2010年03月05日
YBのディスク化⑨(続ホイール2)
最大の難関です。
ドラムに加工を施してディスクを取り付けるためのスタッドを立てます。
まず、現物合わせでドラムの上にディスク盤を載せて各所が中心位置から同じ距離になるように合わせます。
合わせたらディスクの固定穴6箇所をマジックなどでマーキング、ドラムに穴あけ加工をします。
穴はなるべくクリアランスを最低限に抑えて過度な遊びが出ないようにします。
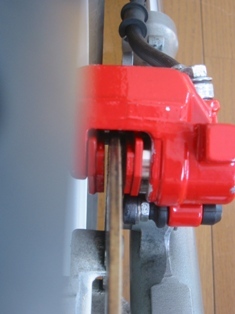
こんな感じ。(使用ボルトはM8です)


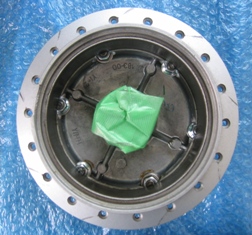
運が悪かったのは穴の中心がドラムの丁度壁面になった事でした。
裏から見ると半分しか裏面固定用ボルトがかかりません。

まぁ、元々これだけでは強度に不安があったので鉄板を入れて補強しようと考えていました。
具体的に鉄板はボルト穴とボルト穴をつなぐ形式で穴を一個飛ばしで星型で完結させるつもりでした。
加工しながらの現物合わせで寸法出し・・・
進めて行くうちに問題が出ました (-_-;
ドラム裏側の構造の問題で鉄板の「橋渡し」が不可能な事が発覚。
↑ 4本の根っこが邪魔
いろいろ考えましたが、鉄板抜きで行く事に変更。
強度確保はボルト挿入における深さをドラムのシューが当たる鉄の面に当たる深さとして、
フランジナットでこれを固定。
要はドラムの内側部分のボルトがドラムに対して「突っ張り棒」になる様にしました。
ここまで来たらボルトの頭をカットして、ドラムの凹凸を吸収させるための斜角台座(5°)を挿入します。
※ボルトは面取りして高ナットが挿入できるようにしておきます。
次に高さをあらかじめ合わせて加工しておいた高ナットを挿入して締め付けます。
高ナットの高さ設定は以下の考え方で算出しました。
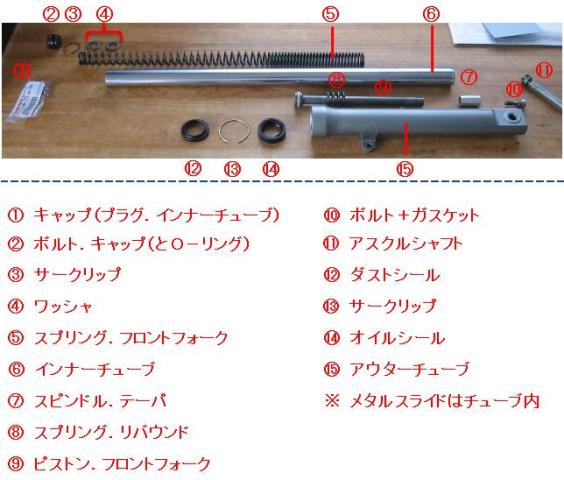
TZR50のキャリパーは油圧式シングルディスク、2ポット浮遊型です。
まぁ他の方式でも同じ事なんですが、ハブの中心からディスクの位置がキャリパー両パットの中心に
来るように設定しなくてはなりません。
仮組み状態で実測した所、ドラムに加工設置したディスク台座から12㎜だったので、高ナットの長さは
12㎜+((4㎜+8.5㎜)/2㎜)=16.25㎜になります。
① ② ③ ④
①浮遊側パット側面までの寸法
②ディスクの厚み
③ディスクからポット側のパッドまでの距離
④パッド間の中心にディスクが来る様にするので括弧でくくって2で割る
<仮組み状態で高ナットの長さを算出(ドラム解体前にやります)>
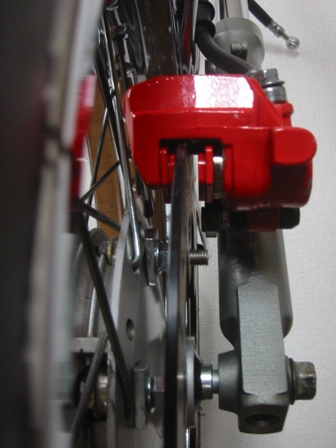
これで、ディスクを乗せて再度中心位置を確認(必要ならナットを緩めて微調)ます。
最後に、ディスクを止めるナットより少し出っ張るくらいの位置でボルトを再カット、仕上げし、
ディスク取付で完成です。
・・・まぁだ結構かかりますよ~( ̄へ ̄|||)
【このカテゴリーの最新記事】