5S
����
�K�v�Ȃ��̂ƕs�K�v�Ȃ��̂��敪���A�s�K�v�Ȃ��̂�Еt���邱��
����
�K�v�Ȃ��̂�K�v�ȂƂ��ɂ����Ɏg�p�ł���悤�ɁA���߂�ꂽ�ꏊ�ɏ������Ă�������
���|
�K�v�Ȃ��̂ɂ����ٕ����������邱�ƁB���X�܂ő|�����s���A�E��̂��ꂢ����ۂ��Ƃɂ��A���_�����݉�������B
����
�����E���ځE���|���J��Ԃ���A����̂Ȃ���Ԃ��ێ����Ă��邱�ƁB�E��̉������菜���A����������肪����������悤�ɂ���B
����(�^)
���߂����Ƃ�K����邱�ƁB������ł���ƔF�߂邱�Ƃ��ł��A���������I�ɉ����ł���悤�Ɏw������
�Ǘ��ڕW(PQCDSME)
PQCDSME�Ƃ́AP(Productivity:���Y��)�AQ(Quality:�i��)�AC(Cost:�����E�o�ϐ�)�AD(Delivery:�[���E���Y��)�AS(Safety:���S��)�AM(Morale:�m�C�E��������)�AE(Environment:��)�̓����������킹�����̂ł���B�����ƂɌ��炸�A��Ƃ̊����ɂ����ďd�v�ȊǗ��ڕW�ł���B
P(Productivity:���Y��)
�����ʂɑ��ĎY�o�ʂ��ł��邾���������邱�ƁB���Y�̌�������]���ɑ��A���Y��(�t�����l)��J���ʂŏ����ċ��߂���J�����Y����p����B�p���Ɋւ���]���ł́A����\���Ԃ�\���ԂƓ���s�\���Ԃ̍��v�ŏ����ċ��߂���p����p����B����ݔ������ǂꂾ�����p�ł��邩���p���ƌĂсA�p���͓���\����÷(����\����+����s�\����)�Ōv�Z����B
Q(Quality:�i��)
�˂炢�ǂ���̕i���̐��i�E�T�[ �r�X����邱�ƁB�i���Ɋւ���]���ɑ��A�����ɂ���ĕs�K���Ɣ��f���ꂽ���i�̐��������Ώۂ̐��i�̑����ŏ����ċ��߂���s�K������p����B�s�K����(�s�K���i��)�́A�s�K����=�s�K���i�̐�÷�����Ώەi�̑����̎��Ōv�Z����B�s�Ǘ��Ƃقړ����Ӗ������ł���B
C(Cost:�����E�o�ϐ�)
�����̖��ʂ����炵�A�����R�X�g �Ő��i�E�T�[�r�X�Y���邱�ƁB�Ⴆ�ΐ��i�����ƌ��ޗ���Ƃ̊W�����A���i�����ɐ�߂錴�ޗ���̒ጸ������l����B���i�����ɐ�߂��v�Ȍ����ł��錴�ޗ���̒ጸ�ɂ���āA���i�����̃R�X�g�_�E����ڎw���B
D(Delivery:�[���E���Y��)
�K�v�Ȏ��ɁA�K�v�ȗʂ������i�� �T�[�r�X����邱��
S(Safety:���S��)
��Ƃ̕��S���y������A�J���ЊQ�⎖�̂��Ȃ��A���S�ɍ�Ƃ��ł��A����Ɉ��S�Ȑ��i��T�[�r�X����邱�ƁB�E��̈��S���̕]���ɑ��A���טJ�����������������J�����Ԑ��ŏ���1,000���悶�ċ��߂��鋭�x����p����B���x���Ƃ́A�J���ЊQ�̔����̒��x�������w�W�ł���B���x����1,000���טJ�����ԓ�����̘J������������p���邱�ƂŁA�J���ЊQ�̏d���̒��x��\���A���x��=(���J����������/�����J�����Ԑ�)×1,000�̎��Ōv�Z����B
M(Morale:�m�C�E��������)
�l�̔\�͂��J���A���コ��A�ǂ��E����̂��ƂŁA���������������Ďd�����ł��邱�ƁB���Y�Ɋւ���Z�p�I�Ȏ��i�Ǝ��i�擾�Ґ������A���̐��Y����ŏd�_�I�Ɏ擾���ׂ����i�̎擾������̂��߂̌��C������Ă��邱�Ƃɂ���āA��ʓI�ɂ́A���̐��Y����̃����[���̌�������҂��邱�Ƃ��ł���B
E(Environment:��)
���ɑ����ׂ������Ȃ����i��T�[�r�X��ł��邱�ƁB����]������w�W�Ƃ��āA�p�����r�o�ʁA�G�l���M�[�����ʂȂǂ̊��p�t�H�[�}���X�w�W������B���p�t�H�[�}���X�w�W�Ƃ́A���Ǝ҂����Ɋւ��Ĕz���������ʁA�ǂꂾ�������ׂ��팸�������������w�W�ł���A���Ȃɂ���āA���G�l���M�[�����ʁA�����������ʁA�����������ʁA�������ʃK�X�r�o�ʁA���w�����r�o�ʁE�ړ��ʁA�����i���Y�ʂ܂��͔̔��ʁA�p���������r�o�ʁA�p�����ŏI�����ʁA���r���ʂ�9��������Ă���B�Ȃ��A���i�̎g�p���Ԃ́A ���ɑ��ĊԐړI�ɉe����^����w�W�ł���ƍl���邱�Ƃ��ł���B��̓I�ɂ́A���i�̎g�p���Ԃ������Ȃ�Ȃ�قǔp���������炷���Ƃ��ł��邽�߁A�v���X�̗v�f�Ƃ��ĉe����^���A����A���\�̈������i���g��������Α�����قǎg�p����G�l���M�[�������Ȃ邽�߁A �}�C�i�X�̗v�f�Ƃ��Ẳe����^���邱�ƂƂȂ�B�܂����i�̎g�p���ԂɊւ��āA���S���ɑ���]���w�W�Ƃ� �āA�o�ώY�ƏȂ́A�����g�p���i���S�\�����x(��@�Ȃǂ̉Ɠd���Ώ�)�A�����g�p���i���S�_�����x(�u�ԓ�����Ȃǂ��Ώ�)�𐧒肵�Ă���B
ECRS�̌���
�u�H���A��ƁA�����ΏۂƂ������͂ɑ�����P�̎w�j�Ƃ��ėp������AE(eliminate:�Ȃ����Ȃ���)�AC(combine:�ꏏ�ɂł��Ȃ���)�AR(rearrange:�����̕ύX�͂ł��Ȃ���)�AS(simplify:�P�����ł��Ȃ���)�ɂ��₢�����v(JIS Z8141-5305)�ł���B�܂�A�H���A��ƁA�����ΏۂƂ������͌��ʂɑ��ėp��������P��@�ƂȂ�B�͂��߂̖₢�����́u�Ȃ����Ȃ����v�ł���A�H�����͂̌��ʂ���Ȃ�����H�����Ȃ����f����B�Ȃ����Ȃ��H���ɑ��ẮA���Ɂu�ꏏ�ɂł��Ȃ����v����сu�����̕ύX�͂ł��Ȃ����v�Ƃ����₢�������s���B�Ō�ɁA���ꂼ��̍H���ɑ��Ă��u�P�����ł��Ȃ����v�Ƃ����₢�������s���B�Ō�́u�P�����ł��Ȃ����v�Ƃ����₢�����ɂ����ẮA�H�������ׂ����Ώ�(�Ⴆ�A��Ƃ⓮��Ȃ�)�ɕ������A���̑Ώۂɑ��ĉ��߂�ECRS�̖₢�������s�����Ƃ��w���Ă���B
���i�H������
�ޗ��A���i�Ȃǂ����H����Ȃ��犮���i�ɕω�����H���̗�����A���H�A�^���A��������ђ������킷�H���}�L����p���ĕ��͂����@�ł���B���i�H�����͂��s���ہA��Ƃ�����H���œ����ɍ�Ƃł��Ȃ�������������(Combine)�A���Ԃ�ς��邱�Ƃ͂ł��Ȃ�������������(Rearrange)���Ƃ��l�����邽�߁AECRS�̌�����K�p���邱�Ƃ��ł���B
�A����ƕ���
�l�Ƌ@�B�A��l�ȏ�̐l���������č�Ƃ��s���Ƃ��A���̋�����Ƃ̌��������߂邽�߂̕��͎�@�ł���B�A����ƕ��͂ł́A��Ƃ�P�ƍ�ƁA�A����ƁA�s�ғ��̂R�ɕ��ނ��Ă���B�A����ƕ��̖͂ړI�̂P�ɔz�u�l���̓K����������B����ȊO�̖ړI�ɂ́A�l��@�B�̎�҂����X�팸�A��~���X�m�ɂ�����ƃT�C�N���^�C���̒Z�k�A�l��@�B�̉ғ�������A�@�B�����䐔�̓K�����A�Ȃǂ�����B�����f�ނ̍\�����v���Z�X�������s���ۂ̏�����菇�Ȃǂ̑Ó����͂��邱�Ƃ��ړI�ł͂Ȃ��A�l�Ƌ@�B�̑g�ݍ��킹�A�����̐l�̑g�ݍ��킹�ɏœ_��u���A�ғ������̌����}�邽�߂ɕ��͂��邱�Ƃ�ړI�Ƃ��Ă���B��Ƃ��Đݔ��I�y���[�^�̓K���Ȑݔ��S���䐔���������邽�߂Ɏ��{����B�H���}�L���Ȃǂ�p���Đ}�\�����邽�߁A���͌��ʂ���e�H���A��ƁA���샌�x���ɂ�ECRS�̌�����K�p������Ɖ��P���s�����Ƃ��ł���B�l�Ɛl�Ƃ̑g�ݍ��킹��ΏۂƂ������͂�g��ƕ��͂Ƃ����B
�����H������
�o�c���j����ɕK�v�ȏ������W�������邱�Ƃ�A���j���e����ɓ`�B���邱�ƁA���j�ɏ]�����v����e����ō��肷�邱�ƂȂǂ̎��������͂����@�ł���B�H���}�L���Ȃǂ�p���Đ}�\�����邽�߁A���͌��ʂ���e�H���A��ƁA���샌�x���ɂ�ECRS�̌�����K�p������Ɖ��P���s�����Ƃ��ł���B
���蓮�앪��
��Ƃ��ώ@���A����̓���̏�����@�̖��_�A��҂��A�����E���_�Ȃǂ����P������@�ł���B��҂�������A�Ȃ����Ȃ��� (Eliminate)�A����ɖ�肪����Έꏏ�ɂł��Ȃ��� (Combine)�A������ς��邱�Ƃ͂ł��Ȃ���(Rearrange)�A ��Ƃ��̂��̂��ȑf����P�����ł��Ȃ���(Simplify) �����������邽�߁AECRS�̌�����K�p���邱�Ƃ��� ����B
�A���ғ�����
�ғ����͂ɂ�����A���ώ@�@�̂��Ƃł���A��Ǝ҂̉ғ���Ԃ�A�����Ċώ@�����@�ł���B��Ǝ҂�1���̍�Ɠ��e�ƍ�Ə͂���B��Ǝ҂̉ғ���Ԃ�c�����邱�ƂŁA��ғ���Ԃ��Ȃ����Ȃ���(Eliminate)�������ł��邽�߁A ECRS�̌�����K�p���邱�Ƃ��ł���B
��ƎҍH������
�u���Y��̂̍�Ǝ҂𒆐S�ɍ�Ɗ������n���I�ɍH���}�L���ŕ\���Ē����E���͂����@�v�ŁA��ƎҍH�����͂̉��p�^�Ƃ��āA��Ə�z�u�}��ɍ�Ǝ҂̈ړ��𒆐S�ɂ������������}������B��Ǝ҂̍s���i�̗���Ɠ��l�ɍl���A��ƁE�����E�ړ��E��҂�����ƃX�e�b�v�L����p���Đ}�\�����A��Ǝ҂̍s�������P���邽�߂ɍs����@�ł���B��ƎҍH�����͂ł́A��Ǝ҂̎�̓����܂ł͕��͂��Ȃ��B��̓����̂悤�ȍ�Ɠ��e�͂���͓̂��쌤���ŁA���蓮�앪�͂��p������B
�X�g�����O�_�C���O����
���������}�̂��Ƃł���B��Ǝ҂̈ړ����E���͂����@�ł���B��Ǝ҂̈ړ��Ɋւ�����𒊏o���邽�߂ɍ쐬����B
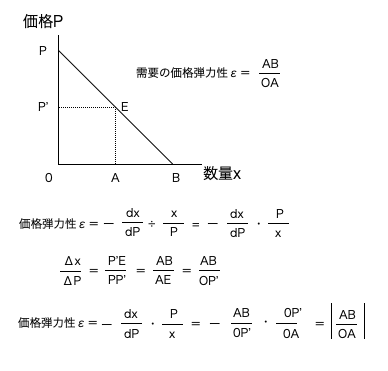
����AABC���͂͑����̍ɕi�ڂ���舵���Ƃ��A�����i�ڂ̎戵�����z�܂��͗ʂ̑傫�����ɕ��ׂ�A�CB�CC��3��ނɋ敪���Ǘ��̏d�_�����߂�̂ɗp���镪�͂ł���B�܂����������͂Ƃ́A�H���ɂ������ؗʂ��؎��Ԃ��O���t�Ŏ����A�i���Ǘ�����H���̒��o���s�����͂ł���B�����̕��͎�@�́A�H���A��ƁA�����ΏۂƂ������͂ł͂Ȃ��A���͌��ʂ��璼�ړI��ECRS�̌�����K�p���邱�Ƃ͍���ƂȂ�B
�i����P�̎菇
����
���i��ƊO�i��̐蕪��
�E���i��F�@�B��C�����~�߂čs���i���
�E�O�i��F�@�B��C�����~�߂Ȃ��ōs���i���
���i��̊O�i�扻
�@��Ƃ̊ȑf��
�A���H��̉���
�B������Ƃ̍팸
�C���s��Ƃ̎��{
�D��ƌP���̓O��
���i�掞�ԂƊO�i�掞�Ԃ̒Z�k
�@5S�̓O��
�A����̃��_�̔r��
�B���H��̉���
�C��Ƃ̃}�j���A����
�D��ƌP���̓O��
���ʂ̕]���Ƒ��H���ւ̓W�J
�y���̃J�e�S���[�̍ŐV�L���z
-
no image
-
no image
-
no image
-
no image
-
no image