2016�N04��02��
3D�v�����^�[���߂Ďg���Ƃ��ɂ��ׂ����ƁB�@�����o���ʂ̃L�����u���[�V����
�ŋ�3D�v�����^�[���w�������l���瑊�k���Ă��܂��B
�����̒��ł���͑���Ǝv���o�����̂����́@�����o���ʂ̃L�����u���[�V�����@�ł��B
����͏����˂A�Ǝv���Ă����̂ł����@�f���炵����B�ł���
�W���W���G�[��&�\�t�g�N���[���@�́@���ʂ����l���ڂ���������܂Ƃ߂Ă���������̂�ǂ݁A
���߂Ď��������ׂ����ǂ��������܂����B
���낢��l�������ʁA���S�҂ɂ������Ă���Ǝv�����e���������Ă����������Ƃɂ��܂����B
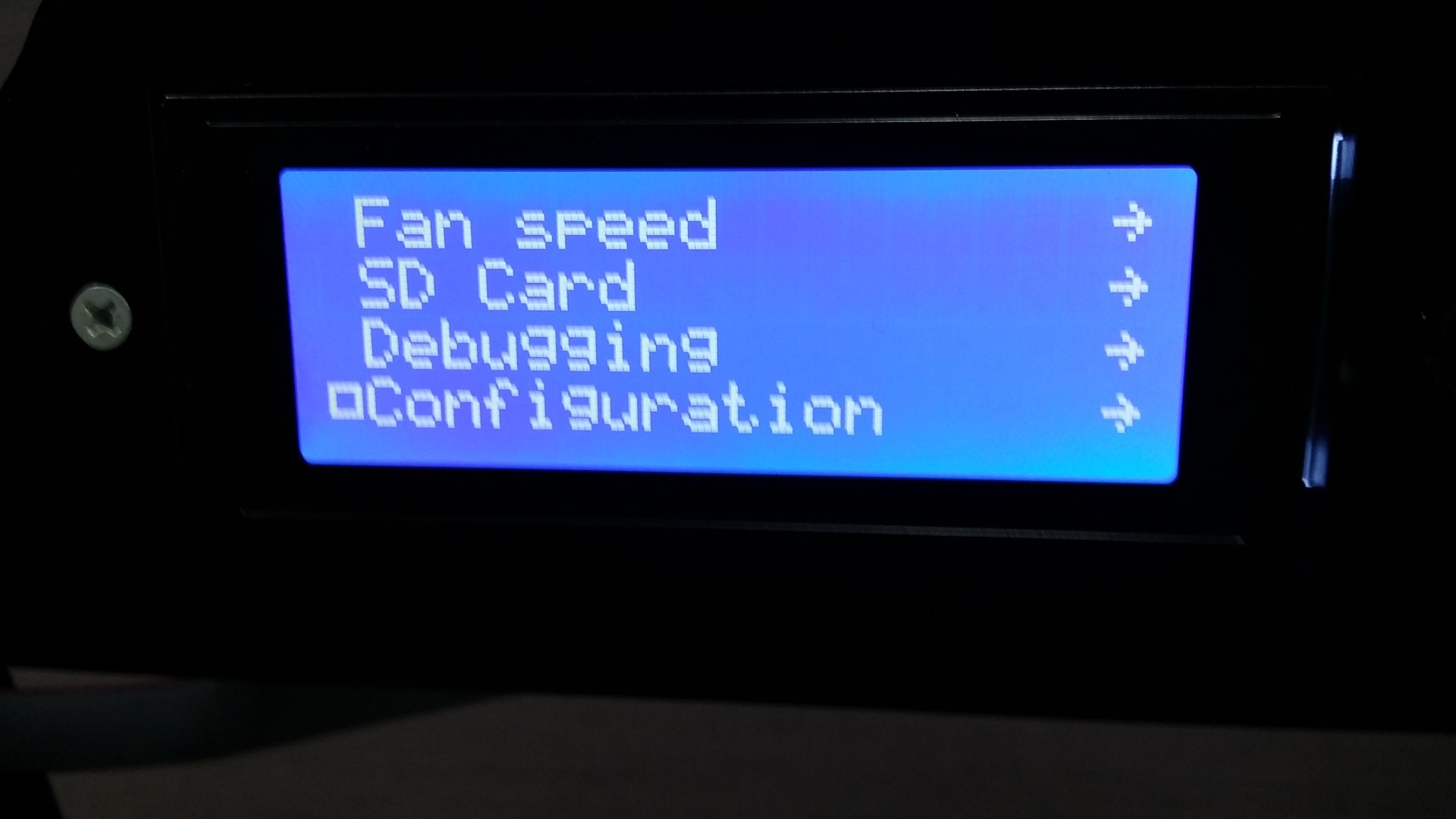
�{�̂ɉ�ʂ̂��Ă���reprap�@�ł���APC����K�v�̂Ȃ��ȒP�ȕ��@�ł��B
�M�A�����������Ȃ����������Ȃ��ŗǂ����Ƃł����A�ƂĂ���Ȃ̂œǂ�ł���������ƍK���ł��B
���Ė{��ł��B
3D�v�����^�[�A���Ɉ�����reprap�@�́A�f�o���ʂ̏����ݒ肪�K�łȂ����Ƃ������悤�Ɏv���܂��B
���Ȃ��Ƃ������w������3�@��i���Y�@�P��A���L�b�g�Q��j�͂��ׂď��ȖڂŐݒ肳��Ă��܂����B
�������͒v���I�ɉ����o���ʂ����Ȃ��������ߐݒ�̕s���ɋC�Â����������ƂȂ�܂����B
���Ȗڂɐݒ肳��Ă��闝�R�ƌ����𐄎@���܂��B
�@�E�����o���M�A�̊O�a����v�Z���Đݒ肵�Ă���B
�@�@�����o���ʂ̓M�A�̊O�a�����M�A���t�B�������g�ɐH�����ޕ��������Ȃ��Ȃ�܂��B�@
�@�E�����o����R�ŁA�v�Z�ʂ�Ƀt�B�������g�������Ă��Ȃ��B
�@�@�������`�A�ቷ�A���a�m�Y���g�p�ȂǁA�����o����R���傫���g����������ق�
�@�@�M�A�ƃt�B�������g�̊ԂŊ��肪�N����A���̕����������o���ʂ����Ȃ��Ȃ�܂��B
�@�E�g���u������̂��߁A�����ĉ����o���ʂ����Ȗڂɐݒ肵�Ă���B
�@�@�����o���ʂ͑�������Ɨl�X�ȃg���u���̌����ɂȂ�܂��B
�@�@���Ƀ\���b�h�iinfill100%�j�ő��`����ۂ́A�]���Ȏ����̓����ꂪ�Ȃ��̂�
�@�@���ʂ�V�ʂŃ_�}��ʂƂȂ�A�m�Y���ƏՓˁA�E���̌����ƂȂ邱�Ƃ�����܂��B
�@�@���Ȗڂ��Ƒ傫�ȃg���u���͋N���ɂ������߁A�����ď��Ȗڂɂ��Ă���\���͍l�����܂��B�@
�@�@�܂��A���L�b�g�̏ꍇ�͓K���Ɍv�Z�l�����Ă邾�����Ǝv���܂����E�E�E�B
������ɂ���A�����o���ʂ͔c�����āA�K�ɐݒ肷��K�v������܂��B
3D�v�����^�[�̐ݒ�ʼn�����ԑ������ꂽ��A���킸�����o���ʂƓ����܂��B
�͍��Ŏ��_�͉��x���ȁH�@���ꂭ�炢����Ǝv���Ă��܂��B
����������ɂ���ړI�������Ĉӎ����Ă��˂Ȃ��Ƃ������Ƃł��B
���āA���̑�ȃL�����u���[�V�����̕��@�ł��B
�܂��A100mm�̒����𑪂���̂�p�ӂ��Ă��������B
��K�ł��ǂ��ł����APTFE�`���[�u�̒[�ނ�����A�����100mm�ɐ�Ɨǂ��ł��傤�B
�ʐ^�̓p�[�X�̂�����100�����ȏ�Ɍ����܂����A100mm�Ő��Ă��܂��B

���Ƀt�B�������g�̒[�ނ�p�ӂ��Ă��������B
�_�C���N�g�Ȃ�200����������Ώ[���ł����A�{�[�f�����ƃ`���[�u�̒����{200mm�ʕK�v�ł��B
�m�Y���`���x�ɉ��߁A�悩��������o��܂ő���܂��B
�����̓��������100mm�̒����Ńt�B�������g�ɂ��邵�����܂��B

���`���鎞�̉��x�ŁA���`���x���x�̑��葬�x��100��������܂��B
���x�A���x�͉����o����R���ł��邾���Č����邽�߂̐ݒ�ł��B
���ۂ̑��`�ł̓m�Y���悪���`���ɉ����t�����Ă��邽�߁A����ɉ����o����R�͑傫���Ȃ�܂��B
����������܂ł̋����𑪂�܂��B
�ʐ^�ł͂킩��₷���悤�ɕ��������g���Ă��܂����A���邵�Ɠ�������҂����荇�킳��܂�
1mm�Â����Ă����邱�Ƃ͏o���܂��B�@�s���߂��Ă���ꍇ�͖߂��Ă��������ˁB

�ʐ^�ł�2mm�]�����̂ŁA100mm�̖��߂ɑ���98�������������ƂɂȂ�܂��ˁB
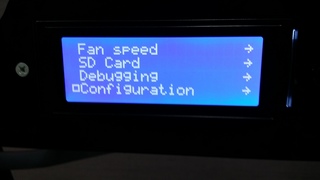
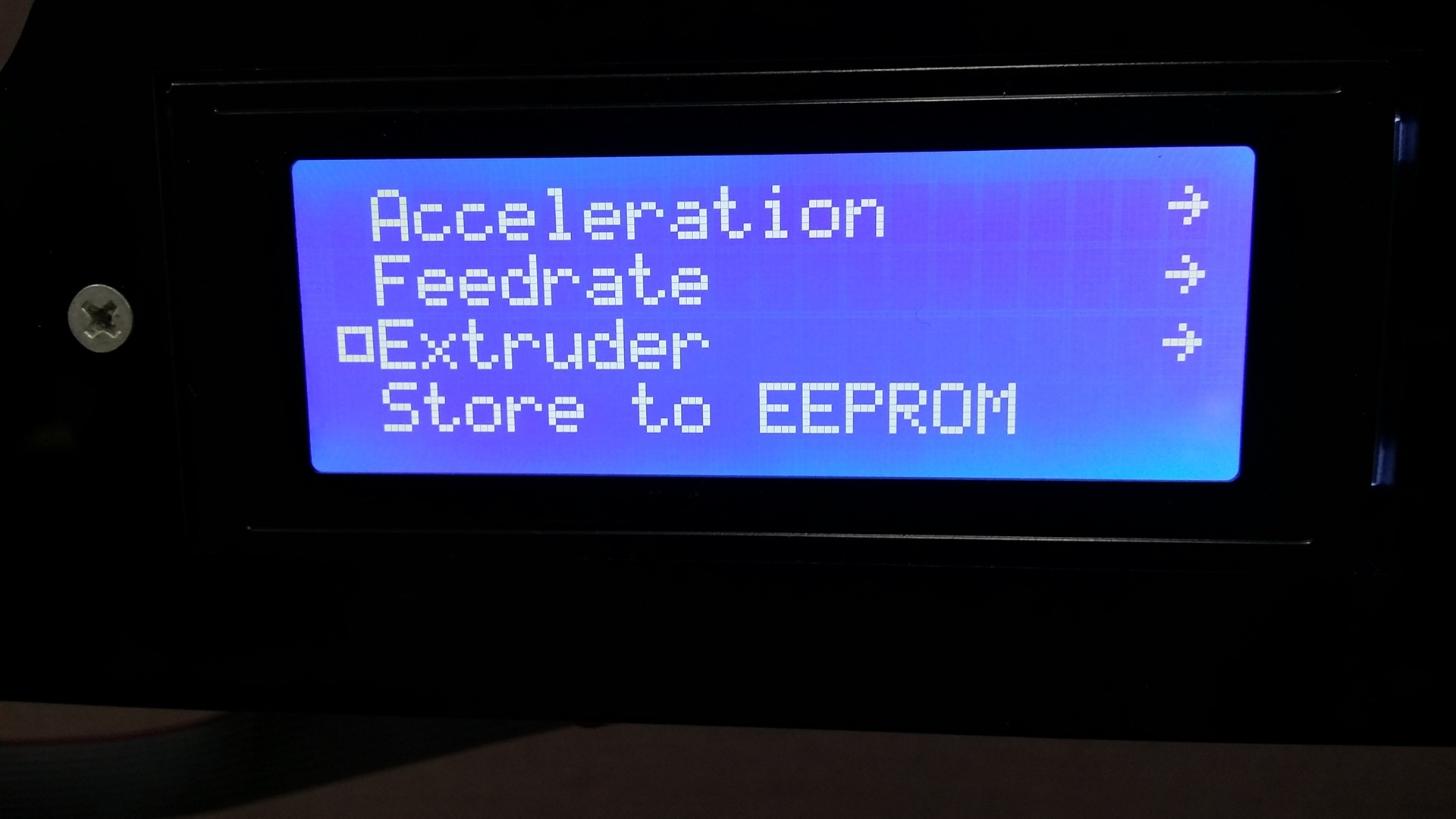
LCD��ʂ���R���t�B�O�ŃG�N�X�g���[�_�[��1mm���肠����̃X�e�b�v���ׂāE�E�E�B


�ȉ��̂悤�Ɍv�Z���܂��B����ʂ�100mm�ɂ����̂Ōv�Z���y�ł��ˁB
���݂�1mm������̃X�e�b�v���@÷�@�v�������ړ��ʁ@×�@100�@���@�K�ȑ���ʂ̃X�e�b�v��
95�@÷�@98�@×�@100�@���@97
������LCD��ʂ̃R���t�B�O����K�ȃX�e�b�v�����㏑�����Ă��������B
���̕��@�̗ǂ��Ƃ���́APC���s�v��3D�v�����^�[�̑��삾���Ŋ������邱�Ƃł��B
�܂��t�B�������g�����傤��100mm�g���f�[�^�`���đ���̂��ǂ���ł����ǁA
�W���I�Ȃ�reprap�@�̕���\���ƂقƂ�Ǎ��͏o�Ȃ��Ǝv���܂��B
�w�������܂܂̏�Ԃʼn����o���ʂ̃L�����u���[�V���������Ă��Ȃ���A���Ђ���������B
�����̒��ł���͑���Ǝv���o�����̂����́@�����o���ʂ̃L�����u���[�V�����@�ł��B
����͏����˂A�Ǝv���Ă����̂ł����@�f���炵����B�ł���
�W���W���G�[��&�\�t�g�N���[���@�́@���ʂ����l���ڂ���������܂Ƃ߂Ă���������̂�ǂ݁A
���߂Ď��������ׂ����ǂ��������܂����B
���낢��l�������ʁA���S�҂ɂ������Ă���Ǝv�����e���������Ă����������Ƃɂ��܂����B
�{�̂ɉ�ʂ̂��Ă���reprap�@�ł���APC����K�v�̂Ȃ��ȒP�ȕ��@�ł��B
�M�A�����������Ȃ����������Ȃ��ŗǂ����Ƃł����A�ƂĂ���Ȃ̂œǂ�ł���������ƍK���ł��B
���Ė{��ł��B
3D�v�����^�[�A���Ɉ�����reprap�@�́A�f�o���ʂ̏����ݒ肪�K�łȂ����Ƃ������悤�Ɏv���܂��B
���Ȃ��Ƃ������w������3�@��i���Y�@�P��A���L�b�g�Q��j�͂��ׂď��ȖڂŐݒ肳��Ă��܂����B
�������͒v���I�ɉ����o���ʂ����Ȃ��������ߐݒ�̕s���ɋC�Â����������ƂȂ�܂����B
���Ȗڂɐݒ肳��Ă��闝�R�ƌ����𐄎@���܂��B
�@�E�����o���M�A�̊O�a����v�Z���Đݒ肵�Ă���B
�@�@�����o���ʂ̓M�A�̊O�a�����M�A���t�B�������g�ɐH�����ޕ��������Ȃ��Ȃ�܂��B�@
�@�E�����o����R�ŁA�v�Z�ʂ�Ƀt�B�������g�������Ă��Ȃ��B
�@�@�������`�A�ቷ�A���a�m�Y���g�p�ȂǁA�����o����R���傫���g����������ق�
�@�@�M�A�ƃt�B�������g�̊ԂŊ��肪�N����A���̕����������o���ʂ����Ȃ��Ȃ�܂��B
�@�E�g���u������̂��߁A�����ĉ����o���ʂ����Ȗڂɐݒ肵�Ă���B
�@�@�����o���ʂ͑�������Ɨl�X�ȃg���u���̌����ɂȂ�܂��B
�@�@���Ƀ\���b�h�iinfill100%�j�ő��`����ۂ́A�]���Ȏ����̓����ꂪ�Ȃ��̂�
�@�@���ʂ�V�ʂŃ_�}��ʂƂȂ�A�m�Y���ƏՓˁA�E���̌����ƂȂ邱�Ƃ�����܂��B
�@�@���Ȗڂ��Ƒ傫�ȃg���u���͋N���ɂ������߁A�����ď��Ȗڂɂ��Ă���\���͍l�����܂��B�@
�@�@�܂��A���L�b�g�̏ꍇ�͓K���Ɍv�Z�l�����Ă邾�����Ǝv���܂����E�E�E�B
������ɂ���A�����o���ʂ͔c�����āA�K�ɐݒ肷��K�v������܂��B
3D�v�����^�[�̐ݒ�ʼn�����ԑ������ꂽ��A���킸�����o���ʂƓ����܂��B
�͍��Ŏ��_�͉��x���ȁH�@���ꂭ�炢����Ǝv���Ă��܂��B
����������ɂ���ړI�������Ĉӎ����Ă��˂Ȃ��Ƃ������Ƃł��B
���āA���̑�ȃL�����u���[�V�����̕��@�ł��B
�܂��A100mm�̒����𑪂���̂�p�ӂ��Ă��������B
��K�ł��ǂ��ł����APTFE�`���[�u�̒[�ނ�����A�����100mm�ɐ�Ɨǂ��ł��傤�B
�ʐ^�̓p�[�X�̂�����100�����ȏ�Ɍ����܂����A100mm�Ő��Ă��܂��B

���Ƀt�B�������g�̒[�ނ�p�ӂ��Ă��������B
�_�C���N�g�Ȃ�200����������Ώ[���ł����A�{�[�f�����ƃ`���[�u�̒����{200mm�ʕK�v�ł��B
�m�Y���`���x�ɉ��߁A�悩��������o��܂ő���܂��B
�����̓��������100mm�̒����Ńt�B�������g�ɂ��邵�����܂��B

���`���鎞�̉��x�ŁA���`���x���x�̑��葬�x��100��������܂��B
���x�A���x�͉����o����R���ł��邾���Č����邽�߂̐ݒ�ł��B
���ۂ̑��`�ł̓m�Y���悪���`���ɉ����t�����Ă��邽�߁A����ɉ����o����R�͑傫���Ȃ�܂��B
����������܂ł̋����𑪂�܂��B
�ʐ^�ł͂킩��₷���悤�ɕ��������g���Ă��܂����A���邵�Ɠ�������҂����荇�킳��܂�
1mm�Â����Ă����邱�Ƃ͏o���܂��B�@�s���߂��Ă���ꍇ�͖߂��Ă��������ˁB

�ʐ^�ł�2mm�]�����̂ŁA100mm�̖��߂ɑ���98�������������ƂɂȂ�܂��ˁB
LCD��ʂ���R���t�B�O�ŃG�N�X�g���[�_�[��1mm���肠����̃X�e�b�v���ׂāE�E�E�B

�ȉ��̂悤�Ɍv�Z���܂��B����ʂ�100mm�ɂ����̂Ōv�Z���y�ł��ˁB
���݂�1mm������̃X�e�b�v���@÷�@�v�������ړ��ʁ@×�@100�@���@�K�ȑ���ʂ̃X�e�b�v��
95�@÷�@98�@×�@100�@���@97
������LCD��ʂ̃R���t�B�O����K�ȃX�e�b�v�����㏑�����Ă��������B
���̕��@�̗ǂ��Ƃ���́APC���s�v��3D�v�����^�[�̑��삾���Ŋ������邱�Ƃł��B
�܂��t�B�������g�����傤��100mm�g���f�[�^�`���đ���̂��ǂ���ł����ǁA
�W���I�Ȃ�reprap�@�̕���\���ƂقƂ�Ǎ��͏o�Ȃ��Ǝv���܂��B
�w�������܂܂̏�Ԃʼn����o���ʂ̃L�����u���[�V���������Ă��Ȃ���A���Ђ���������B
�y���̃J�e�S���[�̍ŐV�L���z
-
no image
-

-

-
no image
-

���̋L���ւ̃R�����g
�R�����g������
���̋L���ւ̃g���b�N�o�b�NURL
https://fanblogs.jp/tb/4918708
���u���O�I�[�i�[�����F�����g���b�N�o�b�N�̂ݕ\������܂��B
���̋L���ւ̃g���b�N�o�b�N
