅偦傟偱偼傑偨丅
2016擭12寧01擔
Scoovo C170丂(a)戝偒側惍棟扞傑偨偼杮敔 (b)徃崀僱僕傊偺媼桘 (c)帺栤帺摎
(a)丂戝偒側惍棟扞傑偨偼杮敔
(b)丂徃崀僱僕傊偺媼桘
丂倅曽岦徃崀僱僕偺晅嬤偐傜傑偨堎壒偑弌傞傛偆偵側傝傑偟偨丅僇僔儍僇僔儍両偲偄偆壒偱偡丅憿宍拞偵僄僋僗僩儖乕僟乕偑堏摦偡傞慜屻偵偍偗傞侾儈儕偺忋壓偺偲偒偱偡丅
(c)丂帺栤帺摎
丂婰帠乽Scoovo C170丂傛傕傗傑榖俀乮姰惉偟偨杮敔丄嶌昳偺偦偺屻丄僲乕僴僂乯乿偺拞偺
乮係乯乽僕儑僽奐巒乿儃僞儞偐傜僄僋僗僩儖乕僟乕偑儂乕儉億僕僔儑儞傪偲偭偰偐傜摦偒弌偡傑偱偵偡偛偔帪娫偑偐偐傞偙偲偑偁傝傑偡乮壏搙偑廫暘偵崅偄偵傕偐偐傢傜偢乯丅
丂側偤偱偟傚偆丅偡偖偵憿宍傪奐巒偝偣傞愝掕偼偁傞偺偱偟傚偆偐丅
丂偙偺偙偲偵偮偄偰僒億乕僩偵儊乕儖偱幙栤偟偰傒傑偟偨丅
丂幙栤偺堦斣偺億僀儞僩偼
丂乽憿宍奐巒偺僞僀儈儞僌偼丄俧僐乕僪偵愝掕偝傟偰偄傞栚昗壏搙偵摓払偡傞偙偲埲奜偵偁傞偐偳偆偐乿偲偄偆偙偲偱偡丅夞摎偺杮暥傪偦偺傑傑堷梡偝偣偰偄偨偩偒傑偡丅
佱佱丂儂乕儉億僕僔儑儞偐傜僗僇乕僩傪昤偒巒傔傞傑偱偺懸婡帪娫偼G僐乕僪偵婰弎偝傟傞愝掕壏搙偵摓払偡傞偐偳偆偐偵傛傝傑偡丅
丂
丂偮傑傝丄憿宍壏搙偑200亷愝掕偱偁傟偽丄200亷傑偱忋徃偟偨偺偪壏搙偑埨掕偟側偗傟偽丄憿宍偼奐巒偝傟傑偣傫丅210亷乣190亷側偳丄僆乕僶乕僔儏乕僩偲傾儞僟乕僔儏乕僩傪孞傝曉偟偰偄傞偲丄憿宍偼奐巒偝傟傑偣傫丅
丂僲僘儖傪壏傔傞傾儖儈僽儘僢僋偺愙崌偑偒偪傫偲偝傟偰偄側偄偲僆乕僶乕僔儏乕僩偲傾儞僟乕僔儏乕僩偑敪惗偄偨偟傑偡丅僲僘儖傪岎姺偡傞庤弴撪偵丄傾儖儈僽儘僢僋偺愙崌偑偁傞偨傔丄僲僘儖岎姺傪偡傞偲壏搙偑埨掕偡傞偐偺傛偆偵姶偠偰偟傑偆偐傕偟傟傑偣傫偑僲僘儖偑尨場偱偼偁傝傑偣傫丅
丂僸乕僞乕偲壏搙僙儞僒乕偑憓偟崬傑傟偰偄傞傾儖儈僽儘僢僋偺愙崌偑尨場偱偛偞偄傑偡丅
丂偡偖偵憿宍傪巒傔傞偨傔偺曽朄偱偡偑丄僲僘儖傪忢帪僾儗僸乕僩忬懺偵偝偣傞偲傛偄偱偡丅帠慜偵栚昗壏搙傑偱僲僘儖傪僸乕僩偝偣偰偍偔偙偲偱丄壏搙偑埨掕偟丄偡偖偵憿宍偑奐巒偝傟傑偡丅
埲忋偺愢柧偑嶲峫偵側傟偽岾偄偱偛偞偄傑偡丅丂佲佲
丂偦偙偦偙偵嶲峫偵側傝傑偟偨丅
丂偼偭偒傝偟偨偺偼丄憿宍奐巒忦審偑壏搙埲奜偵偼側偄偲偄偆偙偲偱偡丅
丂乽埨掕偟側偄偲偄偗側偄乿偲傕偁傝傑偡偑丄偙傟偵偮偄偰偼偁傑傝懪偮庤偼偁傝傑偣傫丅
丂偟偐偟丄埲壓偺嶌嬈偱偙偺僩儔僽儖偼戝暆偵夵慞偝傟傑偟偨丅
丂巹偼僼傿儔儊儞僩偺棳弌傪傛偔偡傞偨傔偵斾妑揑崅偄壏搙乮俀俁侽搙乯偱憿宍偟偰偄傑偡丅僗儔僀僒偺Configuration偺FilamentSetings偵偼壏搙傪俀俀侽搙偵巜掕偟偰偄傑偡丅
丂偦偺偨傔憿宍偑巒傑偭偰偐傜俀俁侽搙偵愝掕偟傑偡丅
丂Repetier-Host偺Print Preview偺Edit G-Code儃僞儞傪僋儕僢僋偡傞偲俧僐乕僪傪曇廤偡傞偙偲偑偱偒傑偡丅
忋恾偺侾侽峴栚傪尒偰偔偩偝偄乮夝憸搙傪崅偔偟偰偁傞偺偱夋憸傪僋儕僢僋偟偰傒偰偔偩偝偄乯丅
丂;M104 S220 ; set temperature
丂嵟弶偺僙儈僐儘儞偼巹偑偮偗偰僐儊儞僩偵偟傑偟偨丅傕偲傕偲偼惗偒偰偄傑偟偨偑丄偙傟偑偁傞偲憿宍奐巒偑抶偔側傞傛偆偱偡丅
丂侾俆峴栚偺
M104 S230
偼屻偐傜憓擖偟偨傕偺偱偡丅偙傟偵傛偭偰乽僾儕儞僞憖嶌乿偵傛傞壏搙愝掕偼晄梫偵側傝傑偡丅
丂侾係峴栚偺
M109 S200 ; wait for temperature to be reached
偼幚偼丄傕偲傕偲偺
M109 S220 ; 丒丒丒
偺乽俀乿傪乽侽乿偵曄峏偟傑偟偨丅
丂偙傟偑堦斣偺億僀儞僩偱偡丅
丂偙偺乽M109乿僐儅儞僪偺壏搙偵埨掕偡傞傑偱丄憿宍偼偍偁偢偗偱偡丅俀俀侽搙偱埨掕偡傞偺偼帪娫偑偐偐傞傛偆偱偡乮嵟埆偺応崌僆乕僶乕僸乕僩偱俀俆侽搙傪挻偊偰僾儕儞僞偑僄儔乕傪婲偙偡偙偲傕梊憐偝傟傑偡乯丅
丂俀侽侽搙偱偺埨掕偼斾妑揑抁帪娫偱払惉偱偒傑偡乮宱尡偵傛傞偲乯丅
丂忋婰偺曄峏偱僩儔僽儖偑尭傝傑偟偨丅巹偺応崌偼乮壠嬶偺惢嶌乯丄摨偠傕偺傪壗屄傕憿宍偡傞偺偱乽Print Preview乿偺乽Save to File乿偱俧僐乕僪傪曐懚偟乮奼挘巕倗們倧倓倕乯丄師夞偼偙傟傪奐偗偽懄憿宍奐巒偱偒傑偡丅
丂崱夞偼偙偺傊傫偱丅
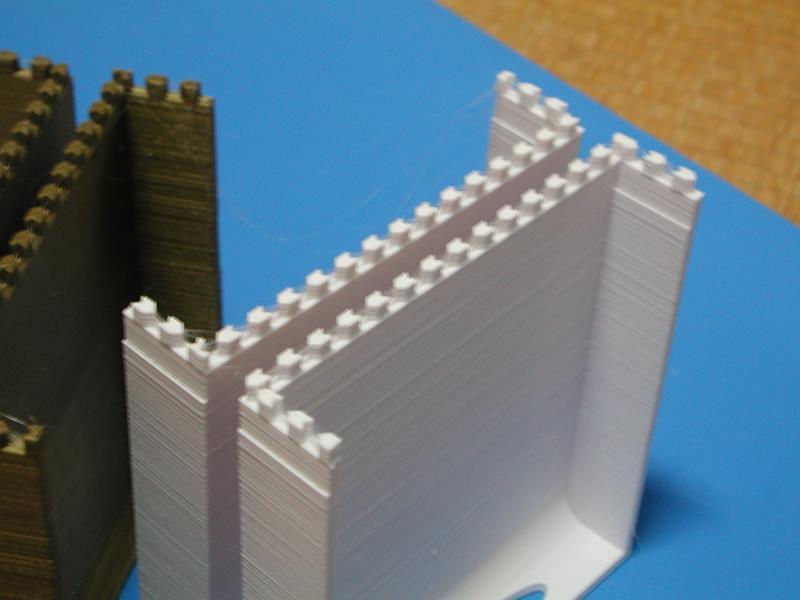
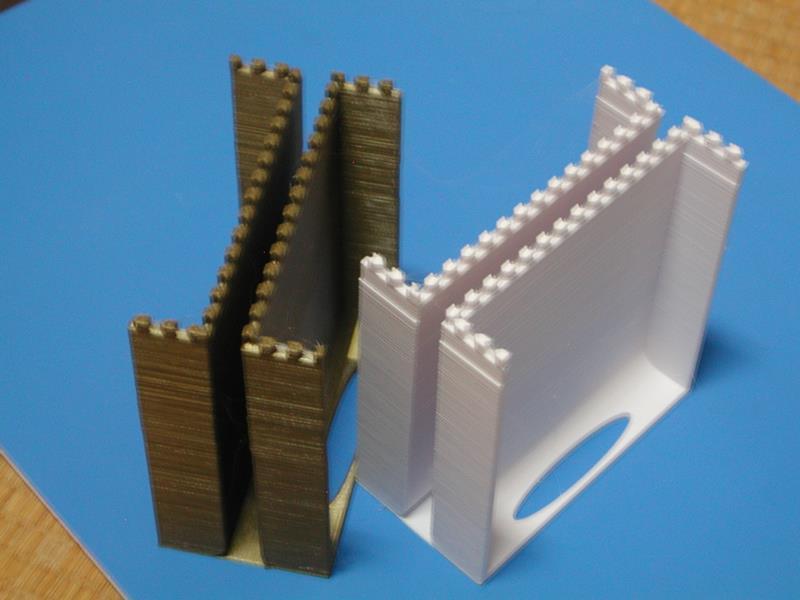
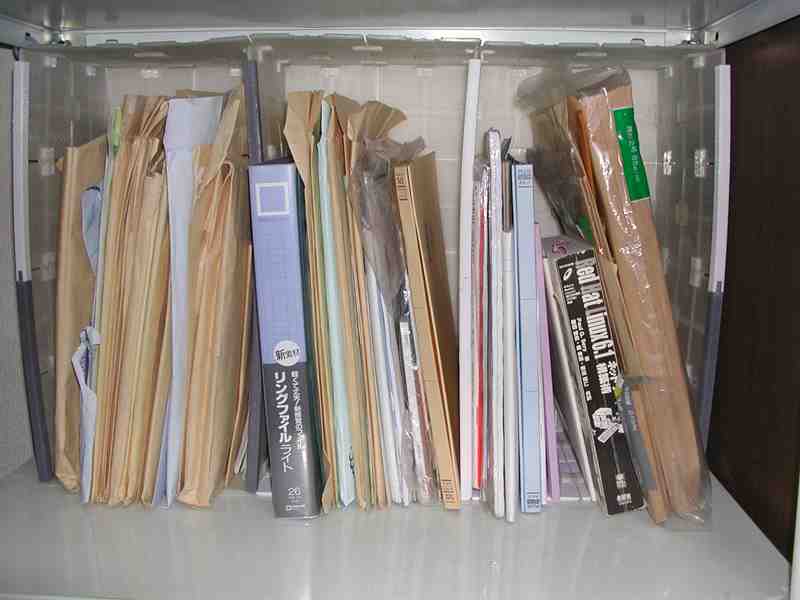
| 乽Scoovo C170丂傛傕傗傑榖俀乮姰惉偟偨杮敔丄嶌昳偺偦偺屻丄僲乕僴僂乯乿偱嶌惉偟偨杮敔傪係抜廳偹偵偟偰傒傑偟偨丅 丂墶俁俆僙儞僠墱峴俀俆僙儞僠崅偝侾俇俁丏俆僙儞僠偲彫暱側恖掱搙偺憿宍暔偱偡丅 丂廳偝偼俉丏俇僉儘偱Scoovo C170偺拞偐傜惗傑傟偨傕偺偲偟偰偼嫄戝偱偡丅側偵偟傠俉儕乕儖偲敿暘偺僼傿儔儊儞僩傪巊偭偰偟傑偄傑偟偨丅 丂嬌椡僼傿儔儊儞僩傪愡栺偟偨偄偺偲寉偔偟偨偄巚偄偐傜丄憿宍帪偺枾搙偼侾俆僷乕僙儞僩偱偡丅憿宍暔偺昞柺嬤偔偺俁憌偼侾侽侽僷乕僙儞僩側偺偱斅偺傛偆側敄偄峔憿暔偼枾搙傪壓偘偰傕偦傟傎偳寉偔偼側傝傑偣傫丅傑偨嫮搙傕巚偆傎偳棊偪傑偣傫丅 |  |
 | 丂嵍恾偼嵟屻偺懁柺傪浧傔崬傓捈慜偺傕偺偱偡丅 |
| 丂斅偺岤偝偼侾僙儞僠偁傞偺偱偦偙偦偙偵婃忎偱偡丅杮偺傛偆側廳偄傕偺偱傕奿擺偱偒傑偡丅 丂尰嵼偺巊梡梡搑偼恾偺傛偆偵丄嶶傜偐偭偰偄傞傕偺偼壗偱傕墴偟崬傓偲偄偆嶨側傕偺偱偡丅 丂廲挿側偺偱晹壆偺僗儁乕僗偼桳岠棙梡偱偒傑偡丅 | 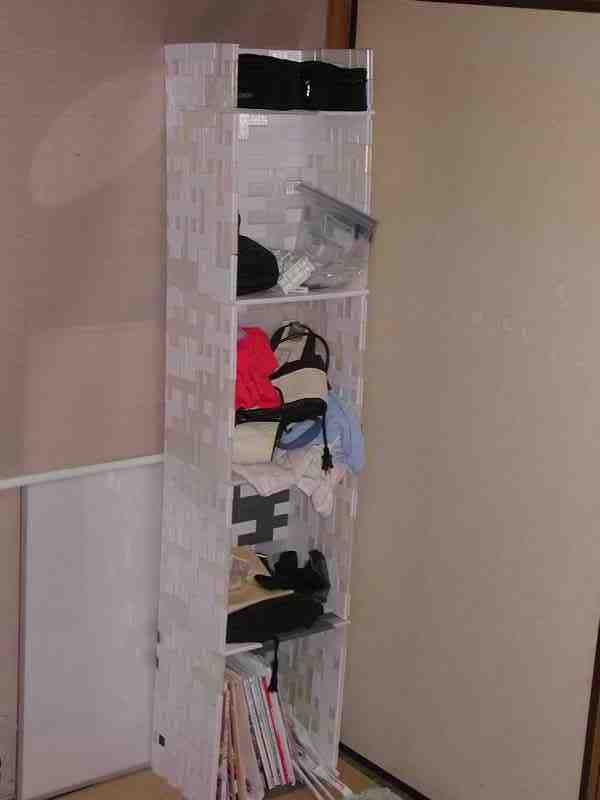 |
(b)丂徃崀僱僕傊偺媼桘
丂倅曽岦徃崀僱僕偺晅嬤偐傜傑偨堎壒偑弌傞傛偆偵側傝傑偟偨丅僇僔儍僇僔儍両偲偄偆壒偱偡丅憿宍拞偵僄僋僗僩儖乕僟乕偑堏摦偡傞慜屻偵偍偗傞侾儈儕偺忋壓偺偲偒偱偡丅
| 丂乽Scoovo C170丂俁師尦僾儕儞僞偺枹棃宍乮偦偺俁乯乮僥乕僽儖偲堉巕偺姰惉乯乿偱捀偄偨僐儊儞僩丂乽Posted by hkora11 at 2016擭09寧20擔 20:53乿丂偺傾僪僶僀僗偵廬偭偰Scoovo C170偺嵍塃懁柺偺僷僱儖傪庢傝奜偟傑偟偨乮偁傝偑偲偆偛偞偄傑偡乯丅 丂僷僱儖傪屌掕偟偰偄傞榋妏僱僕乮旘傃弌側偄嶮巕僱僕乯偺寠偼Scoovo偺憢偵庢傝晅偗傞僆僾僔儑儞偺僷僱儖憰拝梡偺僱僕乮偙偪傜偼旘傃弌傞娵僱僕乯偺寠偲摨偠戝偒偝偱偡丅 丂傕偟僆僾僔儑儞僷僱儖傪峸擖偟偰偄傟偽偦偙偵晅懏偟偰偄傞俀儈儕偺榋妏儗儞僠偑傄偭偨傝偱偡丅偦傟傪梡偄傑偡丅 丂偁傞偄偼婰帠乽ScoovoC170偲晅偒崌偆偨傔偺岺嬶乿偺乮倣乯榋妏儗儞僠僙僢僩偺彫偝偄曽偐傜俀斣栚偱偡丅 |  |
| 丂僷僱儖傪庢傝奜偟偨傑傑憿宍偟偰壒偺尨場偑暘偐傝傑偟偨丅 丂倅幉徃崀僱僕偼偲偰傕挿偄偺偱丄偙傟偑夞揮偡傞偲偒丄偦偺傢偢偐偺備偑傒偱嵍塃慜屻偵傇傟傑偡丅備偲傝偑側偄偲徃崀僱僕偺憰拝偝傟偰偄傞帗僱僕偼偆傑偔婡擻偱偒傑偣傫丅 丂偙偺備偲傝傪惗傓偨傔偵丄帗僱僕偼敔偺側偐偱巐妏宍偺宍忬傪偟偰偄偰丄僄僋僗僩儖乕僟側偳偺儐僯僢僩偑屌掕偝傟偰偄傞敔偵懳偟偰傢偢偐偵偡傋傝傑偡丅 丂徃崀僱僕偑嵍塃偵夞揮偡傞偲偒偵備偲傝偺偢傟偑僇僔儍僇僔儍偲偄偆壒偑敪惗偟傑偡丅桘偑愗傟傞偲偙偺壒偑戝偒偔側傝傑偡丅 丂徃崀僱僕偺偲偙傠偳偙傠偲丄備偲傝偺偨傔偺帗僱僕儐僯僢僩偵傕桘傪偝偟傑偟偨丅巊梡偟偨偺偼丄俲倀俼俤偺僌儕乕僗儊僀僩乮僗僾儗乕僌儕乕僗乯偱偡丅 |  |
(c)丂帺栤帺摎
丂婰帠乽Scoovo C170丂傛傕傗傑榖俀乮姰惉偟偨杮敔丄嶌昳偺偦偺屻丄僲乕僴僂乯乿偺拞偺
乮係乯乽僕儑僽奐巒乿儃僞儞偐傜僄僋僗僩儖乕僟乕偑儂乕儉億僕僔儑儞傪偲偭偰偐傜摦偒弌偡傑偱偵偡偛偔帪娫偑偐偐傞偙偲偑偁傝傑偡乮壏搙偑廫暘偵崅偄偵傕偐偐傢傜偢乯丅
丂側偤偱偟傚偆丅偡偖偵憿宍傪奐巒偝偣傞愝掕偼偁傞偺偱偟傚偆偐丅
丂偙偺偙偲偵偮偄偰僒億乕僩偵儊乕儖偱幙栤偟偰傒傑偟偨丅
丂幙栤偺堦斣偺億僀儞僩偼
丂乽憿宍奐巒偺僞僀儈儞僌偼丄俧僐乕僪偵愝掕偝傟偰偄傞栚昗壏搙偵摓払偡傞偙偲埲奜偵偁傞偐偳偆偐乿偲偄偆偙偲偱偡丅夞摎偺杮暥傪偦偺傑傑堷梡偝偣偰偄偨偩偒傑偡丅
佱佱丂儂乕儉億僕僔儑儞偐傜僗僇乕僩傪昤偒巒傔傞傑偱偺懸婡帪娫偼G僐乕僪偵婰弎偝傟傞愝掕壏搙偵摓払偡傞偐偳偆偐偵傛傝傑偡丅
丂
丂偮傑傝丄憿宍壏搙偑200亷愝掕偱偁傟偽丄200亷傑偱忋徃偟偨偺偪壏搙偑埨掕偟側偗傟偽丄憿宍偼奐巒偝傟傑偣傫丅210亷乣190亷側偳丄僆乕僶乕僔儏乕僩偲傾儞僟乕僔儏乕僩傪孞傝曉偟偰偄傞偲丄憿宍偼奐巒偝傟傑偣傫丅
丂僲僘儖傪壏傔傞傾儖儈僽儘僢僋偺愙崌偑偒偪傫偲偝傟偰偄側偄偲僆乕僶乕僔儏乕僩偲傾儞僟乕僔儏乕僩偑敪惗偄偨偟傑偡丅僲僘儖傪岎姺偡傞庤弴撪偵丄傾儖儈僽儘僢僋偺愙崌偑偁傞偨傔丄僲僘儖岎姺傪偡傞偲壏搙偑埨掕偡傞偐偺傛偆偵姶偠偰偟傑偆偐傕偟傟傑偣傫偑僲僘儖偑尨場偱偼偁傝傑偣傫丅
丂僸乕僞乕偲壏搙僙儞僒乕偑憓偟崬傑傟偰偄傞傾儖儈僽儘僢僋偺愙崌偑尨場偱偛偞偄傑偡丅
丂偡偖偵憿宍傪巒傔傞偨傔偺曽朄偱偡偑丄僲僘儖傪忢帪僾儗僸乕僩忬懺偵偝偣傞偲傛偄偱偡丅帠慜偵栚昗壏搙傑偱僲僘儖傪僸乕僩偝偣偰偍偔偙偲偱丄壏搙偑埨掕偟丄偡偖偵憿宍偑奐巒偝傟傑偡丅
埲忋偺愢柧偑嶲峫偵側傟偽岾偄偱偛偞偄傑偡丅丂佲佲
丂偦偙偦偙偵嶲峫偵側傝傑偟偨丅
丂偼偭偒傝偟偨偺偼丄憿宍奐巒忦審偑壏搙埲奜偵偼側偄偲偄偆偙偲偱偡丅
丂乽埨掕偟側偄偲偄偗側偄乿偲傕偁傝傑偡偑丄偙傟偵偮偄偰偼偁傑傝懪偮庤偼偁傝傑偣傫丅
丂偟偐偟丄埲壓偺嶌嬈偱偙偺僩儔僽儖偼戝暆偵夵慞偝傟傑偟偨丅
丂巹偼僼傿儔儊儞僩偺棳弌傪傛偔偡傞偨傔偵斾妑揑崅偄壏搙乮俀俁侽搙乯偱憿宍偟偰偄傑偡丅僗儔僀僒偺Configuration偺FilamentSetings偵偼壏搙傪俀俀侽搙偵巜掕偟偰偄傑偡丅
丂偦偺偨傔憿宍偑巒傑偭偰偐傜俀俁侽搙偵愝掕偟傑偡丅

丂Repetier-Host偺Print Preview偺Edit G-Code儃僞儞傪僋儕僢僋偡傞偲俧僐乕僪傪曇廤偡傞偙偲偑偱偒傑偡丅
忋恾偺侾侽峴栚傪尒偰偔偩偝偄乮夝憸搙傪崅偔偟偰偁傞偺偱夋憸傪僋儕僢僋偟偰傒偰偔偩偝偄乯丅
丂;M104 S220 ; set temperature
丂嵟弶偺僙儈僐儘儞偼巹偑偮偗偰僐儊儞僩偵偟傑偟偨丅傕偲傕偲偼惗偒偰偄傑偟偨偑丄偙傟偑偁傞偲憿宍奐巒偑抶偔側傞傛偆偱偡丅
丂侾俆峴栚偺
M104 S230
偼屻偐傜憓擖偟偨傕偺偱偡丅偙傟偵傛偭偰乽僾儕儞僞憖嶌乿偵傛傞壏搙愝掕偼晄梫偵側傝傑偡丅
丂侾係峴栚偺
M109 S200 ; wait for temperature to be reached
偼幚偼丄傕偲傕偲偺
M109 S220 ; 丒丒丒
偺乽俀乿傪乽侽乿偵曄峏偟傑偟偨丅
丂偙傟偑堦斣偺億僀儞僩偱偡丅
丂偙偺乽M109乿僐儅儞僪偺壏搙偵埨掕偡傞傑偱丄憿宍偼偍偁偢偗偱偡丅俀俀侽搙偱埨掕偡傞偺偼帪娫偑偐偐傞傛偆偱偡乮嵟埆偺応崌僆乕僶乕僸乕僩偱俀俆侽搙傪挻偊偰僾儕儞僞偑僄儔乕傪婲偙偡偙偲傕梊憐偝傟傑偡乯丅
丂俀侽侽搙偱偺埨掕偼斾妑揑抁帪娫偱払惉偱偒傑偡乮宱尡偵傛傞偲乯丅
丂忋婰偺曄峏偱僩儔僽儖偑尭傝傑偟偨丅巹偺応崌偼乮壠嬶偺惢嶌乯丄摨偠傕偺傪壗屄傕憿宍偡傞偺偱乽Print Preview乿偺乽Save to File乿偱俧僐乕僪傪曐懚偟乮奼挘巕倗們倧倓倕乯丄師夞偼偙傟傪奐偗偽懄憿宍奐巒偱偒傑偡丅
丂崱夞偼偙偺傊傫偱丅
2016擭11寧06擔
Scoovo C170丂儂乕儉儁乕僕
丂乽Scoovo C170偲偺枅擔乿偺婰帠偑偦偙偦偙偵憹偊傑偟偨丅 丂墈棗偟偰偄傞曽偑扵偟偰偄傞忣曬偺婰嵹偝傟偰偄傞婰帠偵摓払偱偒傞偙偲傪婅偭偰丄尒弌偟傪嶌惉偟偰偍偒傑偡丅 |  |
乮俀俉乯Scoovo C170丂偔偣傕偺僼傿儔儊儞僩丄僲僘儖偺楎壔丄僸乕僥僢僪僽儘僢僋乮儕儌僐儞奿擺儃僢僋僗丄梄曋暔儃僢僋僗偺惢嶌偵偍偄偰乯
丂丂丂憿宍帪偺僩儔僽儖丄僲僘儖丄僸乕僥僢僪僽儘僢僋偵偮偄偰
乮俀俈乯Scoovo C170丂(a)戝偒側惍棟扞傑偨偼杮敔 (b)徃崀僱僕傊偺媼桘 (c)帺栤帺摎
丂丂丂俁師尦偺戝偒側峔憿暔偺惢嶌丄懁柺僷僱儖偺庢傝奜偟丄俧僐乕僪偵傛傞憖嶌
乮俀俇乯Scoovo C170丂儂乕儉儁乕僕
丂丂丂僽儘僌埬撪丄娭楢婰帠傊偺儕儞僋
乮俀俆乯Scoovo C170丂傛傕傗傑榖俀乮姰惉偟偨杮敔丄嶌昳偺偦偺屻丄僲乕僴僂乯
丂丂丂俁師尦偺戝偒側峔憿暔偺惢嶌丄偦偺懠
乮俀係乯Scoovo C170丂傛傕傗傑榖乮僲乕僴僂丄帺悊丄嶌昳偺偦偺屻丄惢嶌拞杮敔乯
丂丂丂俁師尦偺戝偒側峔憿暔偺惢嶌丄偦偺懠
乮俀俁乯Scoovo C170丂俁師尦僾儕儞僞偺枹棃宍乮偦偺俁乯乮僥乕僽儖偲堉巕偺姰惉乯
丂丂丂壠嬶偺惢嶌偺幚徹幚尡
乮俀俀乯Scoovo C170丂憿宍偺婎杮僲乕僴僂係
丂丂丂僄僋僗僩儖乕僟乕丄僼傿儔儊儞僩偵偮偄偰偺僲乕僴僂
乮俀侾乯Scoovo C170丂俁師尦僾儕儞僞偺枹棃宍乮偦偺俀乯乮僥乕僽儖偲堉巕偺惢嶌乯
丂丂丂壠嬶偺惢嶌偺幚徹幚尡
乮俀侽乯Scoovo C170丂俁師尦僾儕儞僞偺枹棃宍乮偦偺侾乯乮僥乕僽儖偲堉巕偺惢嶌乯
丂丂丂壠嬶偺惢嶌偺幚徹幚尡
乮侾俋乯Scoovo C170丂乽僱僕乿偵傛傞峔憿暔乮偦偺俀乯丄僗僺乕僪傊偺挧愴
丂丂丂俽們倧倧倴倧丂俠侾俈侽丂偺憿宍僗僺乕僪偺尷奅
乮侾俉乯Scoovo C170丂乽僱僕乿偵傛傞峔憿暔乮偦偺侾乯
丂丂丂俹俴俙庽帀偱幚梡揑側僱僕偺嶌惉
乮侾俈乯Scoovo C170丂 Repetier-Host偺徯夘
丂丂丂俽俠俷俷倁俷丂俽倲倳倓倝倧丂傛傝曋棙側丂俼倕倫倕倲倝倕亅俫倧倱倲
乮侾俇乯Scoovo C170丂僼傿儔儊儞僩偺俀庬椶偺晄椙昳
丂丂丂僼傿儔儊儞僩偲僲乕僴僂
乮侾俆乯Scoovo C170丂偲丂Sense Scanner 3D丂偲偺僐儔儃儗乕僔儑儞丂帺暘偺庤暥捔丄嫻憸偺惂嶌
丂丂丂嶰師尦僗僉儍僫乕偺懱尡
乮侾係乯Scoovo C170 憿宍偺婎杮僲乕僴僂俁
丂丂丂僲乕僴僂
乮侾俁乯Scoovo C170偱傊傫側傕偺傪憿傝傑偟偨
丂丂丂帺悊嶰媟
乮侾俀乯Scoovo C170 偺妝偟傒
丂丂丂暿僶乕僕儑儞惍棟扞丅僉乕儃乕僪戜丅
乮侾侾乯Scoovo C170 僼傿儔儊儞僩憲傝婡峔偺夵慞丂慞偼媫偘
丂丂丂Scoovo C170傪峸擖偟偨傜丄僒億乕僩偵憲偭偰僼傿儔儊儞僩憲傝婡峔偺僶乕僕儑儞傾僢僾傪偍婅偄偟傑偟傚偆丅
乮侾侽乯俀戜栚偺Scoovo C170偑棃傑偟偨乮偦偺俀乯
丂丂丂侾侽抜惍棟儃僢僋僗偺嶌惉丅僲乕僴僂丅
乮俋乯俀戜栚偺Sccovo C170偑棃傑偟偨乮偦偺侾乯
丂丂丂摨偠乮偁傞偄偼帡偰偄傞乯傕偺偑俀偮偁傞偺偼曋棙偱偡丅
乮俉乯Scoovo C170丂偼娫堘偄側偔幚梡揑
丂丂丂媶嬌揑偵偼栶偵棫偨側偔偰傕偄偄偲巚偄傑偡偑丄偨傔偵側傞偲偄偆偙偲偼偄偄偙偲偱偡丅
乮俈乯Scoovo C170 憿宍偺婎杮僲乕僴僂俀
丂丂丂僄僋僗僩儖乕僟乕偺僲僘儖撪偺僼傿儔儊儞僩偼僸乕僥僢僪僽儘僢僋偵傛偭偰梟梈偟偰幩弌偝傟傑偡丅偙偺壏搙挷惍偑側偵傛傝傕廳梫偱偡丅
乮俇乯ScoovoC170偺婓朷偲尰幚乮儈僯僠儏傾僶僀僆儕儞偺惢嶌偐傜乯
丂丂丂僶僀僆儕儞偺傾僋僙僒儕乕傪嶌偭偰傒傑偟偨丅
乮俆乯ScoovoC170偲晅偒崌偆偨傔偺岺嬶
丂丂丂巇帠傪忋庤偵偙側偡偙偮偼丄揔愗側摴嬶傪揔愗偵巊梡偡傞偙偲偱偡丅
乮係乯彫偝偄柺愊偱憿宍偡傞偲偒偺僐僣
丂丂丂乽偦偺愄丄揥帵夛応偱ScoovoC170偺僨儌儞僗僩儗乕僔儑儞傪峴偭偨偲偒丄憿宍暔傪屌壔偝偣傞偨傔偵愵晽婡偱晽傪憲偭偨乿偲暦偄偰偄傑偡丅偟偐偟丄2偮摨帪偵憿宍偡傟偽偦傫側偙偲偼晄梫偱偡丅
乮俁乯憿宍偺婎杮僲乕僴僂侾
丂丂丂ScoovoC170偼敪揥搑忋儅僔乕儞偱偡丅憐憸椡傪摥偐偣偰埖偄傑偡丅
乮俀乯ScoovoC170傪峸擖偟偨棟桼
丂丂丂侾戜栚偺ScoovoC170偺抣抜偼丠
乮侾乯 俽們倧倧倴倧俠侾俈侽傪峸擖偟偰嵙愜偟偰偄傑偣傫偐
丂丂丂僽儘僌奐巒
僲乕僴僂偺嬶懱揑側撪梕偵偮偄偰偺婰帠傊偺儕儞僋
乮倎乯僲僘儖偺壏搙偵偮偄偰
丂丂乮3乯憿宍偺婎杮僲乕僴僂侾丂乮7乯憿宍偺婎杮僲乕僴僂俀丂
乮倐乯僲僘儖偺岎姺偵偮偄偰
丂 丂(14)憿宍偺婎杮僲乕僴僂俁>乮28乯偔偣傕偺僼傿儔儊儞僩丄僲僘儖偺楎壔丄僸乕僥僢僪僽儘僢僋乮儕儌僐儞奿擺儃僢僋僗丄梄曋暔儃僢僋僗偺惢嶌偵偍偄偰乯丂
乮們乯僸乕僥僢僪僽儘僢僋偺庢傝奜偟曽
丂丂(14)憿宍偺婎杮僲乕僴僂俁丂(22)憿宍偺婎杮僲乕僴僂係乮28乯偔偣傕偺僼傿儔儊儞僩丄僲僘儖偺楎壔丄僸乕僥僢僪僽儘僢僋乮儕儌僐儞奿擺儃僢僋僗丄梄曋暔儃僢僋僗偺惢嶌偵偍偄偰乯
乮倓乯僼傿儔儊儞僩偵偮偄偰
丂丂(22)憿宍偺婎杮僲乕僴僂係丂(16)僼傿儔儊儞僩偺俀庬椶偺晄椙昳>乮28乯偔偣傕偺僼傿儔儊儞僩丄僲僘儖偺楎壔丄僸乕僥僢僪僽儘僢僋乮儕儌僐儞奿擺儃僢僋僗丄梄曋暔儃僢僋僗偺惢嶌偵偍偄偰乯
乮倕乯俁俢僗僉儍僫乕偵傛傞憿宍
丂丂(15)Scoovo C170丂偲丂Sense Scanner 3D丂偲偺僐儔儃儗乕僔儑儞丂帺暘偺庤暥捔丄嫻憸偺惂嶌
乮倖乯憿宍暔偺斀傝丄攳偑傟丄僽儖乕僥乕僾
丂丂(14)憿宍偺婎杮僲乕僴僂俁
乮倗乯僼傿儔儊儞僩偺憲傝婡峔
丂丂(11乯僼傿儔儊儞僩憲傝婡峔偺夵慞丂慞偼媫偘
乮倛乯僼傿儔儊儞僩偺棳弌偺懾傝
丂丂(16)僼傿儔儊儞僩偺俀庬椶偺晄椙昳
乮倝乯媼桘
丂丂Comment(2)丂 (24)傛傕傗傑榖乮僲乕僴僂丄帺悊丄嶌昳偺偦偺屻丄惢嶌拞杮敔乯
乮倞乯彫偝偄憿宍暔偺嶌惉曽朄
丂乮4乯彫偝偄柺愊偱憿宍偡傞偲偒偺僐僣
乮倠乯帺嶌儕乕儖儂乕儖僟乕
丂乮9乯俀戜栚偺Sccovo C170偑棃傑偟偨乮偦偺侾乯
乮倢乯儀僢僪偺崅偝偺挷惍
丂乮10乯俀戜栚偺Scoovo C170偑棃傑偟偨乮偦偺俀乯
乮倣乯 乽僕儑僽堦帪掆巭乿乽僕儑僽傪廔椆乿乽旕忢掆巭乿偵偮偄偰
丂乮10乯俀戜栚偺Scoovo C170偑棃傑偟偨乮偦偺俀乯
乮値乯丂俧僐乕僪丂偵偮偄偰
丂乮27乯 (a)戝偒側惍棟扞傑偨偼杮敔 (b)徃崀僱僕傊偺媼桘 (c)帺栤帺摎 乮19乯乽僱僕乿偵傛傞峔憿暔乮偦偺俀乯丄僗僺乕僪傊偺挧愴
2016擭10寧13擔
Scoovo C170丂傛傕傗傑榖俀乮姰惉偟偨杮敔丄嶌昳偺偦偺屻丄僲乕僴僂乯
丂寧擔偺偨偮偺偼憗偄傕偺偱偡丅
丂惢嶌拞偩偭偨杮敔偼偩偄傇慜偵姰惉偟傑偟偨丅
丂壓恾偑姰惉偟偨忬懺偱偡丅
丂徍榓偺帪戙偺儈僇儞敔傪杮敔偵棳梡偟偨傛偆側姶偠偱偡丅廳偝偼俁丏俇僉儘偱偡丅
丂偳偆偲偄偆偙偲偼側偄柍懯側憿宍暔偺傛偆偱偡偑丄嶰師尦偺戝偒側敔暔偵偮側偑傞廳梫側堦曕偱偡丅
丂
丂慜夞徯夘偟偨惍棟扞側偳偺嶌昳偺偦偺屻偱偡丅
丂廳偝偱榗傫偩忬懺傪夵慞偡傞娙扨側曽朄傪巚偄偮偒傑偟偨丅壓偺恾偱偡丅
丂偮傑傝丄扞偺傊傝偵乽僐乿偺帤宆偺僒億乕僩傪浧傔傑偟偨丅
丂嵟弶偺2偮偺恾偵巊梡偝傟偰偄傞僒億乕僩偺侾杮偺挿偝乮挿偄曽乯偼俀侽僙儞僠偱偡丅偙偺挿偝偼俽們倧倧倴倧偺廲墶崅偝乮侾俆×侾俆×侾俈丏俆僙儞僠乯傪偐側傝挻偊傑偡丅
偟偐偟丄儀僢僪偵係俆亱偵抲偗偽
丂侾俆×併俀佮俀侾丏俀僙儞僠丂
偲側偭偰嵶偄傕偺側傜俀侽僙儞僠偼憿宍壜擻偱偡丅偦偺傛偆偵偟偰嶌惉偟偨傕偺偱偡丅
丂嵟屻偺杮棫偰偼僿儕偑係侽僙儞僠偁傞偺偱浧傔崬傒寢崌偟偰傾儘儞傾儖僼傽偱愙拝偟傑偟偨丅傕偆彮偟婃忎偵偟偨傎偆偑傛偐偭偨偐傕偟傟傑偣傫丅
丂偄偢傟偵偟偰傕丄偙傟傜偺壠嬶偼傑偩傑偩巊偊偦偆偱偡丅
丂嵟屻偵僲乕僴僂偱偡丅
丂俈帪娫偔傜偄偐偐傞憿宍傪偡傞偙偲偑偁傝傑偡丅俀侽侽僷乕僙儞僩乮俀攞懍乯偱側偐偭偨傜侾係帪娫偱偡丅
丂曻偭偰偍偄偰峴偭偰傒傞偲憿宍偑僗僩僢僾偟偰偟傑偭偰偄傞偙偲側偳偑偁傝傑偡丅偨傑偵側偺偱乽傑偁偄偄偐丄傗傝捈偦偆乿偲偄偆偙偲偵偟偰偄傑偡丅
乮侾乯乽僕儑僽奐巒乿儃僞儞偱僄僋僗僩儖乕僟乕偑儂乕儉億僕僔儑儞偵堏摦偟偨屻偺懸婡拞偵僷僜僐儞偺夋柺忋偱偼憿宍偑偡偛偄僗僺乕僪偱巒傑偭偰偄傞偺偵幚嵺偺俽們倧倧倴倧偼儂乕儉億僕僔儑儞偺傑傑屌傑偭偰偄傞
丂懳墳丂仺丂乽嬞媫掆巭乿乽僾儕儞僞愗抐乿儃僞儞偱掆巭偟偰傗傝捈偡
乮俀乯僄僋僗僩儖乕僟偑憿宍搑拞偵撍慠僼儕乕僘偟偰偄傞丅儂僢僩僄儞僪偺夁擬偑愗傟偰偄傞丅憿宍暔偵僲僘儖偑屌拝偟偰偄傞丅
懳墳丂仺丂僲僘儖偑憿宍暔偵揬傝偮偄偰偄傞偺偱僄僋僗僩儖乕僟傪堏摦偝偣偰偼偄偗傑偣傫丅忋偵帩偪忋偘傞偲儀僢僪偛偲帩偪忋偑傝傑偡丅倃傑偨偼倄曽岦偵堏摦偝偣傛偆偲偡傞偲堏摦偱偒偢僞僀儈儞僌儀儖僩偑嬻夞傝偟偰偡偛偄壒偑弌傑偡乮俀乣俁夞傗偭偰偟傑偄傑偟偨偑偙傢傟傑偣傫偱偟偨乯丅
丂惓偟偄懳墳偼夁擬偟偰儂僢僩僄儞僪偺屌拝傪梟梈偟偰偐傜堏摦偡傞偙偲偱偡乮乽俀戜栚偺Scoovo C170偑棃傑偟偨乮偦偺俀乯乮俆乯乿偱弎傋偨傛偆偵偔傟偖傟傕僄僋僗僩儖乕僟傪壓偘側偄傛偆偵乯丅
乮俁乯偙傟偼嬌傔晅偗偱偡偑丄憿宍搑拞偱WindowsUpdate偑巒傑偭偰抦傜側偄偆偪偵嵞婲摦偝傟偰偟傑偆丅偙傟偼傎傫偲偆偵暊偑棫偪傑偡丅
丂乮俁乯偵偮偄偰偼僀儞僞乕僱僢僩忋偱挷傋偰嵟嬤懳嶔傪偟傑偟偨丅埲壓偺傛偆偱偡丅
丂儘乕僇儖僌儖乕僾億儕僔乕僄僨傿僞乕(gpedit.msc)傪婲摦偟偰
僐儞僺儏乕僞乕偺峔惉亅娗棟梡僥儞僾儗乕僩亅Windows僐儞億乕僱儞僩亅WindowsUpdate
偺拞偺
乽僗働僕儏乕儖偝傟偨帺摦峏怴偺僀儞僗僩乕儖偱丄儘僌僆儞偟偰偄傞儐乕僓乕偑偄傞応崌偵偼帺摦揑偵嵞婲摦偟側偄乿傪乽桳岠乿偵愝掕偡傞偙偲偱偡丅
丂偲偙傠偑丄俀戜偺俽們倧倧倴倧傪憖嶌偟偰偄傞俀戜偺俹俠偼Windows10 Home偱偡丅偙傟偵偼儘乕僇儖僌儖乕僾億儕僔乕僄僨傿僞乕(gpedit.msc)偑憰旛偝傟偰偄傑偣傫丅
偟偐偟丄[Windows10]Windows10 Home偱儘乕僇儖僌儖乕僾億儕僔乕僄僨傿僞乕(gpedit.msc)傪僀儞僗僩乕儖偡傞曽朄丂偑徯夘偝傟偰偄傑偟偨丅
丂巜帵偵廬偭偰僀儞僗僩乕儖偟傑偟偨丅塸岅斉偱偡丅
Computer Configuration亅Administrative Templates亅Windows Components亅Windows Update
偺拞偺
乽No auto-restart for scheduled Automatic Updates installations乿傪乽Enabled乿偵愝掕偟傑偡丅
丂愝掕偟偰偐傜擔偑愺偄偺偱丄偙傟偱杮摉偵戝忎晇偐偺妋擣偼偙傟偐傜偱偡丅
丂嵟屻偵丄憿宍偺幐攕偱偼側偄偺偱偡偑丄偙傟偼偢偭偲巚偭偰偄傞媈栤偱偡丅
乮係乯乽僕儑僽奐巒乿儃僞儞偐傜僄僋僗僩儖乕僟乕偑儂乕儉億僕僔儑儞傪偲偭偰偐傜摦偒弌偡傑偱偵偡偛偔帪娫偑偐偐傞偙偲偑偁傝傑偡乮壏搙偑廫暘偵崅偄偵傕偐偐傢傜偢乯丅側偤偱偟傚偆丅偡偖偵憿宍傪奐巒偝偣傞愝掕偼偁傞偺偱偟傚偆偐丅
丂僔儖僶乕偺俽們倧倧倴倧偱偡偑丄偙偺婰帠傪彂偄偰偄傞娫偵乮係乯偵偮偄偰抳柦揑側尰徾偑婲偒傑偟偨丅
丂儂乕儉億僕僔儑儞偺屻偵Repetier Host 偑僼儕乕僘偡傞傛偆偵側傝傑偟偨丅SCOOVO Studio傪巊偆偲栤戣側偔憿宍偑巒傑傝傑偡丅柧傜偐偵Repetier Host 偺栤戣偱偡丅
丂偙偺偲偙傠丄Windows10偺帺摦傾僢僾僨乕僩偑壗夞偐偁傝傑偟偨丅偪傚偭偲傃偭偔傝偟偨偺偱偡偑丄僱僢僩儚乕僋偺愝掕偑彂偒姺偊傜傟偰偄傑偟偨丅壓恾偱偡丅
丂偙偺嵺丄曐棷偟偰偍偄偨Repetier Host偺僶乕僕儑儞傾僢僾傪偡傞偙偲偵偟傑偟偨丅
乽https://www.repetier.com/乿偵偄偭偰僶乕僕儑儞侾丏俇丏俀傪僀儞僗僩乕儖偟傑偟偨丅
乽侾丏俆丏俇乿偐傜偺傾僢僾偱偡丅埲慜偺傕偺偼偦偺傑傑偱忋彂偒偝傟偨傛偆偱偡丅僾儕儞僞愝掕傗僗儔僀僒偺僐儞僼傿僌儗乕僔儑儞僼傽僀儖偼偦偺傑傑惗偒偰偄偰壗偺庤娫傕晄梫丄偡偖偵憿宍奐巒偱偒傑偟偨丅
丂姶幱姶寖偱偡丅
丂偄傑偺偲偙傠晄嬶崌偼偁傝傑偣傫丅
丂僽儖乕偺俽們倧倧倴倧偼乽侾丏俆丏俇乿偱偟偽傜偔巊偭偰傒傛偆偐側丄偲巚偭偰偄偨偺偱偡偑丄偙偪傜偼乮侾乯偺尰徾偑偨傃偨傃婲偙傝傑偡丅
丂師偺擔偵偼僶乕僕儑儞傾僢僾偟偰偟傑偄傑偟偨丅
丂偲傝偁偊偢偼夣揔側憿宍偺枅擔偱偡丅
丂惢嶌拞偩偭偨杮敔偼偩偄傇慜偵姰惉偟傑偟偨丅
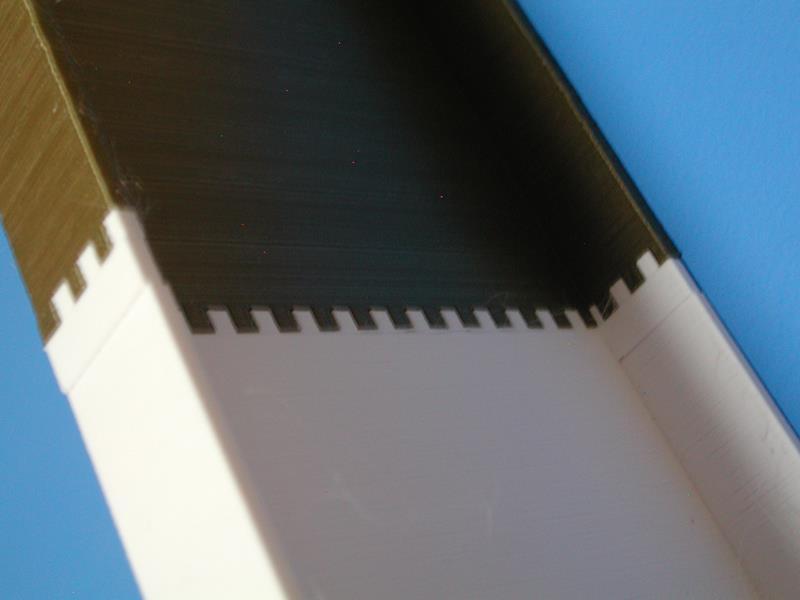
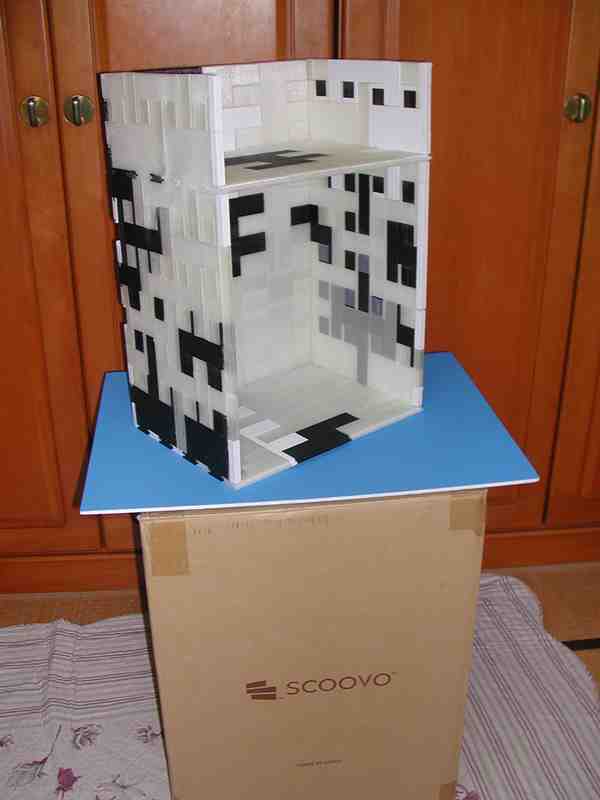
| 丂惢嶌搑拞偺夋憸傪2偮帵偟傑偡丅 丂塃偼懁柺偺傾僢僾偱偡丅慜偵愢柧偟偨帠忣偵傛傝偙偺柺偼俽們倧倧倴倧偺儀僢僪偵怮偐偣偰憿宍偟傑偡丅 丂櫬峔憿偺僺乕僗偱偁傞偙偲偼懁柺埲奜偺柺偲摨偠偱偡偑丄寢崌晹暘偼塇崻偺傛偆偱偡丅偙偺塇崻偑丄儀僢僪偵棫偰偰憿宍偟偨俫宆僐僱僋僞偱寢崌偝傟傑偡丅憿宍帪偵儀僢僪偐傜晜偔偙偲偵側傞塇崻偺壓偵偼僒億乕僩嵽傪帺嶌愝寁偟偰丄憿宍屻偵暯傗偡傝偱僈儕僈儕偲嶍傝棊偲偟傑偡丅 丂夋柺拞墰偺崟偄挿曽宍偑僐僱僋僞偱偡丅僐僱僋僞偺挿偝偼愙懕晹暘偵傛偭偰婎杮揑偵俀庬椶偱偡丅 |  |
 | 丂嵍偼丄塃偺懁柺傪僾儔僗僠僢僋僴儞儅乕偱浧傔崬傓捈慜偱偡丅侾僼儘傾乕偺懁柺傪姰惉偝偣偰偐傜堦婥偵浧傔崬傓昁梫偑偁傝傑偡丅懠偺柺偵偍偄偰傕丄浧傔崬傒庤弴傪娫堘偊傞偲僩儔僽儖偑婲偙傝傑偡丅 丂乮偳傫側僩儔僽儖偑敪惗偡傞偐偼僲乕僴僂偱偡丅 丂乽僲乕僴僂乿偼乽know-how乿偱丄堦斒偵偼乽僲僂僴僂乿偱偡丅巹偼挿偄娫乽僲乕僴僂乿傪乽no-how乿偲巚偭偰乽暦偔偺偑偼偽偐傜傟傞偙偲乿偲偟偰偄傑偟偨乮傾僶僂僩側惈奿偱偡乯丅 |
丂壓恾偑姰惉偟偨忬懺偱偡丅
 |  |
丂徍榓偺帪戙偺儈僇儞敔傪杮敔偵棳梡偟偨傛偆側姶偠偱偡丅廳偝偼俁丏俇僉儘偱偡丅
丂偳偆偲偄偆偙偲偼側偄柍懯側憿宍暔偺傛偆偱偡偑丄嶰師尦偺戝偒側敔暔偵偮側偑傞廳梫側堦曕偱偡丅
丂
丂慜夞徯夘偟偨惍棟扞側偳偺嶌昳偺偦偺屻偱偡丅
丂廳偝偱榗傫偩忬懺傪夵慞偡傞娙扨側曽朄傪巚偄偮偒傑偟偨丅壓偺恾偱偡丅
 |  |
 |
丂偮傑傝丄扞偺傊傝偵乽僐乿偺帤宆偺僒億乕僩傪浧傔傑偟偨丅
丂嵟弶偺2偮偺恾偵巊梡偝傟偰偄傞僒億乕僩偺侾杮偺挿偝乮挿偄曽乯偼俀侽僙儞僠偱偡丅偙偺挿偝偼俽們倧倧倴倧偺廲墶崅偝乮侾俆×侾俆×侾俈丏俆僙儞僠乯傪偐側傝挻偊傑偡丅
偟偐偟丄儀僢僪偵係俆亱偵抲偗偽
丂侾俆×併俀佮俀侾丏俀僙儞僠丂
偲側偭偰嵶偄傕偺側傜俀侽僙儞僠偼憿宍壜擻偱偡丅偦偺傛偆偵偟偰嶌惉偟偨傕偺偱偡丅
丂嵟屻偺杮棫偰偼僿儕偑係侽僙儞僠偁傞偺偱浧傔崬傒寢崌偟偰傾儘儞傾儖僼傽偱愙拝偟傑偟偨丅傕偆彮偟婃忎偵偟偨傎偆偑傛偐偭偨偐傕偟傟傑偣傫丅
丂偄偢傟偵偟偰傕丄偙傟傜偺壠嬶偼傑偩傑偩巊偊偦偆偱偡丅
丂嵟屻偵僲乕僴僂偱偡丅
丂俈帪娫偔傜偄偐偐傞憿宍傪偡傞偙偲偑偁傝傑偡丅俀侽侽僷乕僙儞僩乮俀攞懍乯偱側偐偭偨傜侾係帪娫偱偡丅
丂曻偭偰偍偄偰峴偭偰傒傞偲憿宍偑僗僩僢僾偟偰偟傑偭偰偄傞偙偲側偳偑偁傝傑偡丅偨傑偵側偺偱乽傑偁偄偄偐丄傗傝捈偦偆乿偲偄偆偙偲偵偟偰偄傑偡丅
乮侾乯乽僕儑僽奐巒乿儃僞儞偱僄僋僗僩儖乕僟乕偑儂乕儉億僕僔儑儞偵堏摦偟偨屻偺懸婡拞偵僷僜僐儞偺夋柺忋偱偼憿宍偑偡偛偄僗僺乕僪偱巒傑偭偰偄傞偺偵幚嵺偺俽們倧倧倴倧偼儂乕儉億僕僔儑儞偺傑傑屌傑偭偰偄傞
丂懳墳丂仺丂乽嬞媫掆巭乿乽僾儕儞僞愗抐乿儃僞儞偱掆巭偟偰傗傝捈偡
乮俀乯僄僋僗僩儖乕僟偑憿宍搑拞偵撍慠僼儕乕僘偟偰偄傞丅儂僢僩僄儞僪偺夁擬偑愗傟偰偄傞丅憿宍暔偵僲僘儖偑屌拝偟偰偄傞丅
懳墳丂仺丂僲僘儖偑憿宍暔偵揬傝偮偄偰偄傞偺偱僄僋僗僩儖乕僟傪堏摦偝偣偰偼偄偗傑偣傫丅忋偵帩偪忋偘傞偲儀僢僪偛偲帩偪忋偑傝傑偡丅倃傑偨偼倄曽岦偵堏摦偝偣傛偆偲偡傞偲堏摦偱偒偢僞僀儈儞僌儀儖僩偑嬻夞傝偟偰偡偛偄壒偑弌傑偡乮俀乣俁夞傗偭偰偟傑偄傑偟偨偑偙傢傟傑偣傫偱偟偨乯丅
丂惓偟偄懳墳偼夁擬偟偰儂僢僩僄儞僪偺屌拝傪梟梈偟偰偐傜堏摦偡傞偙偲偱偡乮乽俀戜栚偺Scoovo C170偑棃傑偟偨乮偦偺俀乯乮俆乯乿偱弎傋偨傛偆偵偔傟偖傟傕僄僋僗僩儖乕僟傪壓偘側偄傛偆偵乯丅
乮俁乯偙傟偼嬌傔晅偗偱偡偑丄憿宍搑拞偱WindowsUpdate偑巒傑偭偰抦傜側偄偆偪偵嵞婲摦偝傟偰偟傑偆丅偙傟偼傎傫偲偆偵暊偑棫偪傑偡丅
丂乮俁乯偵偮偄偰偼僀儞僞乕僱僢僩忋偱挷傋偰嵟嬤懳嶔傪偟傑偟偨丅埲壓偺傛偆偱偡丅
丂儘乕僇儖僌儖乕僾億儕僔乕僄僨傿僞乕(gpedit.msc)傪婲摦偟偰
僐儞僺儏乕僞乕偺峔惉亅娗棟梡僥儞僾儗乕僩亅Windows僐儞億乕僱儞僩亅WindowsUpdate
偺拞偺
乽僗働僕儏乕儖偝傟偨帺摦峏怴偺僀儞僗僩乕儖偱丄儘僌僆儞偟偰偄傞儐乕僓乕偑偄傞応崌偵偼帺摦揑偵嵞婲摦偟側偄乿傪乽桳岠乿偵愝掕偡傞偙偲偱偡丅
丂偲偙傠偑丄俀戜偺俽們倧倧倴倧傪憖嶌偟偰偄傞俀戜偺俹俠偼Windows10 Home偱偡丅偙傟偵偼儘乕僇儖僌儖乕僾億儕僔乕僄僨傿僞乕(gpedit.msc)偑憰旛偝傟偰偄傑偣傫丅
偟偐偟丄[Windows10]Windows10 Home偱儘乕僇儖僌儖乕僾億儕僔乕僄僨傿僞乕(gpedit.msc)傪僀儞僗僩乕儖偡傞曽朄丂偑徯夘偝傟偰偄傑偟偨丅
丂巜帵偵廬偭偰僀儞僗僩乕儖偟傑偟偨丅塸岅斉偱偡丅
Computer Configuration亅Administrative Templates亅Windows Components亅Windows Update
偺拞偺
乽No auto-restart for scheduled Automatic Updates installations乿傪乽Enabled乿偵愝掕偟傑偡丅
丂愝掕偟偰偐傜擔偑愺偄偺偱丄偙傟偱杮摉偵戝忎晇偐偺妋擣偼偙傟偐傜偱偡丅
丂嵟屻偵丄憿宍偺幐攕偱偼側偄偺偱偡偑丄偙傟偼偢偭偲巚偭偰偄傞媈栤偱偡丅
乮係乯乽僕儑僽奐巒乿儃僞儞偐傜僄僋僗僩儖乕僟乕偑儂乕儉億僕僔儑儞傪偲偭偰偐傜摦偒弌偡傑偱偵偡偛偔帪娫偑偐偐傞偙偲偑偁傝傑偡乮壏搙偑廫暘偵崅偄偵傕偐偐傢傜偢乯丅側偤偱偟傚偆丅偡偖偵憿宍傪奐巒偝偣傞愝掕偼偁傞偺偱偟傚偆偐丅
丂僔儖僶乕偺俽們倧倧倴倧偱偡偑丄偙偺婰帠傪彂偄偰偄傞娫偵乮係乯偵偮偄偰抳柦揑側尰徾偑婲偒傑偟偨丅
丂儂乕儉億僕僔儑儞偺屻偵Repetier Host 偑僼儕乕僘偡傞傛偆偵側傝傑偟偨丅SCOOVO Studio傪巊偆偲栤戣側偔憿宍偑巒傑傝傑偡丅柧傜偐偵Repetier Host 偺栤戣偱偡丅
丂偙偺偲偙傠丄Windows10偺帺摦傾僢僾僨乕僩偑壗夞偐偁傝傑偟偨丅偪傚偭偲傃偭偔傝偟偨偺偱偡偑丄僱僢僩儚乕僋偺愝掕偑彂偒姺偊傜傟偰偄傑偟偨丅壓恾偱偡丅
| 丂堦斣壓偺乽儐乕僓乕傾僇僂儞僩偲僷僗儚乕僪傪巊梡偟偰懠偺僐儞僺儏乕僞乕偵愙懕偡傞乿偲偟偰偍偄偨偼偢側偺偵慖戰偑乽丒丒丒乮悇彠乯乿偺傎偆偵曄峏偝傟偰偄傑偡丅 丂偦偆偄偊偽傾僢僾僨乕僩偺屻偺婲摦夋柺偵戝偒偔 乽僱僢僩儚乕僋愙懕偺埨慡惈偵栶棫偪傑偡乿偺傛偆側儊僢僙乕僕偑昞帵偝傟偨偺傪婰壇偟偰偄傑偡丅乽傾僢僾僨乕僩偼帺摦偱偙傫側偙偲傪偡傞傫偩丠丠乿偲偪傚偭偲傃偭偔傝偟傑偟偨丅 丂Repetier Host偵栤戣偑偱傞傛偆偵側偭偨偺偼WindowsUpdate偺偣偄偐側丠偲媈偭偰偟傑偄傑偡丅 |  |
丂偙偺嵺丄曐棷偟偰偍偄偨Repetier Host偺僶乕僕儑儞傾僢僾傪偡傞偙偲偵偟傑偟偨丅
乽https://www.repetier.com/乿偵偄偭偰僶乕僕儑儞侾丏俇丏俀傪僀儞僗僩乕儖偟傑偟偨丅
乽侾丏俆丏俇乿偐傜偺傾僢僾偱偡丅埲慜偺傕偺偼偦偺傑傑偱忋彂偒偝傟偨傛偆偱偡丅僾儕儞僞愝掕傗僗儔僀僒偺僐儞僼傿僌儗乕僔儑儞僼傽僀儖偼偦偺傑傑惗偒偰偄偰壗偺庤娫傕晄梫丄偡偖偵憿宍奐巒偱偒傑偟偨丅
丂姶幱姶寖偱偡丅
丂偄傑偺偲偙傠晄嬶崌偼偁傝傑偣傫丅
丂僽儖乕偺俽們倧倧倴倧偼乽侾丏俆丏俇乿偱偟偽傜偔巊偭偰傒傛偆偐側丄偲巚偭偰偄偨偺偱偡偑丄偙偪傜偼乮侾乯偺尰徾偑偨傃偨傃婲偙傝傑偡丅
丂師偺擔偵偼僶乕僕儑儞傾僢僾偟偰偟傑偄傑偟偨丅
丂偲傝偁偊偢偼夣揔側憿宍偺枅擔偱偡丅
2016擭09寧17擔
Scoovo C170丂傛傕傗傑榖乮僲乕僴僂丄帺悊丄嶌昳偺偦偺屻丄惢嶌拞杮敔乯
丂傂偝偟傇傝偱偡丅
丂慜偺婰帠偐傜侾偐寧埲忋偵側傝傑偡偑丄俽們倧倧倴倧俠侾俈侽偵朞偒偨傢偗偱偼偁傝傑偣傫丅
嵟嬤偼傜偼傜偟偨偙偲偼丄壒偑弌傞傛偆偵側偭偨偙偲偱偡丅乽崜巊偺場壥墳曬偐側丠乿乽俽們倧倧倴倧偺庻柦偐側丠乿側偳偲晄埨偵側傝傑偟偨丅
丂埲慜偺婰帠乽Scoovo C170丂 Repetier-Host偺徯夘乿偱弎傋偨偲偍傝丄巊梡偟偰偄傞俽們倧倧倴倧偵偼乽摨偠憌偱僄僋僗僩儖乕僟乕偑応強傪曄偊傞乮Travel乯偲偒丄摦偔慜偵忋偵侾倣倣帩偪忋偑傝傑偡乮Lift Z乯乿偲愝掕偟偰偄傑偡丅偮傑傝憿宍拞偵昿斏偵倸曽岦偵僄僋僗僩儖乕僟乕偑侾倣倣忋壓偟傑偡丅
丂嵟嬤丄偙偺偲偒乽僉儏儞僉儏儞乿偲壒偑弌傞傛偆偵側傝傑偟偨丅柧傜偐偵桘偓傟偱偡丅俽們倧倧倴倧偼悅捈曽岦偺挿偄梇僱僕傪夞揮偝偣偰枩椡偺傛偆偵僄僋僗僩儖乕僟乕偲悈暯曽岦偺僞僀儈儞僌儀儖僩偺儐僯僢僩慡懱傪忋壓偵堏摦偝偣傑偡丅
丂慜偵堦搙偙偺尰徾偑婲偙偭偰儐僯僢僩偺帗僱僕晹暘偵俲倀俼俤俆亅俆俇傪僾僔儏乕偲悂偒偐偗傑偟偨丅偙傟偱壒偑徚偊傑偟偨丅偟偐偟嵟嬤傑偨壒偑弌傞傛偆偵側傝傑偟偨丅崱搙偼桘傪悂偒偐偗偰傕壒偑徚偊傑偣傫丅偦偆偙偆偟偰偄傞偆偪偵乽僉儏儞僉儏儞乿偑乽僉儍儞僉儍儞乿偲彫宆將偺柭偒惡偺傛偆偵側偭偰偒傑偟偨丅
丂偟偽傜偔擸傫偩偺偱偡偑丄梇僱僕偼嵍塃偵俀偮偁傞偙偲偵婥晅偒傑偟偨丅嵍偺帗僱僕偽偐傝偵婥傪庢傜傟偰偄傑偟偨丅偦偙偱塃偺帗僱僕偵俲倀俼俤俆亅俆俇傪悂偒偐偗傑偟偨丅
丂壒偼徚偊傑偟偨丅
丂庢傝埖偄愢柧彂偵偼偙偺曈偺偙偲偼婰嵹偑偁傝傑偣傫丅桘傪偝偡応強偵偼婥傪偮偗傑偟傚偆丅椺偊偽僞僀儈儞僌儀儖僩偵桘偑偮偔偲傑偢偄偲巚偄傑偡丅
丂傕偆侾偮丄偪傚偭偲偟偨僩儔僽儖偱偆傑偔懳墳偱偒傑偟偨丅
丂偙偺偲偙傠丄儀僢僪偺崅偝偺挷惍偼挿偄娫峴偭偰偄傑偣傫丅
丂埲慜偺婰帠乽俀戜栚偺Scoovo C170偑棃傑偟偨乮偦偺俀乯乿偺拞偺乮俁乯偱弎傋偰偁傞偙偲偱偡偑丄僗僇乕僩偺弌棃偑椙偄偺偱崅偝偺挷惍偼昁梫側偄偺偱偡丅
丂偲偙傠偑丄偁傞偲偒乽僕儑僽奐巒乿儃僞儞傪墴偡偲丄媣偟傇傝偵僄僋僗僩儖乕僟乕偑僟僢僉儞僌壒傪懡敪偟傑偟偨丅
丂娤嶡偟偰傒傞偲僲僘儖偑儀僢僩傪偙偡偭偰偄傞傛偆偱僼傿儔儊儞僩偺棳弌偑懾偭偰偄傑偡丅
丂乽偙傟偼丄偁傟偩側乿偲偡偖偵婥偑晅偄偰憿宍傪拞巭偟傑偟偨乮傎偲傫偳巒傑偭偰偄傑偣傫偑乯丅
丂儀僢僪傪偼偢偟偰儀僢僪儅僂儞僞偺忋傪尒傞偲丄埬偺掕僼傿儔儊儞僩偺嵶偄慇堐偑嵹偭偰偄傑偟偨丅偙偺偨傔儀僢僪偑崅偔側偭偰偟傑偭偨偺偱偡丅
丂傎偐偵傕僑儈偑嵹偭偰偄側偄偙偲傪妋擣偟偰柍帠偵憿宍傪奐巒偡傞偙偲偑偱偒傑偟偨丅
丂偁傢偰偰儀僢僪偺崅偝挷惍傪巒傔傞偺偼娫堘偄偱偡丅
丂偒傟偄偱偡偹丅
丂尰嵼惢嶌拞偺杮敔偵偮偄偰徯夘偟傑偡丅
丂惢嶌摦婡偼丄偡偱偵巊梡偟偰偄傞惍棟扞偺忋婰偺忬嫷偱偡丅敄偄僷僱儖偺僐僱僋僞偵傛傞寢崌偱偼杮扞傗杮敔偺傛偆側偟偭偐傝偟偨壠嬶偼偱偒傑偣傫丅
丂堉巕傗僥乕僽儖偵巊梡偟偨乽斅乿偑偱偒偨偺偩偐傜丄偦傟傪挘傝晅偗傟偽杮敔偼娙扨偩傠偆偲巚偆偺偱偡偑丄幚偼偦偆偱偼偁傝傑偣傫丅
丂俁師尦僾儕儞僞傪梡偄傞偺偱偡偐傜丄僐乕僫乕晹暘偼堦懱峔憿偲偟偰惢嶌偡傋偒偱偡丅
丂姰惉偟偨傜傑偨婰帠傪彂偒傑偡丅
丂彮偟慜偐傜僼傿儔儊儞僩偺巊梡検偺婰榐傪偲傝偼偠傔傑偟偨丅偙傟偼僲僘儖偺庻柦傪抦傞偙偲偑栚揑偱偡丅巊偄曽偵傛偭偰偼僲僘儖偺庻柦偼堄奜偵挿偄偐傕偟傟傑偣傫丅寢壥偑弌偨傜曬崘偟偨偄偲巚偄傑偡丅
丂偛偒偘傫傛偆丅
丂慜偺婰帠偐傜侾偐寧埲忋偵側傝傑偡偑丄俽們倧倧倴倧俠侾俈侽偵朞偒偨傢偗偱偼偁傝傑偣傫丅
嵟嬤偼傜偼傜偟偨偙偲偼丄壒偑弌傞傛偆偵側偭偨偙偲偱偡丅乽崜巊偺場壥墳曬偐側丠乿乽俽們倧倧倴倧偺庻柦偐側丠乿側偳偲晄埨偵側傝傑偟偨丅
丂埲慜偺婰帠乽Scoovo C170丂 Repetier-Host偺徯夘乿偱弎傋偨偲偍傝丄巊梡偟偰偄傞俽們倧倧倴倧偵偼乽摨偠憌偱僄僋僗僩儖乕僟乕偑応強傪曄偊傞乮Travel乯偲偒丄摦偔慜偵忋偵侾倣倣帩偪忋偑傝傑偡乮Lift Z乯乿偲愝掕偟偰偄傑偡丅偮傑傝憿宍拞偵昿斏偵倸曽岦偵僄僋僗僩儖乕僟乕偑侾倣倣忋壓偟傑偡丅
丂嵟嬤丄偙偺偲偒乽僉儏儞僉儏儞乿偲壒偑弌傞傛偆偵側傝傑偟偨丅柧傜偐偵桘偓傟偱偡丅俽們倧倧倴倧偼悅捈曽岦偺挿偄梇僱僕傪夞揮偝偣偰枩椡偺傛偆偵僄僋僗僩儖乕僟乕偲悈暯曽岦偺僞僀儈儞僌儀儖僩偺儐僯僢僩慡懱傪忋壓偵堏摦偝偣傑偡丅
丂慜偵堦搙偙偺尰徾偑婲偙偭偰儐僯僢僩偺帗僱僕晹暘偵俲倀俼俤俆亅俆俇傪僾僔儏乕偲悂偒偐偗傑偟偨丅偙傟偱壒偑徚偊傑偟偨丅偟偐偟嵟嬤傑偨壒偑弌傞傛偆偵側傝傑偟偨丅崱搙偼桘傪悂偒偐偗偰傕壒偑徚偊傑偣傫丅偦偆偙偆偟偰偄傞偆偪偵乽僉儏儞僉儏儞乿偑乽僉儍儞僉儍儞乿偲彫宆將偺柭偒惡偺傛偆偵側偭偰偒傑偟偨丅
丂偟偽傜偔擸傫偩偺偱偡偑丄梇僱僕偼嵍塃偵俀偮偁傞偙偲偵婥晅偒傑偟偨丅嵍偺帗僱僕偽偐傝偵婥傪庢傜傟偰偄傑偟偨丅偦偙偱塃偺帗僱僕偵俲倀俼俤俆亅俆俇傪悂偒偐偗傑偟偨丅
丂壒偼徚偊傑偟偨丅
丂庢傝埖偄愢柧彂偵偼偙偺曈偺偙偲偼婰嵹偑偁傝傑偣傫丅桘傪偝偡応強偵偼婥傪偮偗傑偟傚偆丅椺偊偽僞僀儈儞僌儀儖僩偵桘偑偮偔偲傑偢偄偲巚偄傑偡丅
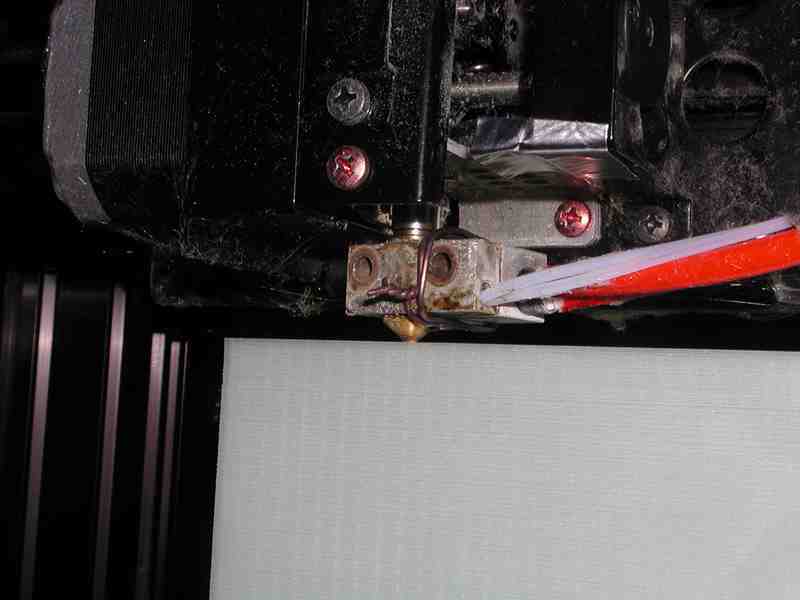
| 丂塃恾偼俽們倧倧倴倧偺忋偺寠偐傜塃偺梇僱僕偲儐僯僢僩偵屌掕偝傟偰偄傞帗僱僕傪嶣塭偟偨傕偺偱偡丅岝偑偆傑偔擖傜側偔偰傛偔幨偭偰偄傑偣傫乮暥帤傪撉傓偵偼恾傪僋儕僢僋偟偰偔偩偝偄乯丅 丂偙偺曈偵俲倀俼俤俆亅俆俇傪悂偒偐偗傑偟偨丅 | 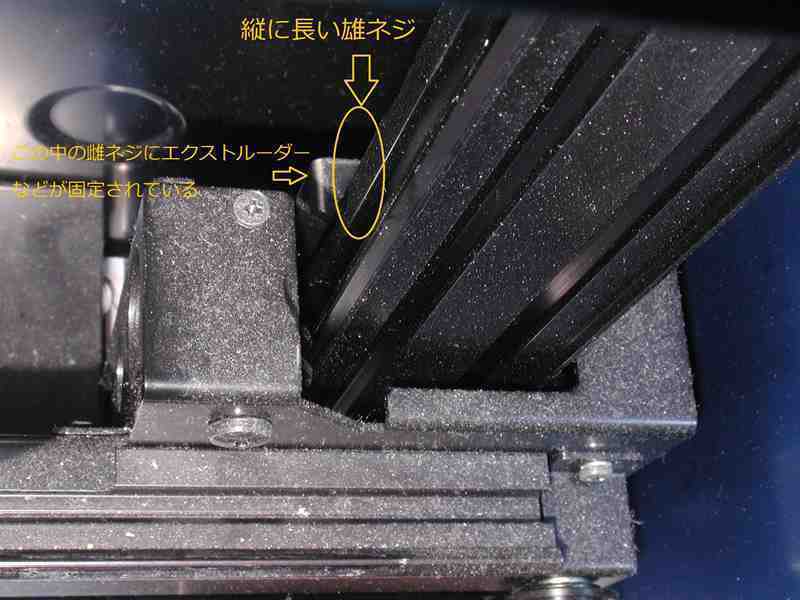 |
丂傕偆侾偮丄偪傚偭偲偟偨僩儔僽儖偱偆傑偔懳墳偱偒傑偟偨丅
丂偙偺偲偙傠丄儀僢僪偺崅偝偺挷惍偼挿偄娫峴偭偰偄傑偣傫丅
丂埲慜偺婰帠乽俀戜栚偺Scoovo C170偑棃傑偟偨乮偦偺俀乯乿偺拞偺乮俁乯偱弎傋偰偁傞偙偲偱偡偑丄僗僇乕僩偺弌棃偑椙偄偺偱崅偝偺挷惍偼昁梫側偄偺偱偡丅
丂偲偙傠偑丄偁傞偲偒乽僕儑僽奐巒乿儃僞儞傪墴偡偲丄媣偟傇傝偵僄僋僗僩儖乕僟乕偑僟僢僉儞僌壒傪懡敪偟傑偟偨丅
丂娤嶡偟偰傒傞偲僲僘儖偑儀僢僩傪偙偡偭偰偄傞傛偆偱僼傿儔儊儞僩偺棳弌偑懾偭偰偄傑偡丅
丂乽偙傟偼丄偁傟偩側乿偲偡偖偵婥偑晅偄偰憿宍傪拞巭偟傑偟偨乮傎偲傫偳巒傑偭偰偄傑偣傫偑乯丅
丂儀僢僪傪偼偢偟偰儀僢僪儅僂儞僞偺忋傪尒傞偲丄埬偺掕僼傿儔儊儞僩偺嵶偄慇堐偑嵹偭偰偄傑偟偨丅偙偺偨傔儀僢僪偑崅偔側偭偰偟傑偭偨偺偱偡丅
丂傎偐偵傕僑儈偑嵹偭偰偄側偄偙偲傪妋擣偟偰柍帠偵憿宍傪奐巒偡傞偙偲偑偱偒傑偟偨丅
丂偁傢偰偰儀僢僪偺崅偝挷惍傪巒傔傞偺偼娫堘偄偱偡丅
| 丂埲慜偺婰帠乽Scoovo C170偱傊傫側傕偺傪憿傝傑偟偨乿偱惢嶌偟偨帺悊嶰媟傪梡偄偰丄恾彂娰偐傜庁傝偨杮傪嶣塭偟偰傒傑偟偨丅 俆儁乕僕偩偗傾僢僾偟偰傒傑偡丅 恾偺夝憸搙傪彮偟丄崅傔偵偟偰偍偒傑偟偨丅 僋儕僢僋偟偰奼戝偟偰傒偰偔偩偝偄丅 丂僈儔僗斅傪嵹偣偰嶣塭偟偰偄傞偺偱丄帺悊嶰媟偲僇儊儔偑偆偭偡傜偲塮傝崬傫偱偄傑偡丅偙傟偼偪傚偭偲巆擮偱偡偑丄懨嫤偟傑偟偨丅 |  |
 |  |
 |  |
丂偒傟偄偱偡偹丅
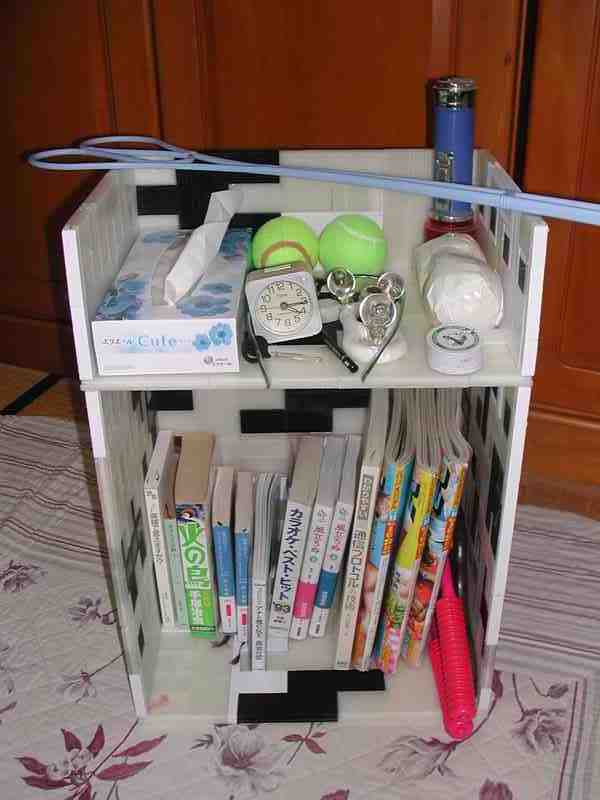
| 丂偄傑傑偱惢嶌偟偰徯夘偟偨條乆側幚梡昳偺偦偺屻傪曬崘偟傑偟傚偆丅 丂塃恾偼侾侽抜廂擺扞偱偡丅 丂壓偐傜俁抜栚偵偟偽傜偔廳偄傕偺傪擖傟偰偍偄偨偺偱捑傒崬傫偱偄傑偡丅 |  |
 | 丂嵍恾偼僉乕儃乕僪戜偱偡丅傊傝偵曄宍杊巭梡偺峔憿偑偁傞偺偱偩偄偨偄埨掕偟偰偄傑偡偑丄嵟忋抜偺拞傎偳偑彮偟捑傫偱偄傑偡丅 |
| 丂塃恾偼堖椶惍棟扞偱偡丅惍棟惍撢偑側偭偰偄傑偣傫丅偙傟偼侾侽抜偺惍棟扞傛傝柺傪岤偔偟偰偁傝傑偡丅 |  |
 | 丂嵍偼嬥懏惢儔僢僋偺拞偵抲偐傟偨杮棫偰偱偡偑丄廳傒偱嵍塃偺巇愗傝偑榗傫偱偄傑偡丅 丂俹俴俙庽帀偼挿偔椡傪壛偊偰偄傞偲慪惈偑偁偭偰曄宍偡傞傛偆偱偡丅 |
| 丂偝偰戝偒側堉巕偼丄巊偭偰偄傞偆偪偵嵗柺偺拞墰偮傑傝偍怟偺壓偑彮偟壓偑偭偰偒傑偟偨丅偦偙偱塃恾偺傛偆偵拞墰偵俆杮栚偺媟傪捛壛偟傑偟偨丅侾侽僙儞僠巐妏傪傾儘儞傾儖僼傽偱挘傝晅偗傑偟偨丅 丂偙傟偱偲偰傕偠傚偆傇偵側傝傑偟偨丅鏢鏞側偔摜傒戜偲偟偰傕巊偊傑偡丅 丂堉巕偺忋偵僋僢僔儑儞傪抲偒傑偟偨乮壓嵍乯丅傑偨挿帪娫偺嶌嬈偱偼丄僀僆儞偱傒偮偗偨乽俽倲倷倢倕俙倲倛倢倕倲倕乿傪梡偄偰嵗偭偰偄傑偡乮壓塃乯丅 |  |
 |  |
丂尰嵼惢嶌拞偺杮敔偵偮偄偰徯夘偟傑偡丅
丂惢嶌摦婡偼丄偡偱偵巊梡偟偰偄傞惍棟扞偺忋婰偺忬嫷偱偡丅敄偄僷僱儖偺僐僱僋僞偵傛傞寢崌偱偼杮扞傗杮敔偺傛偆側偟偭偐傝偟偨壠嬶偼偱偒傑偣傫丅
丂堉巕傗僥乕僽儖偵巊梡偟偨乽斅乿偑偱偒偨偺偩偐傜丄偦傟傪挘傝晅偗傟偽杮敔偼娙扨偩傠偆偲巚偆偺偱偡偑丄幚偼偦偆偱偼偁傝傑偣傫丅
丂俁師尦僾儕儞僞傪梡偄傞偺偱偡偐傜丄僐乕僫乕晹暘偼堦懱峔憿偲偟偰惢嶌偡傋偒偱偡丅
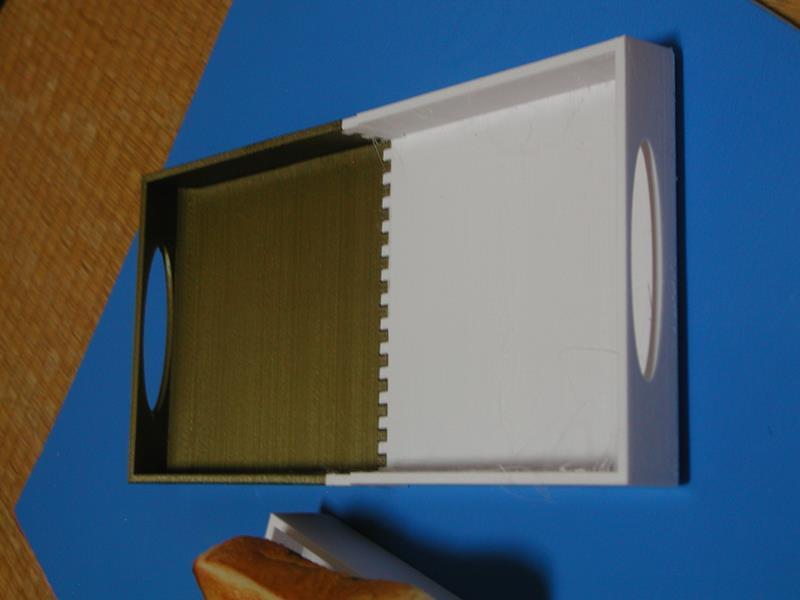
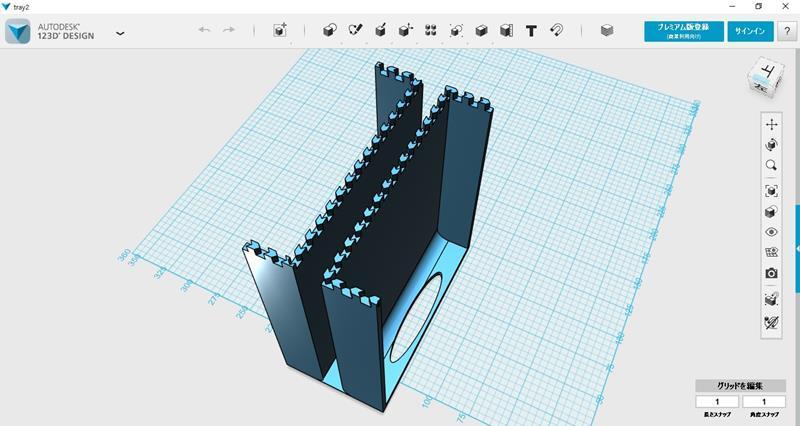
| 丂塃恾偼惢嶌搑拞偺杮敔偱偡丅斅偼埲慜偺婰帠偱徯夘偟偨乽櫬僺乕僗乿偵傛傞寚揰偺側偄浧傔崬傒偱嶌惉偟傑偡丅 丂丂慜夞偺婰帠乽俁師尦僾儕儞僞偺枹棃宍乮偦偺俁乯乮僥乕僽儖偲堉巕偺姰惉乯乿偱怗傟偨傛偆偵丄浧傔崬傒峔憿傪嶌惉偡傞偨傔偵柺偼儀僢僪偵棫偰偰憿宍偟傑偡丅 丂恾偺慜晹偺峔憿偼栤戣側偔惢嶌偱偒傑偡丅屻晹偺柺偺僺乕僗偼偦偺傊傝偵偁傞寢崌梡偺浧傔崬傒晹暘傕娷傔偰僾儕儞僩偟傑偡丅偡傞偲柺偼儀僢僪偵怮偐偣偰憿宍偡傞偙偲偵側傝傑偡丅 丂墶偵怮偐偣傞偲偄傑傑偱偺浧傔崬傒晹暘偼惢嶌偱偒側偔側傝傑偡丅偦偙偱堎側傞庬椶偺浧傔崬傒傪敪柧偟側偗傟偽側傝傑偣傫丅僒億乕僩嵽傪巊偆偲偟偰傕儎僗儕偱娙扨偵嶍傝棊偲偣傞傛偆側傕偺偱偡丅 丂巚偄偮偄偨偺偼丄俫宆偺僐僱僋僞傪巊梡偡傞傕偺偱偡丅 丂幚尡偟偰堦墳偺惉岟偼偟傑偟偨丅偟偐偟丄愝寁偵庤娫偑偐偐傝傑偡丅怴偟偄庬椶偺僺乕僗傕婎杮揑偵偼乽櫬僺乕僗乿偱偡丅 丂嵟弶偵愝寁偟偨僺乕僗偺婯奿乮戝偒偝乯偑晄揔愗偩偭偨偺偱惢嶌拞偵婯奿傪曄峏偟傑偟偨丅嬯楯偟偨偺偱偡丅 |  |
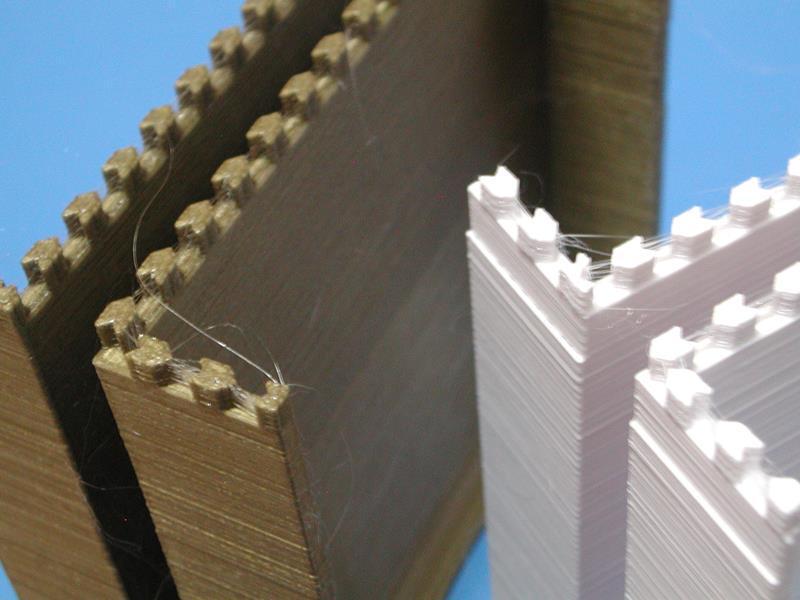
 | 丂嵍恾偼慜恾偺俀偮偺晹暘傪僾儔僗僠僢僋僴儞儅乕偱浧傔崬傫偩傕偺偱偡丅 丂偲偰傕偟偭偐傝慻傒偁偑傝傑偟偨丅 丂乽偙傟偱偆傑偔偄偔両両乿偲妋怣偟偨弖娫偱偡丅 惢嶌偺僲乕僴僂偼偡傋偰庤偵擖傟偨偺偱丄偁偲偼晹昳傪愝寁偟側偑傜俽們倧倧倴倧偵巜帵偡傞偩偗偱偡丅 |
丂姰惉偟偨傜傑偨婰帠傪彂偒傑偡丅
丂彮偟慜偐傜僼傿儔儊儞僩偺巊梡検偺婰榐傪偲傝偼偠傔傑偟偨丅偙傟偼僲僘儖偺庻柦傪抦傞偙偲偑栚揑偱偡丅巊偄曽偵傛偭偰偼僲僘儖偺庻柦偼堄奜偵挿偄偐傕偟傟傑偣傫丅寢壥偑弌偨傜曬崘偟偨偄偲巚偄傑偡丅
丂偛偒偘傫傛偆丅
×
偙偺峀崘偼30擔埲忋怴偟偄婰帠偺峏怴偑側偄僽儘僌偵昞帵偝傟偰偍傝傑偡丅