2016年04月04日
3Dプリンターのトラブル事例 初期定着不良 対策編
初期定着不良とその原因の解説が終わり、やっとこさ対策編です。
基本的な考え方は以下の通りです。
1.樹脂の押し出し量、樹脂量(フロー%)を適切に設定する
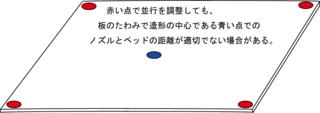
2.ノズルとベッドの距離を適切に設定する
3.ベッド表面を樹脂がくっつきやすくする
4.造形物の方向や形状、ブリム、ラフトを設定する
5.高めの温度でゆっくりと樹脂をなすり付ける
具体的な取り組みをひとつずつ紹介していきましょう。
まずは 1.樹脂の押し出し量、樹脂量を適切に設定する です。
樹脂の押し出し量の設定については以前の記事をごらん頂ければ幸いです。
樹脂量の設定について説明します。
樹脂の押し出し量が適切でも、押し出される樹脂が増減してしまうことがあります。
フィラメントの径が設定どおりでない場合があるのです。
標準的なフィラメントの直径は1.75mmです。(機種によっては2.85mmなどもあります)
これが1.7mmになるとどうなるでしょうか? たかだか0.05mmの違いなのですが、
樹脂量で計算すると6%も少ないことになってしまいます。
樹脂量が少ないままプリントをすると、一層目の定着が悪くなります。
また、底面も充分に押し付けられないため、スジが目立つ出来上がりになってしまいます。
調節はスライサーでも可能なのですが、造形ソフト側で設定することをおすすめします。
フィラメントを交換して同じGコードを使いまわすときに計算が楽ですし、
フィラメントの径を意識する癖をつけておいたほうがトラブルを回避しやすいです。
さて、具体的な方法です。
まずはフィラメントの径を計りましょう。デジタルノギスやマイクロメーターがあると便利です。
5箇所くらいの平均をとると良いと思います。
計ったら以下の式に代入し計算します。
フロー% = スライサーの設定値の2乗 ÷ 計ったフィラメント径の2乗 × 100
私はめんどくさがりなので、スライサー設定値を1.75mmで固定して式を単純化しています。
306.25 ÷ 計ったフィラメント径
306.25 (1.75^2 * 100) はもう暗記しています。
例えばフィラメントが1.7mmだったとすると、 306.25/1.7/1.7 ≒ 106 となります。
つまり106%(比で入力する場合は1.06)が適正値ということになりますね。
今手元にあるABSの黒なんて、1.67mmです。
意識せず造形すると「なんだか定着悪いしスカスカっぽいなあ」となってしまうかもしれません。
私なりの対処法を紹介しましたが、これは一例です。
大切なことは 「フィラメントの径は意識すべき!」 ということです。
基本的な考え方は以下の通りです。
1.樹脂の押し出し量、樹脂量(フロー%)を適切に設定する
2.ノズルとベッドの距離を適切に設定する
3.ベッド表面を樹脂がくっつきやすくする
4.造形物の方向や形状、ブリム、ラフトを設定する
5.高めの温度でゆっくりと樹脂をなすり付ける
具体的な取り組みをひとつずつ紹介していきましょう。
まずは 1.樹脂の押し出し量、樹脂量を適切に設定する です。
樹脂の押し出し量の設定については以前の記事をごらん頂ければ幸いです。
樹脂量の設定について説明します。
樹脂の押し出し量が適切でも、押し出される樹脂が増減してしまうことがあります。
フィラメントの径が設定どおりでない場合があるのです。
標準的なフィラメントの直径は1.75mmです。(機種によっては2.85mmなどもあります)
これが1.7mmになるとどうなるでしょうか? たかだか0.05mmの違いなのですが、
樹脂量で計算すると6%も少ないことになってしまいます。
樹脂量が少ないままプリントをすると、一層目の定着が悪くなります。
また、底面も充分に押し付けられないため、スジが目立つ出来上がりになってしまいます。
調節はスライサーでも可能なのですが、造形ソフト側で設定することをおすすめします。
フィラメントを交換して同じGコードを使いまわすときに計算が楽ですし、
フィラメントの径を意識する癖をつけておいたほうがトラブルを回避しやすいです。
さて、具体的な方法です。
まずはフィラメントの径を計りましょう。デジタルノギスやマイクロメーターがあると便利です。
5箇所くらいの平均をとると良いと思います。
計ったら以下の式に代入し計算します。
フロー% = スライサーの設定値の2乗 ÷ 計ったフィラメント径の2乗 × 100
私はめんどくさがりなので、スライサー設定値を1.75mmで固定して式を単純化しています。
306.25 ÷ 計ったフィラメント径
306.25 (1.75^2 * 100) はもう暗記しています。
例えばフィラメントが1.7mmだったとすると、 306.25/1.7/1.7 ≒ 106 となります。
つまり106%(比で入力する場合は1.06)が適正値ということになりますね。
今手元にあるABSの黒なんて、1.67mmです。
意識せず造形すると「なんだか定着悪いしスカスカっぽいなあ」となってしまうかもしれません。
私なりの対処法を紹介しましたが、これは一例です。
大切なことは 「フィラメントの径は意識すべき!」 ということです。
【このカテゴリーの最新記事】
-

-
no image
-
no image
-
-
no image
この記事へのコメント
コメントを書く
この記事へのトラックバックURL
https://fanblogs.jp/tb/4925741
※ブログオーナーが承認したトラックバックのみ表示されます。
この記事へのトラックバック
