�V�K�L���̓��e���s�����ƂŁA��\���ɂ��邱�Ƃ��\�ł��B
�L��
�V�K�L���̓��e���s�����ƂŁA��\���ɂ��邱�Ƃ��\�ł��B
posted by fanblog
2016�N03��06��
�ȑO����� ctrl_v test
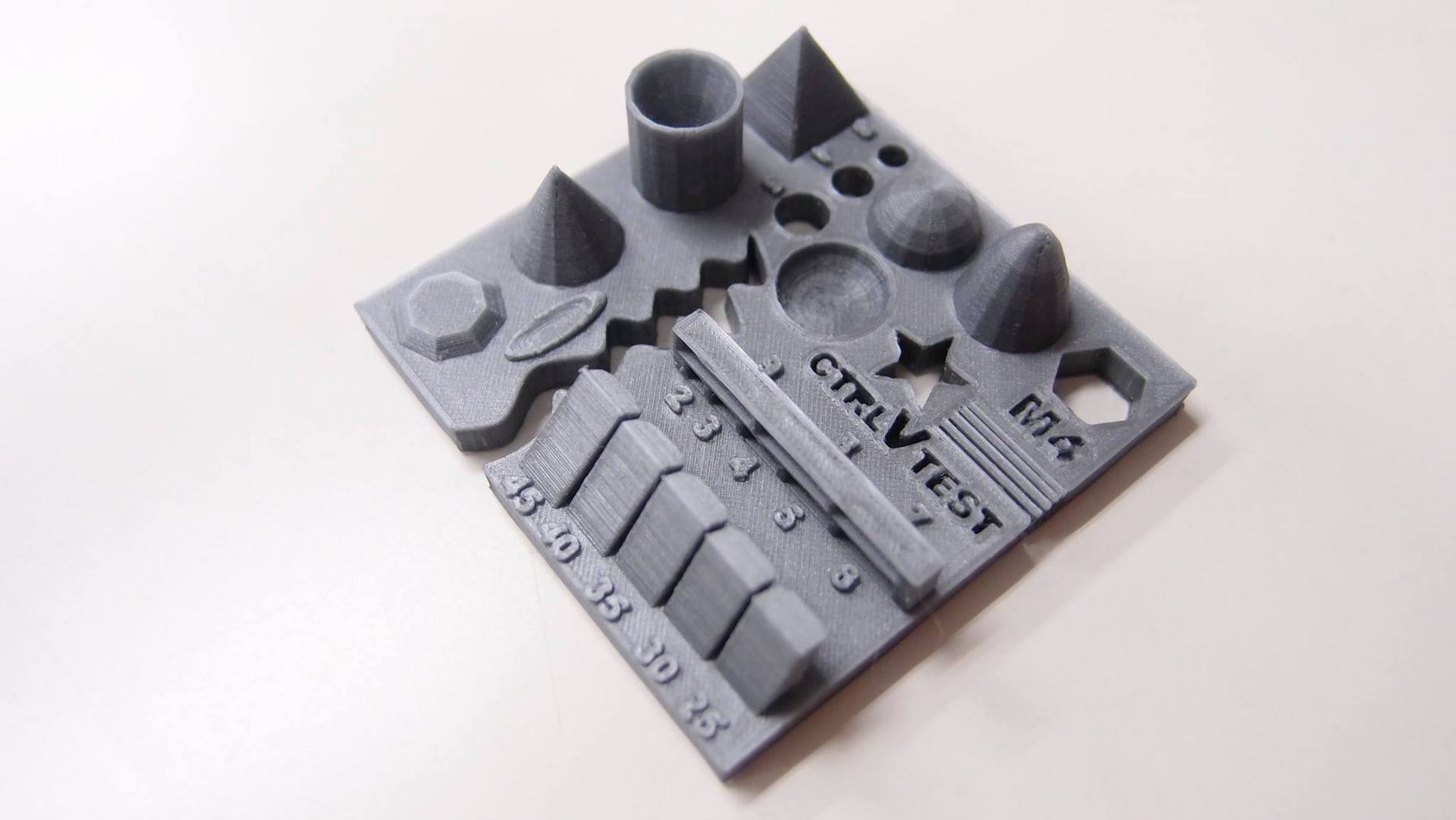
�m�Y��0.2���ϑw0.05mm�B
���̃m�Y���a�A�ϑw�����ƃu���b�W���O�̓�Փx�������ł��B
���`�ł���X�s�[�h�����Ȃ���肳��܂��B
���傱���傱�����Řc�݂��o�Ă��܂��Ă��܂��B
���������Ȃ̂Ŏd�������ł����A���`���̃R���g���X�g���͂����肷��̂�
�e�X�g���`�ɂ͂҂�����ł��B
�y���̃J�e�S���[�̍ŐV�L���z



3D�v�����g�̍ޗ��AABS��PLA
�l����FDM�Ɏg����ޗ���ABS�APLA���嗬�ł��B�@���ꂼ��꒷��Z������܂��B
ABS�@�@�K���[�W�L�b�g�̍�Ƃ�f���[�ɂ悭�g���Ă���f�ނ̂悤�ł��B
�@�@����
�@�@�₷�肪���Ȃǂ̎d�グ���e�Ղł���A�h���̃m�����ǂ��A�y���A�x��������B
�@�@�A�Z�g���ő��`����������x���܂�����B
�@�@�Z��
�@�@�Z�_�������B�q�[�e�b�h�x�b�h�Ȃ��ł̑��`������B
�@�@����Ղ��A�傫�ȑ��`�A�����̑��`�Ɍ������A�ׂ��������A�ϓ������A�������Ȃǂ̍H�v���K�v�B
�@�@���`���ɏo��C�̂��L�ł炵���B�Ő��ɂ͏ڂ�������܂��L���̂͊ԈႢ�Ȃ��ł��B
�@�@���x�ω��Ŏ��k���邽�߁A�Ƃߍ����̂��鑢�`�Ȃǐ��x���K�v�ȗp�r�ɂ͌����Ȃ��B
�@
PLA�@�@�ł��g���Ă���f�ނ��Ǝv���܂��B
�@�@����
�@�@�Z�_���Ⴍ�A���`���x���グ�₷���B
�@�@���k�������Ȃ����肪���Ȃ��B������傫�ȑ��`���\�B
�@�@�T�C�Y�����Ɛ��m�ɏo�邽�߁A����╔�i�Ɍ����B
�@�@�J�[�{���j���[�g�����ŃG�R�ƌ����Ă���B���`���̓��������Ȃ��B
�@�@
�@�@�Z��
�@�@ABS�ɔ�ׂ�Ɛx���������A�d���B�U�O�x���x�œ���n�߂�̂őϔM���������B
�@�@�₷�肪�����ɂ����B�i���C�M�œ���A������ɂ����Ȃ�����A���ȏ������Ă��܂�����A�ɔ��ׂȎ������ł̖щH�����Ȃǂ�������Ǝv���܂��B���u���͉\�ł��j
�@�@�ϑw�������ɂ͐��u���A���f�����O�R�[�g�A�v���C�}�[��T�t�����Ȃǂ̎�Ԃ��K�v�B
�@�@
ABS�@�@�K���[�W�L�b�g�̍�Ƃ�f���[�ɂ悭�g���Ă���f�ނ̂悤�ł��B
�@�@����
�@�@�₷�肪���Ȃǂ̎d�グ���e�Ղł���A�h���̃m�����ǂ��A�y���A�x��������B
�@�@�A�Z�g���ő��`����������x���܂�����B
�@�@�Z��
�@�@�Z�_�������B�q�[�e�b�h�x�b�h�Ȃ��ł̑��`������B
�@�@����Ղ��A�傫�ȑ��`�A�����̑��`�Ɍ������A�ׂ��������A�ϓ������A�������Ȃǂ̍H�v���K�v�B
�@�@���`���ɏo��C�̂��L�ł炵���B�Ő��ɂ͏ڂ�������܂��L���̂͊ԈႢ�Ȃ��ł��B
�@�@���x�ω��Ŏ��k���邽�߁A�Ƃߍ����̂��鑢�`�Ȃǐ��x���K�v�ȗp�r�ɂ͌����Ȃ��B
�@
PLA�@�@�ł��g���Ă���f�ނ��Ǝv���܂��B
�@�@����
�@�@�Z�_���Ⴍ�A���`���x���グ�₷���B
�@�@���k�������Ȃ����肪���Ȃ��B������傫�ȑ��`���\�B
�@�@�T�C�Y�����Ɛ��m�ɏo�邽�߁A����╔�i�Ɍ����B
�@�@�J�[�{���j���[�g�����ŃG�R�ƌ����Ă���B���`���̓��������Ȃ��B
�@�@
�@�@�Z��
�@�@ABS�ɔ�ׂ�Ɛx���������A�d���B�U�O�x���x�œ���n�߂�̂őϔM���������B
�@�@�₷�肪�����ɂ����B�i���C�M�œ���A������ɂ����Ȃ�����A���ȏ������Ă��܂�����A�ɔ��ׂȎ������ł̖щH�����Ȃǂ�������Ǝv���܂��B���u���͉\�ł��j
�@�@�ϑw�������ɂ͐��u���A���f�����O�R�[�g�A�v���C�}�[��T�t�����Ȃǂ̎�Ԃ��K�v�B
�@�@
2016�N03��04��
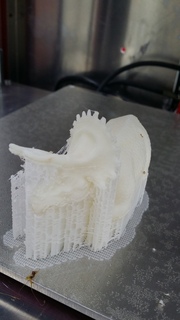
���S�̂ł͂Ȃ�����ǃT�b�t�H���ł�
�T�b�t�H���@0.05�o���`�̍������ݒ�̊m�F�B
�����͒g���������̂ŁA�I�[�o�[�n���O���ق�̏����r��Ă��܂����B
�����ڂɂ͕�����܂��A�I�[�o�[�n���O�ʂ͏�������������G�B
���͌��̂悤�Ȏ�G��ŐG���Ă��ċC���������ł��B
�����͒g���������̂ŁA�I�[�o�[�n���O���ق�̏����r��Ă��܂����B
�����ڂɂ͕�����܂��A�I�[�o�[�n���O�ʂ͏�������������G�B
���͌��̂悤�Ȏ�G��ŐG���Ă��ċC���������ł��B
 |  |
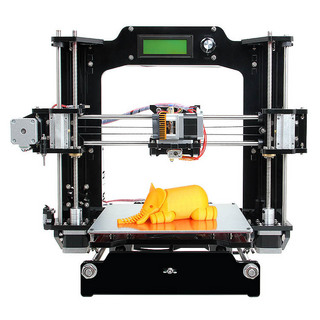
3d�v�����^�[�ɂ��ā@FDM�̐F�X�@��^
FDM�^3D�v�����^�[�ɂ��F�X�Ǝ�ނ�����A���ꂼ��̃^�C�v�Ɉ꒷��Z������܂��B
�������Ƒ�ʂ��Ă݂܂��傤�B
�@��^
�M�҂������Ă���blade-1 ��Prusa i3 �����̃^�C�v�ł��B
�h���Ƃ��ĕЎ����^�Ƃ����̂�����܂��B
�������x����z���ɂ���ď��~���Ay���͑��`�X�e�[�W�����Ă��܂��B
�����b�g
�����A�g�݂₷���A�����e�i���X���Ղ��A�e���̓������Ɨ����Ă��邽�ߕs��̌�����������₷���B
�{�̂��ނ��o���ł��邽�ߋX�y�[�X������A���i�̑��݂Ȃǂ̉��������₷���B
�f�����b�g
z���̐v��g�ݗ��Ă̐��x�ő��`�i�����傫�����E�����B
�\�����ؚ��ȋ@�킪�����A�ݒu�ꏊ��ς���x�ɔ��������K�v�B
���`�X�e�[�W���������O��ɓ������߁A�w�̍������̂`����Ƃ��ɑ��`���Ɋ��������������Ă��܂��B
�w�̍������`������Ƃ��́A������������������A�T�|�[�g�����łɂ���A���x�𗎂Ƃ��Ȃǂ̍H�v���K�v�B
�X�e�[�W�̐���������i�b�g�Ɋɂݎ~�߂̍H�v�������ƐU���ɂ��ɂނ��Ƃ�����B
�C���Ȃǎ��͂̊��Ƀv�����g�������e�����₷���B
���̃^�C�v�͊e���̈ʒu�W����s�̒������o���o���ŁA�g�ݗ��Ăő��`�̎����傫���ς��܂��B
���������Ɋ��҂���i���łȂ��Ă��A�����ŘM�邱�Ƃ����Ƃ�Ȃ��l�ł���ΐL�т�������������Ƃ��ł��܂��B
������`���[���i�b�v���̂��y���߂�l�ɂ́A�ŏ��̈��Ƃ��Ă��E�߂邱�Ƃ��ł���^�C�v�ł��B
�������Ƒ�ʂ��Ă݂܂��傤�B
�@��^
 |
�M�҂������Ă���blade-1 ��Prusa i3 �����̃^�C�v�ł��B
�h���Ƃ��ĕЎ����^�Ƃ����̂�����܂��B
 |
�������x����z���ɂ���ď��~���Ay���͑��`�X�e�[�W�����Ă��܂��B
�����b�g
�����A�g�݂₷���A�����e�i���X���Ղ��A�e���̓������Ɨ����Ă��邽�ߕs��̌�����������₷���B
�{�̂��ނ��o���ł��邽�ߋX�y�[�X������A���i�̑��݂Ȃǂ̉��������₷���B
�f�����b�g
z���̐v��g�ݗ��Ă̐��x�ő��`�i�����傫�����E�����B
�\�����ؚ��ȋ@�킪�����A�ݒu�ꏊ��ς���x�ɔ��������K�v�B
���`�X�e�[�W���������O��ɓ������߁A�w�̍������̂`����Ƃ��ɑ��`���Ɋ��������������Ă��܂��B
�w�̍������`������Ƃ��́A������������������A�T�|�[�g�����łɂ���A���x�𗎂Ƃ��Ȃǂ̍H�v���K�v�B
�X�e�[�W�̐���������i�b�g�Ɋɂݎ~�߂̍H�v�������ƐU���ɂ��ɂނ��Ƃ�����B
�C���Ȃǎ��͂̊��Ƀv�����g�������e�����₷���B
���̃^�C�v�͊e���̈ʒu�W����s�̒������o���o���ŁA�g�ݗ��Ăő��`�̎����傫���ς��܂��B
���������Ɋ��҂���i���łȂ��Ă��A�����ŘM�邱�Ƃ����Ƃ�Ȃ��l�ł���ΐL�т�������������Ƃ��ł��܂��B
������`���[���i�b�v���̂��y���߂�l�ɂ́A�ŏ��̈��Ƃ��Ă��E�߂邱�Ƃ��ł���^�C�v�ł��B
2016�N03��03��
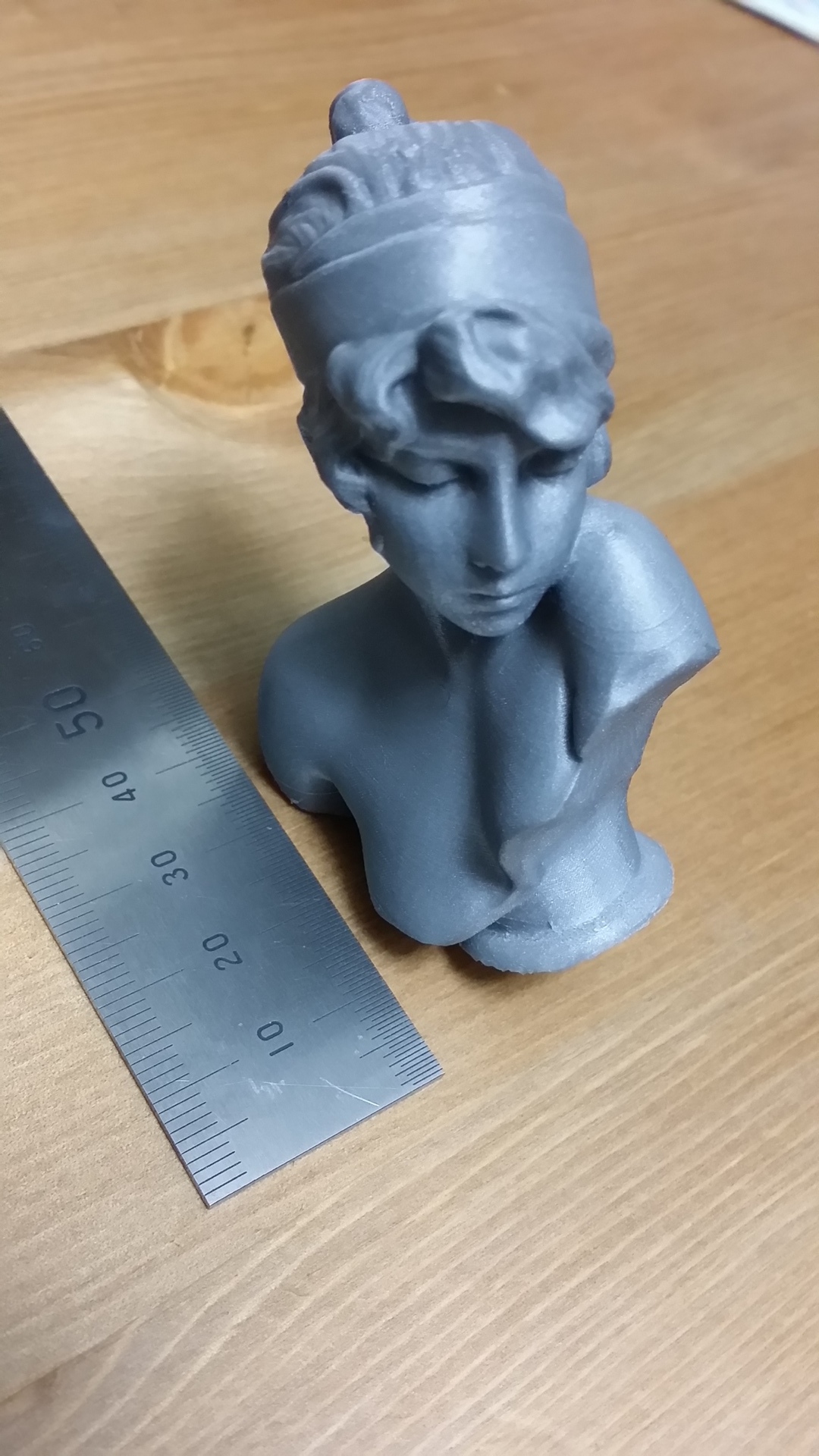
�p�[�\�i��3D�v�����^�[�ɂ��ā@ FDM�ƌ����`
3D�v�����^�[�ɂ��F�X����܂����A�l�����ŕ��y���Ă���̂�FDM�ł��B
�M�n��ϑw�^�A�n�����������}���l�[�Y�̂悤�� �ɂ��ɂ�� �����o���āA�d�˂ė��̂ɂ���^�C�v�ł��B
�����`�����y���͂��߂܂������{�̂��ޗ������߂ŁA�ޗ��̎�舵�����ʓ|��������A
�L��������A����₷��������A�������傫�����@�����肵�Ȃ��Ƃ����Z��������A
�G���ėV�ԁA����Ƃ��Ďg�����̂̑��`�ɂ͂��܂�����Ă��܂���B
�܂��܂�FDM�قLj�ʂɎ�����Ă��Ȃ������`�ł����AFDM�ɔ�ׂĂƂĂ����ׂł��邽��
�A�N�Z�T���[��t�B�M���A����̌���Ńv���A�Z�~�v���Ɏg���Ă���悤�ł��B
�M�҂͎��А��i�̎���Ō����`���g�������Ƃ�����܂����A���i���m�̛Ƃߍ������ʒu������Ȃ��A
����H����Ɗ����A�����ɓ��Ă�Ək�ނȂǁA�ǂ��v���o������܂���B
�������O�q�̌��_�Ƃ͖����̃G�N�Z�����g�Ȍ����`�@������܂����A���i���G�N�Z�����g�ł��B
���̂������g������̗ǂ��@��ƍޗ��������ŊJ�����ꂽ���ɍĒ��킵�Ă݂����ł����A
����܂ł�FDM���g��������Ǝv���܂��B
�ł��̂ŁA���̃u���O�ł�3D�v�����^�[ �� FDM �Ǝv���Ă���������K���ł��B
�M�n��ϑw�^�A�n�����������}���l�[�Y�̂悤�� �ɂ��ɂ�� �����o���āA�d�˂ė��̂ɂ���^�C�v�ł��B
�����`�����y���͂��߂܂������{�̂��ޗ������߂ŁA�ޗ��̎�舵�����ʓ|��������A
�L��������A����₷��������A�������傫�����@�����肵�Ȃ��Ƃ����Z��������A
�G���ėV�ԁA����Ƃ��Ďg�����̂̑��`�ɂ͂��܂�����Ă��܂���B
�܂��܂�FDM�قLj�ʂɎ�����Ă��Ȃ������`�ł����AFDM�ɔ�ׂĂƂĂ����ׂł��邽��
�A�N�Z�T���[��t�B�M���A����̌���Ńv���A�Z�~�v���Ɏg���Ă���悤�ł��B
�M�҂͎��А��i�̎���Ō����`���g�������Ƃ�����܂����A���i���m�̛Ƃߍ������ʒu������Ȃ��A
����H����Ɗ����A�����ɓ��Ă�Ək�ނȂǁA�ǂ��v���o������܂���B
�������O�q�̌��_�Ƃ͖����̃G�N�Z�����g�Ȍ����`�@������܂����A���i���G�N�Z�����g�ł��B
���̂������g������̗ǂ��@��ƍޗ��������ŊJ�����ꂽ���ɍĒ��킵�Ă݂����ł����A
����܂ł�FDM���g��������Ǝv���܂��B
�ł��̂ŁA���̃u���O�ł�3D�v�����^�[ �� FDM �Ǝv���Ă���������K���ł��B
