2016年08月04日
Qholia ABSでの設定を試験中です。
ABSの設定を追い込むためにいろいろとお試し中です。
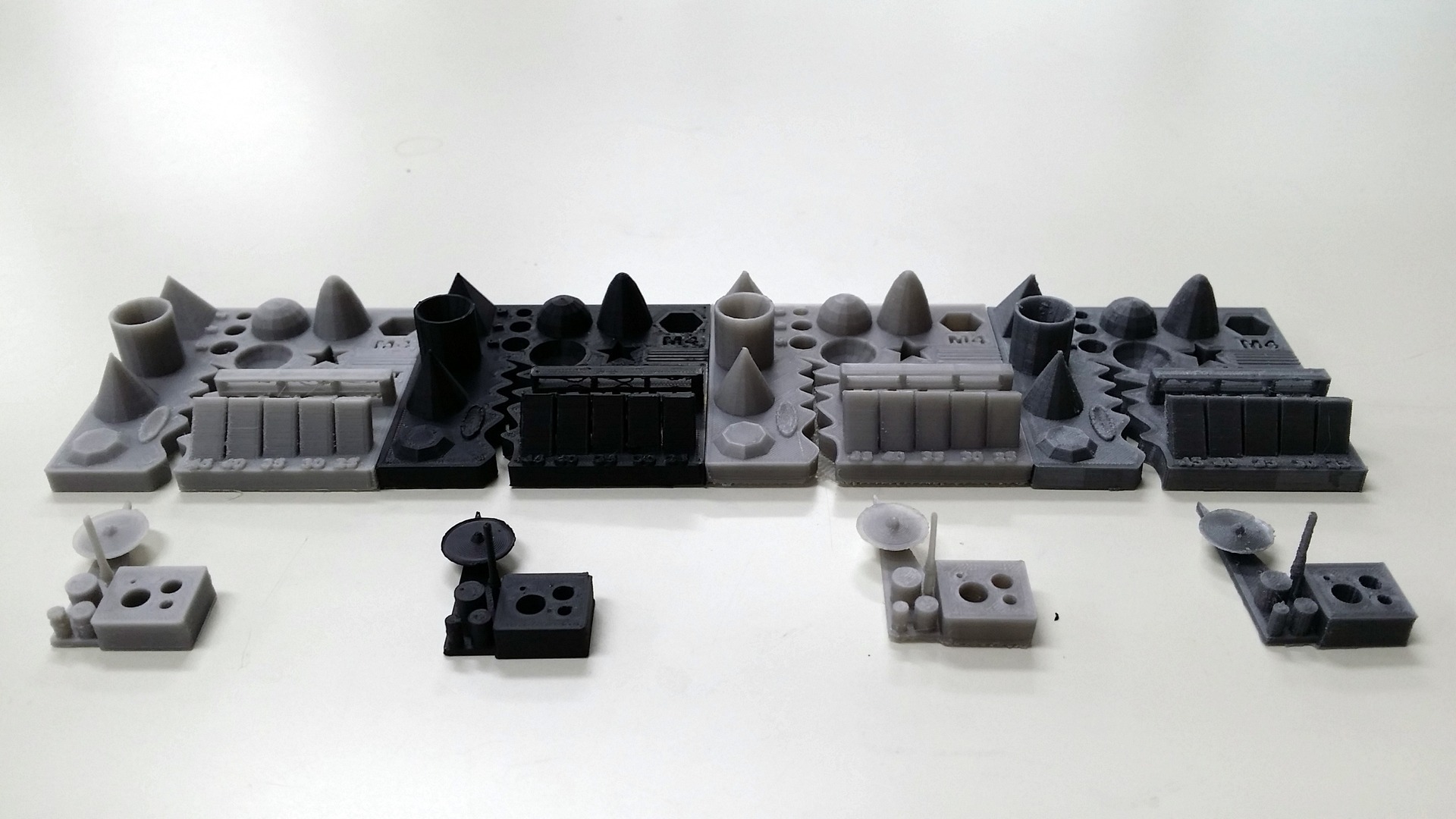
これは小さなテストピース。

70度のオーバーハング、ピン角、2、3、4mmの円柱と穴、1mmの突起、四角とインフィルなど、様々な要素をこれ一つでチェックできます。
短時間で造形できると試行回数が増やせるので、できるだけ小さくしております。
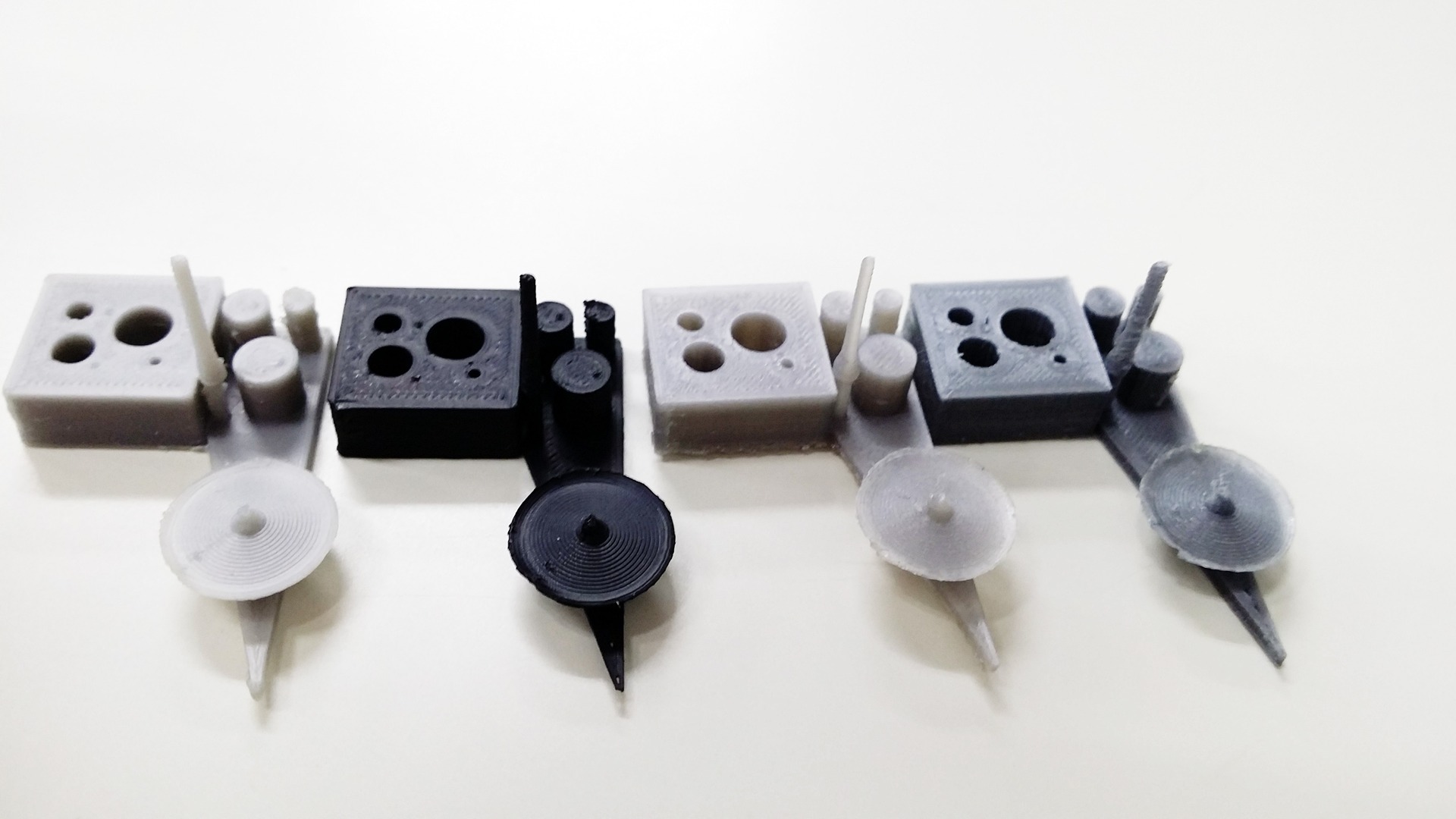
左から、バーベイタムABS、2年間乾燥剤無しでむき出し放置していた安いABS黒、バーベイタムPLA、1kg1980円のPLAシルバーです。
手元にある一番高いのと、一番条件が悪そうなので試しております。
フィラメントの性能の違いが、造形の決定的な差ではないことを教えてやる!・・・と鼻息荒く始めましたが、やはり多少差は付きます。
写真の造形も、高級フィラメントの方が1mmの突起が綺麗だったり、小さなダマが無かったりします。
安価な方ももう少し温度設定を追い込めばマシになるかもしれません。 高級フィラメントは多少温度がいい加減でも綺麗に造形できるように調整されているように思います。
これが微妙な差なのか、決定的な差かどうかは使う人と用途で変わってくると思います。
また、PLAの場合はやすり掛けのしやすさなどで大きな差が付く印象です。
ですので、一通り試してみての使い分けをお勧め致します。
ABSは定着のため第一層に時間をかける必要があることと、匂いが苦手なので敬遠しておりました。
しかし、展示会で、 「ABSは使えますか?」 「ABSでの造形を見てみたい」 とのお声の多さを実感しましたので、
設定の見直しを行った次第です。
それなりに成果がありましたので、造形写真をアップいたします。
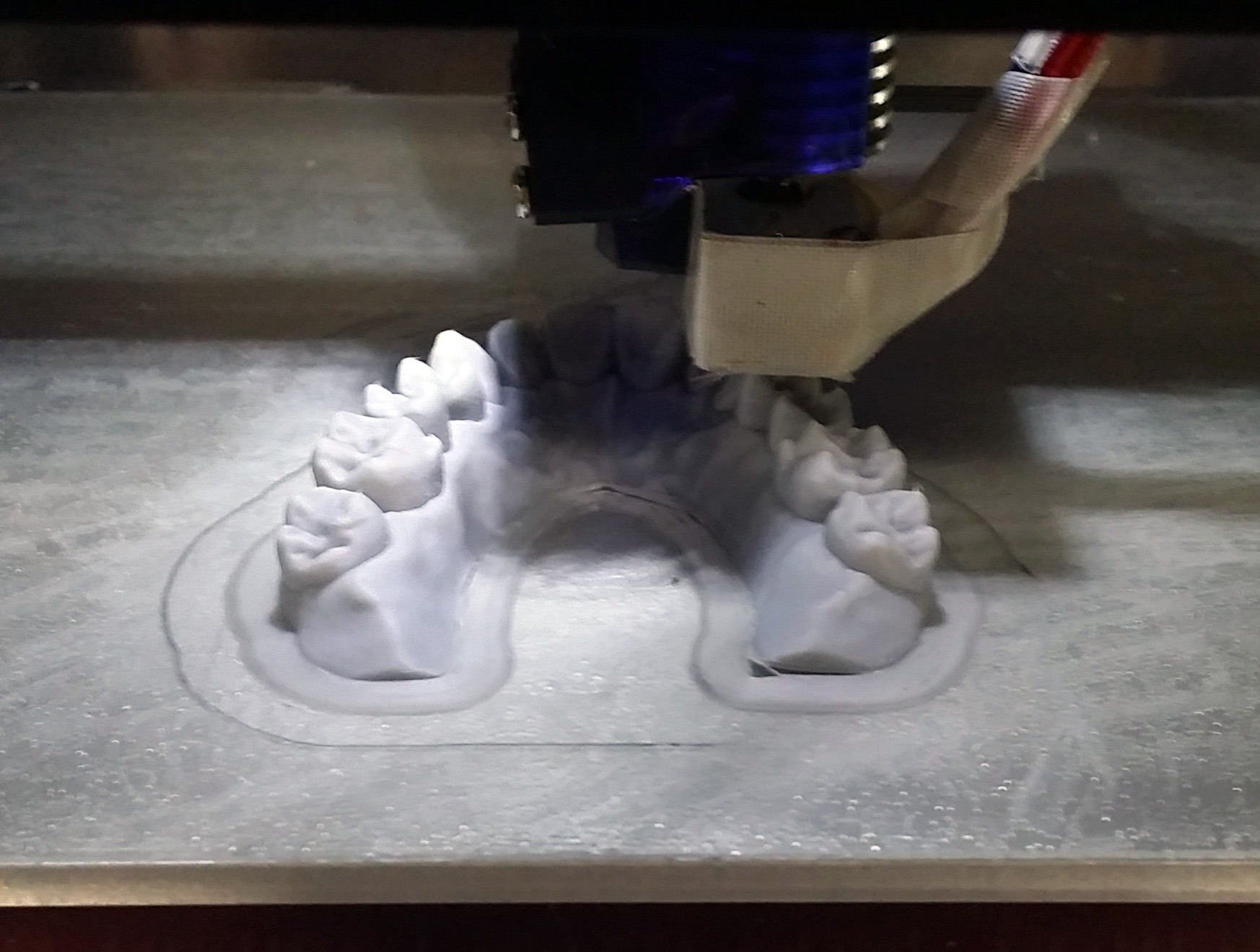
バーベイタムABS、0.2φノズル、積層ピッチは0.05mm、元はthingiverseのデータで歯茎部分を省略しています。
これくらいのサイズなら、PLAと変わらない品質で造形ができるようですね。
大事を取って多少時間をかけるように心がけてはおります。
ABS特有のトラブルは、反りやはがれなど造形自体が失敗となる致命的なものですので、第一層に時間をかける、Z-LIFTを多めにとる、空走を多少遅くするなどの安全策を施しております。
今後の課題はABSの大物と速度アップへの挑戦でしょうか。また考えておくように致します。
これは小さなテストピース。

70度のオーバーハング、ピン角、2、3、4mmの円柱と穴、1mmの突起、四角とインフィルなど、様々な要素をこれ一つでチェックできます。
短時間で造形できると試行回数が増やせるので、できるだけ小さくしております。
 |  |
左から、バーベイタムABS、2年間乾燥剤無しでむき出し放置していた安いABS黒、バーベイタムPLA、1kg1980円のPLAシルバーです。
手元にある一番高いのと、一番条件が悪そうなので試しております。
フィラメントの性能の違いが、造形の決定的な差ではないことを教えてやる!・・・と鼻息荒く始めましたが、やはり多少差は付きます。
写真の造形も、高級フィラメントの方が1mmの突起が綺麗だったり、小さなダマが無かったりします。
安価な方ももう少し温度設定を追い込めばマシになるかもしれません。 高級フィラメントは多少温度がいい加減でも綺麗に造形できるように調整されているように思います。
これが微妙な差なのか、決定的な差かどうかは使う人と用途で変わってくると思います。
また、PLAの場合はやすり掛けのしやすさなどで大きな差が付く印象です。
ですので、一通り試してみての使い分けをお勧め致します。
ABSは定着のため第一層に時間をかける必要があることと、匂いが苦手なので敬遠しておりました。
しかし、展示会で、 「ABSは使えますか?」 「ABSでの造形を見てみたい」 とのお声の多さを実感しましたので、
設定の見直しを行った次第です。
それなりに成果がありましたので、造形写真をアップいたします。
 |  |
バーベイタムABS、0.2φノズル、積層ピッチは0.05mm、元はthingiverseのデータで歯茎部分を省略しています。
これくらいのサイズなら、PLAと変わらない品質で造形ができるようですね。
大事を取って多少時間をかけるように心がけてはおります。
ABS特有のトラブルは、反りやはがれなど造形自体が失敗となる致命的なものですので、第一層に時間をかける、Z-LIFTを多めにとる、空走を多少遅くするなどの安全策を施しております。
今後の課題はABSの大物と速度アップへの挑戦でしょうか。また考えておくように致します。
【このカテゴリーの最新記事】
-
no image
この記事へのコメント
コメントを書く
この記事へのトラックバックURL
https://fanblogs.jp/tb/5308513
※ブログオーナーが承認したトラックバックのみ表示されます。
この記事へのトラックバック
