2021�N07��17��
�^�c�Ǘ��@�`�ݔ��Ǘ��`
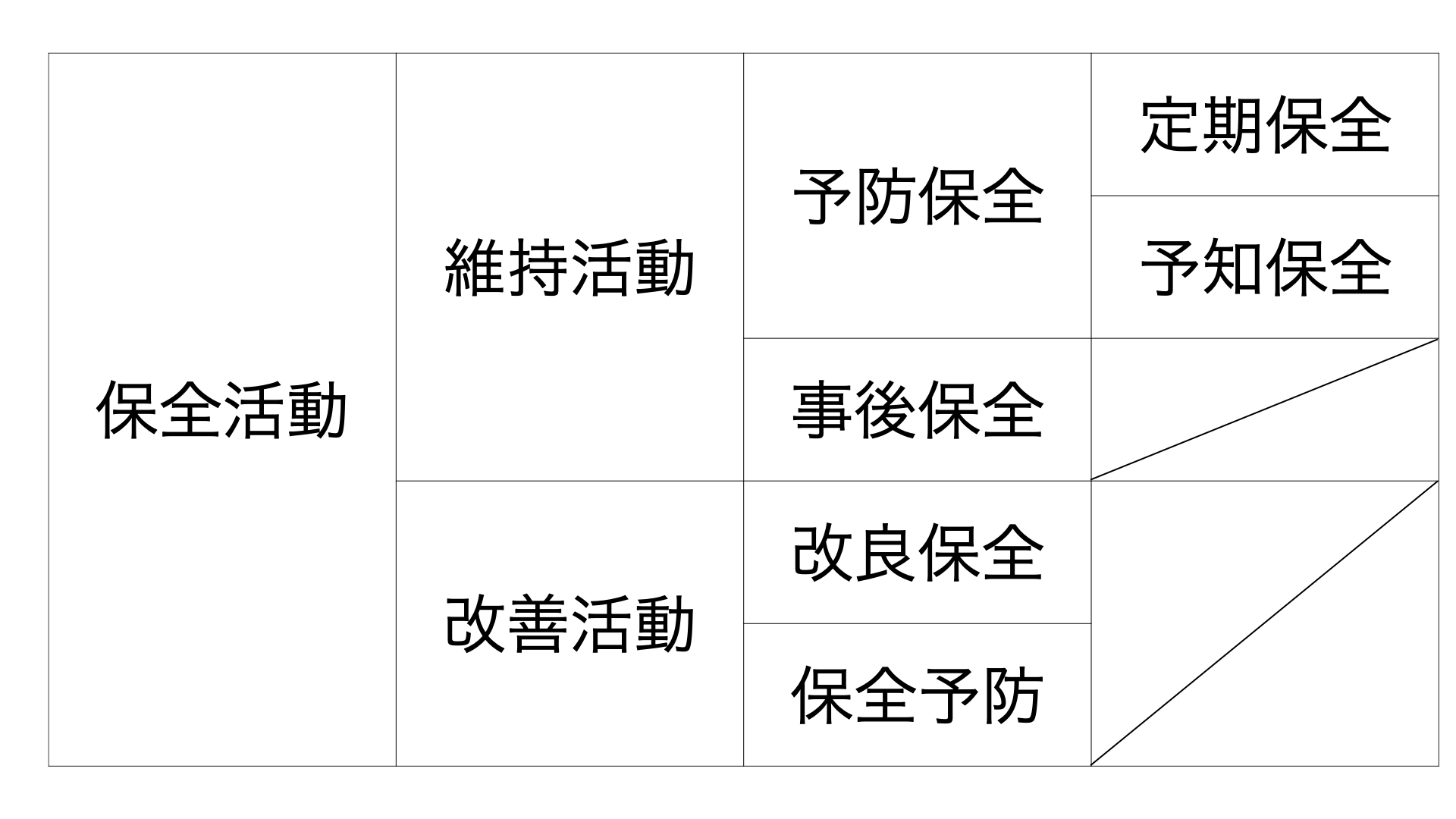
�ݔ��ۑS����
�ݔ��ۑS�����Ƃ́A�ݔ����\�ێ��̂��߂̏������̂��Ƃł���B��̓I�ȕۑS�����Ƃ��ẮA�\�h�ۑS�A����ۑS�Ō�����悤�Ȑv���̋Z�p�I���\���ێ����邽�߂̊����ƁA���ǕۑS��ۑS�\�h�Ō�����悤�ȁA���\�ɑ�����C�E���P���s�������ɑ�ʂ����B�ݔ��̏�̏�Ԃ́A�u�ݔ����K��̋@�\��������ԁv�A�u�ݔ����K��̐��\�����Ȃ��Ȃ��ԁv�A�u�ݔ�����̎Y�o�����K��̕i�����x���ɒB���Ȃ��Ȃ�v��3������B
�\�h�ۑS
�@�\��~�^�̏�͐��Y�����ւ̉e�����傫�����߁A�\�h�ۑS�ɂ���Č̏�̔�����h�����Ƃ��]�܂����B�@�\��~�^�̏�Ƃ́A�ݔ���@�B����~����d��Ȍ̏�̂��Ƃł���B����ۑS�͌̏ᓙ������������ɍs���ۑS�����ŁA�̏Ⴕ�����i�̌�����C�������Y�����A���Y�����ւ̉e�������������ۂ�A�Z���ԂőΉ��ł��镔�i�������ɓK�p�����B�\�h�ۑS�͒���ۑS�Ɨ\�m�ۑS�Ƃɕ�������B�Ⴆ�A�@�B�̕ۑS�����������̂œ_�������Ƃ���A���i�����Ղ��Ă������ߌ��������A���̏ꍇ��\�h�ۑS�ƌĂԁB
����ۑS
����ۑS�Ƃ́A�ߋ��̌̏�L�^�E�ۑS�L�^����_�����������߂āA�������Ƃɓ_���E�������s���ۑS�����ł���B�Ⴆ�Β���_���ŕ��i�����������A���̏ꍇ�̕ۑS�����ۑS�ƌĂԁB���̂𖢑R�ɖh���\�h�ۑS�̈��ŁA�����Ԃł̓I�C�������Ȃǂ��Y������B
�\�m�ۑS
�\�m�ۑS�Ƃ́A�ݔ��̗X���Ȃǂ��p���I�ɕ��͂��āA�̏Ⴊ��������O�̍œK�Ȏ����ɁA�K�v�ȑ���s���ۑS�����ł���B�ݔ��̗X����ݔ��f�f�Z�p�i�Z���T�[�j�Ȃǂɂ���ĊǗ����A�̏�Ɏ���O�̍œK�Ȏ����ɍőP�̑���s���\�m�ۑS�̕��@�ł���B��Ԋ�ۑS�Ƃ������B�ݔ������Ă��門�Ռ̏���ł̌��ʂ������B�܂��A�����̏���ɂ���ݔ��ł́A�v�~�X����ݓI�Ȍ��ׂɂ��̏Ⴊ��������\���������A�����E�C����ړI�Ƃ����\�h�ۑS�����{����B����A�W���ۑS�Ƃ́A�g�D�Ƃ��ĕۑS�������s���ꍇ�ɁA�g�D�`�ԂɊ�Â����ނƂ��Ă�������p��ł���B��̓I�ɂ́A�ݔ��̕ۑS�Ɩ�����Ƃ���ۑS�����u���A�W�����ĕۑS�̊��������{���邱�Ƃł���B
����ۑS
����ۑS�Ƃ́A�u�ݔ��Ɍ̏Ⴊ�������ꂽ�i�K�ŁA���̌̏����菜�������v�iJISZ 8141-6209�j�ł���A����I�ȕۑS��K�v�Ƃ��Ȃ����Ƃ���A����ۑS�Ɣ�ׂČo�ϓI�ƂȂ�B����������ۑS�́A�ݔ��̏�̉e�����傫���ꍇ�A�܂萶�Y�����ɑ傫�Ȏx����y�ڂ��悤�ȏꍇ�ɂ͓K�p���邱�Ƃ�����B�ݔ��̓�����̏�̉e���̑傫���A�o�ϓI�Ȋϓ_�A�Ȃǂ��l�����A�����I�ɖ]�܂����ۑS�`�Ԃ�I������K�v���Ȃ�B�Ⴆ��Ə�̏Ɩ����ꂽ�̂œd�������������A���̏ꍇ�̕ۑS������ۑS�ƌĂԁB
���ǕۑS
���ǕۑS�Ƃ́A�̏Ⴊ�N����ɂ����ݔ��։��P������A���\�����コ���邱�Ƃ�ړI�Ƃ����ۑS�����ł���B�̏��s�ǂ��N�����ɂ����ݔ��ɉ��P���A���\�����コ���邱�Ƃ�ړI�Ƃ����ۑS�����̂��Ƃł���B�����I�ɂ́A�s�ǂ�̏�̒��ړI�����݂̂���菜���Ή��ɗ��܂邱�Ƃ������Ƒz�肳��邪�A�����̏���Ԃɉ��ǕۑS�����{���邱�ƂŁA�ȍ~�̊��Ԃɂ����āA�ݔ��̌̏ᗦ��ቺ��������ʂ邱�Ƃ��ł���B�Ⴆ�A�R���x�A�̌̏Ⴊ�悭�N���邽�߁A�̏Ⴊ�N����ɂ�������悤�ɃR���x�A�̉��P���s�����A���̏ꍇ�͕ۑS�\�h�ƌĂԁB
�ۑS�\�h
�ݔ��̌v��E�v�i�K����A�ߋ��̕ۑS���ѓ��̏���p���ĕs�ǂ�̏�Ɋւ��鎖����\�����A������r�����邽�߂̑��D�荞�ފ����ł���B �ۑS�\�h�ɂ���ď����̏��}������B�ۑS�\�h�Ƃ́A�ߋ��̌o�������ƂɁA������ݔ��̌v��E�v�i�K�ɂ����āA�̏Ⴕ�Ȃ��ݔ��J�����s�����߂̎�i���u����ۑS�����ł���B�Ȃ��A���������Ȑ�(�o�X�^�u�Ȑ�)�Ƃ́A�ݔ��̌̏ᗦ���c���ɁA���Ԃ������ɂƂ��ăO���t���������̂ł���B�ݔ��̌̏ᗦ�̓o�X�^�u�Ɏ����`��̋Ȑ��ɂȂ�₷���B
���������Ȑ��i�o�X�^�u�Ȑ��j
�ݔ����������́A�ݔ����̂��̂̕s��Ȃǂ������̌̏Ⴊ������������B���̊��Ԃ������̏���ԂƌĂԁB���̌㎞�Ԃ̌o�߂ƂƂ��ɐݔ��͈���ғ�����悤�ɂȂ�A�̏�������I�Ȃ��̂ƂȂ�B���̊��Ԃ������̏���ԂƌĂԁB���̈�������߂��āA�ݔ������ɋ߂Â��Ă���ƁA���i�Ȃǂ̗������ōĂь̏ᗦ�͏㏸����B���̊��ԂՌ̏���ԂƌĂԁB
�̏ይ�x��
�̏ይ�x��(��)���̏��~���Ԃ̍��v÷�����Ԃ̍��v(�S���쎞�ԁ{��~����)×100�ɂ���Čv�Z�����B
�ݔ���������
�@�ݔ��������������ԉғ���×���\�ғ���×�Ǖi��
���ԉғ����A���\�ғ����A�Ǖi���͎��̂悤�ɕ\�����B
�A���ԉғ������i�����ԁ|��~���ԁj÷�����ԁ��ғ�����÷������
�B���\�ғ�������T�C�N���^�C��×���H����÷�ғ�����
�C�Ǖi�����i���H���ʁ|�s�ǐ��ʁj÷���H���ʁ��Ǖi����÷���H����
�y���̃J�e�S���[�̍ŐV�L���z
-
no image
-
no image
-
no image
-
no image
-
no image
���̋L���ւ̃R�����g
�R�����g������
���̋L���ւ̃g���b�N�o�b�NURL
https://fanblogs.jp/tb/10858306
���̋L���ւ̃g���b�N�o�b�N