2016年07月29日
書き順は大切です。
今日は弊社で3Dプリンターのお披露目会です。
現時点最新の試作機の紹介と、開発秘話、決まっていることなどすべてプレゼン致します。
WEBでの情報発信は、順次 HPとこのブログで行いますので今しばらくお待ちくださいませ。
さて、書き順のお話です。 まずは写真をご覧ください。

※ 写真のアンテナ部分が無いことについて、知人に質問を受けたので補足しておきます。
サンプルとして持ち運んだり、子供が遊んだりでことごとく折れました。
確か2mmの突起なので、0.4mmノズルでも省略されずに造形されます。
スライサーで端折られる話の解説として、説明不足でした。
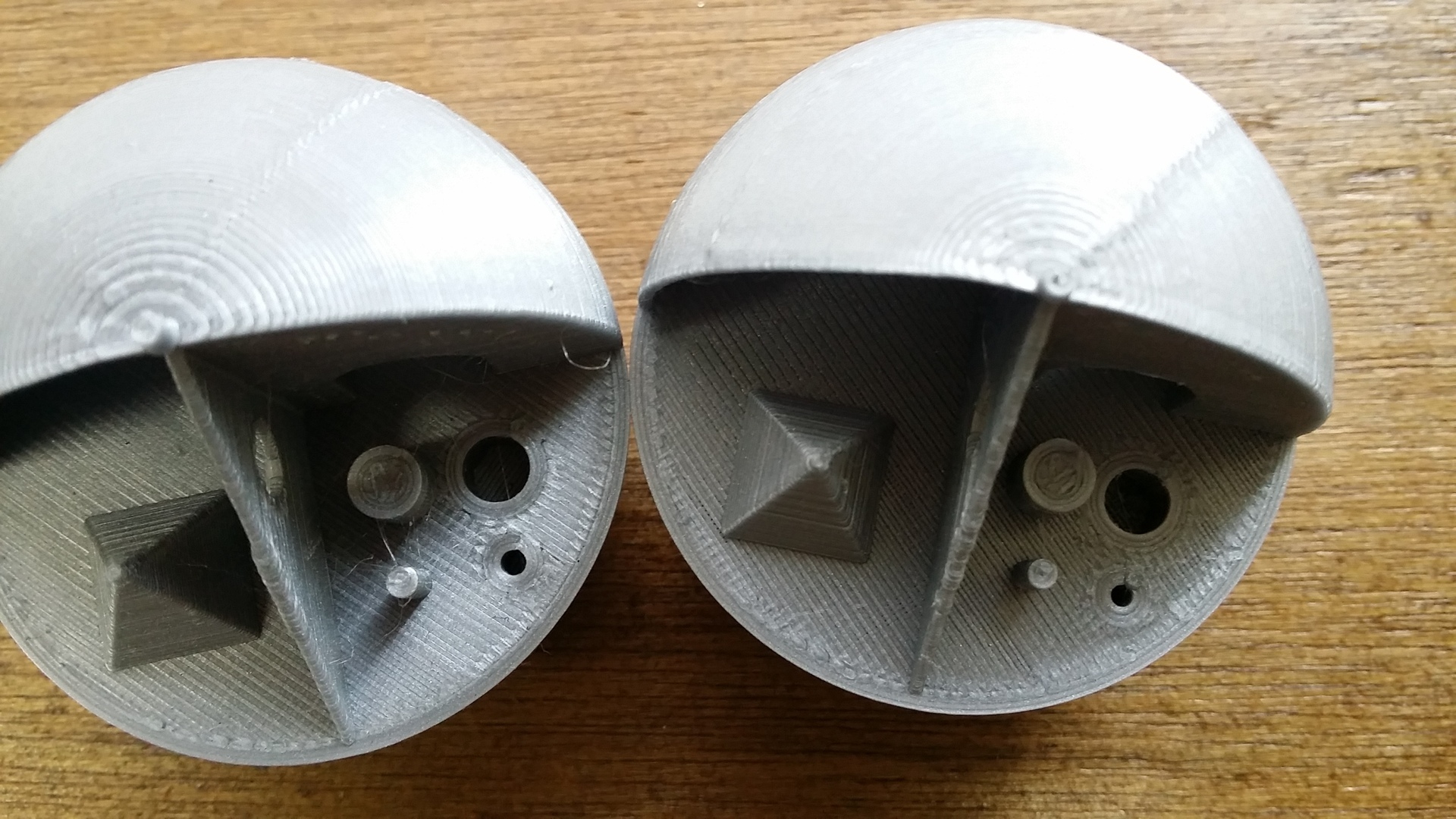
0.4mmノズル、積層0.2mm、サポートなし という平凡な設定で出力したO3Dのベンチマークモデルです。
2枚の写真、ほぼ同じ設定で造形しています。 でも、観察すると出来栄えは結構違います。
左の方が穴が正確に出ていて、右の穴は少しつぶれています。
また、ループ(外殻) と インフィル(面を斜めに埋めているところ) の継ぎ目も違いますね。
左の方がインフィルとループの継ぎ目が綺麗です。
今度は向きを変えた写真です。 ピンボケで申し訳ありませんが、一番上の内側が極端なオーバーハングになっています。

左側はオーバーハングが垂れていますが、右側はあまり垂れていません。
温度も速度も樹脂量もまったく同じデータで、なぜこのような差が出るのでしょうか?
応えは書き順です。 ループ(外殻) を造形する時に、外側が先か内側が先かでこれだけ造形が変わるのです。
ちなみに左が外先、右が内先です。
それぞれメリット、デメリットがあります。
外側を先にすると目に見える部分を先にカチッと決めてしまえるので、微細で正確な造形ができます。
しかし、リトラクトなどの設定が甘いとループの始点まわりがものすごく荒れます。
造形速度を上げるとその影響はより強くなります。
またオーバーハングが垂れやすくなります。
内側を先にすると、ループの始点は完成後見えなくなるなりますので、リトラクトの影響が減ります。
また、場所ごとの速度差による影響も減りますので、安定した無難な造形が可能です。
オーバーハングも先に描いた内側の樹脂が垂れを抑えるため、崩れにくくなります。
しかしデメリットもあります。 内側の樹脂が固まった後に外を描くということは、目に見える外側が内側の影響を受けてしまいます。
致命的な破たんは減りますが、全体的に描写が甘くなりますし、細かいところでブツブツが出たりします。
どちらが良いというよりも、使い分けが大切なのです。
オーバーハングが少ないデータ、精緻さや寸法を重視するなら外側を先に、
オーバーハングの崩れやパスの終始点での荒れを防ぎたいなら内側を先という感じ。
スライサーで定評のあるZortraxは内側を先に描いていたと思います。
また、造形の破たんを避け、肌をきれいにするために、あえて細部を端折っているように思います。
以前にZortraxをみて感じたことで、今はソフトのバージョンで変わっているかもしれないので間違っていたらすみません。
※村上様より正確な情報をいただきましたので引用の上補足させていただきます。 「現在3ループで外から順に1,2,3とした場合、ゆっくり1(最外)、速く3(最内)を書いた後、少し他でインフィルを乗せた後、間の2を最速で埋めるという感じになってます。」 とのことです。 Zortraxは着実に実績と信頼を積み上げている稀有な3dプリンターです。 なんとなく、や模倣でこの動きを採用することはないと思います。 理由を想像すると様々な仮説を立てることが出来て面白いですね。 村上様、ありがとうございました。
私がkisslicerを使っているのは、無料ソフトの中では最も 「勝手に細かい部分を端折らない」 からです。
また、スライスが早いし、64bit版なら大きなデータでも安定しています。
最近のベータ版はサポートの設定が充実していて、さらに良くなって来ました。
設定項目が多いためとっつきにくく感じるかもしれませんが、きちんと使えばぐっと造形が良くなるソフトだと思います。
Qholia はお客様に専用の設定ファイルを配布し、随時更新する予定です。
造形の向き、樹脂の温度、サポート周りの設定は作りたいものに合わせる方が良いですが、
難易度の高くない造形であれば設定のままでもきれいな造形が出来ることを目指しております。
また、お客様からのフィードバックも積極的に取り入れたいと思いますし、
設定の方向性がつかめるような 基礎理論的な情報発信もしていきたいと思います。
現時点最新の試作機の紹介と、開発秘話、決まっていることなどすべてプレゼン致します。
WEBでの情報発信は、順次 HPとこのブログで行いますので今しばらくお待ちくださいませ。
さて、書き順のお話です。 まずは写真をご覧ください。
※ 写真のアンテナ部分が無いことについて、知人に質問を受けたので補足しておきます。
サンプルとして持ち運んだり、子供が遊んだりでことごとく折れました。
確か2mmの突起なので、0.4mmノズルでも省略されずに造形されます。
スライサーで端折られる話の解説として、説明不足でした。
0.4mmノズル、積層0.2mm、サポートなし という平凡な設定で出力したO3Dのベンチマークモデルです。
2枚の写真、ほぼ同じ設定で造形しています。 でも、観察すると出来栄えは結構違います。
左の方が穴が正確に出ていて、右の穴は少しつぶれています。
また、ループ(外殻) と インフィル(面を斜めに埋めているところ) の継ぎ目も違いますね。
左の方がインフィルとループの継ぎ目が綺麗です。
今度は向きを変えた写真です。 ピンボケで申し訳ありませんが、一番上の内側が極端なオーバーハングになっています。

左側はオーバーハングが垂れていますが、右側はあまり垂れていません。
温度も速度も樹脂量もまったく同じデータで、なぜこのような差が出るのでしょうか?
応えは書き順です。 ループ(外殻) を造形する時に、外側が先か内側が先かでこれだけ造形が変わるのです。
ちなみに左が外先、右が内先です。
それぞれメリット、デメリットがあります。
外側を先にすると目に見える部分を先にカチッと決めてしまえるので、微細で正確な造形ができます。
しかし、リトラクトなどの設定が甘いとループの始点まわりがものすごく荒れます。
造形速度を上げるとその影響はより強くなります。
またオーバーハングが垂れやすくなります。
内側を先にすると、ループの始点は完成後見えなくなるなりますので、リトラクトの影響が減ります。
また、場所ごとの速度差による影響も減りますので、安定した無難な造形が可能です。
オーバーハングも先に描いた内側の樹脂が垂れを抑えるため、崩れにくくなります。
しかしデメリットもあります。 内側の樹脂が固まった後に外を描くということは、目に見える外側が内側の影響を受けてしまいます。
致命的な破たんは減りますが、全体的に描写が甘くなりますし、細かいところでブツブツが出たりします。
どちらが良いというよりも、使い分けが大切なのです。
オーバーハングが少ないデータ、精緻さや寸法を重視するなら外側を先に、
オーバーハングの崩れやパスの終始点での荒れを防ぎたいなら内側を先という感じ。
スライサーで定評のあるZortraxは内側を先に描いていたと思います。
また、造形の破たんを避け、肌をきれいにするために、あえて細部を端折っているように思います。
以前にZortraxをみて感じたことで、今はソフトのバージョンで変わっているかもしれないので間違っていたらすみません。
※村上様より正確な情報をいただきましたので引用の上補足させていただきます。 「現在3ループで外から順に1,2,3とした場合、ゆっくり1(最外)、速く3(最内)を書いた後、少し他でインフィルを乗せた後、間の2を最速で埋めるという感じになってます。」 とのことです。 Zortraxは着実に実績と信頼を積み上げている稀有な3dプリンターです。 なんとなく、や模倣でこの動きを採用することはないと思います。 理由を想像すると様々な仮説を立てることが出来て面白いですね。 村上様、ありがとうございました。
私がkisslicerを使っているのは、無料ソフトの中では最も 「勝手に細かい部分を端折らない」 からです。
また、スライスが早いし、64bit版なら大きなデータでも安定しています。
最近のベータ版はサポートの設定が充実していて、さらに良くなって来ました。
設定項目が多いためとっつきにくく感じるかもしれませんが、きちんと使えばぐっと造形が良くなるソフトだと思います。
Qholia はお客様に専用の設定ファイルを配布し、随時更新する予定です。
造形の向き、樹脂の温度、サポート周りの設定は作りたいものに合わせる方が良いですが、
難易度の高くない造形であれば設定のままでもきれいな造形が出来ることを目指しております。
また、お客様からのフィードバックも積極的に取り入れたいと思いますし、
設定の方向性がつかめるような 基礎理論的な情報発信もしていきたいと思います。
この記事へのトラックバックURL
https://fanblogs.jp/tb/5289323
※ブログオーナーが承認したトラックバックのみ表示されます。
この記事へのトラックバック

Zortraxはインフィル無しの簡単なデモ造形をしているところしか見ていませんでしたので、ご教示頂き本当に感謝しております。
記事には追記をしておきます。
複雑な動きをするんですね。
また、そのやり方だと内外が冷えた後に内部を充てんする形になり、寸法が安定しやすいように思います。
ただ、ジャンプ回数とともに、目に見えるシームが増えるかもしれませんね。
せめてシームの発生場所をコントロールできれば・・・。とおっしゃるユーザー様の声を何度か伺っております。
Zortraxの強みは、ソフトを作っている人が、メリットデメリットを理解して、分かっていてやっている点が大きいと思います。
シームのコントロールについては、近々記事にしています。
とても有益な情報をありがとうございました。