�V�K�L���̓��e���s�����ƂŁA��\���ɂ��邱�Ƃ��\�ł��B
�L��
�V�K�L���̓��e���s�����ƂŁA��\���ɂ��邱�Ƃ��\�ł��B
posted by fanblog
2016�N07��17��
�m�Y���a�̎g�������A

�E����K�C�A�A�}�b�V���A�I���e�K�ł��B�E�E�E�R�ł��B
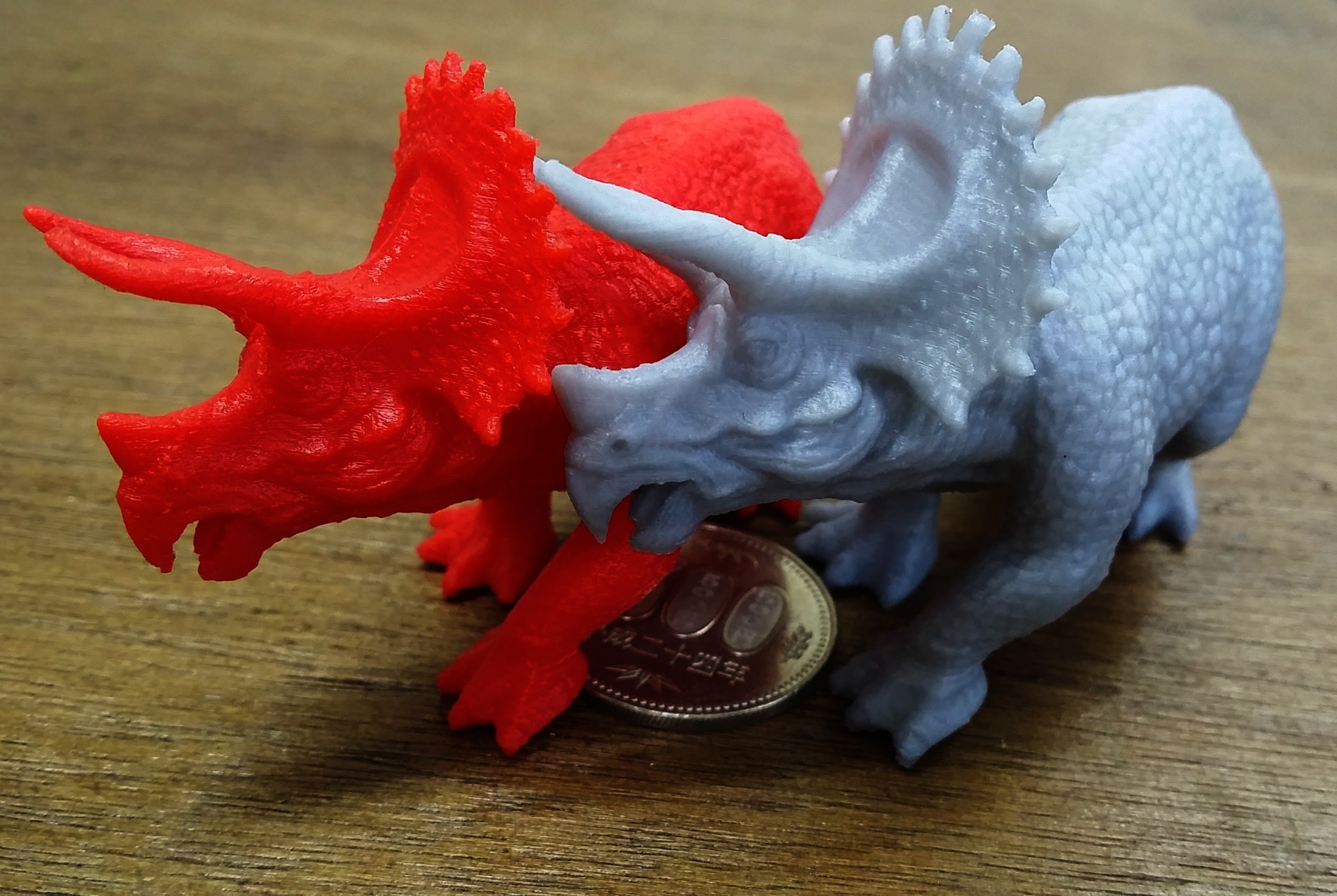
�h�Y���E�E�E����Ȃ��m�Y���a�ɂ��A���`�i���̈Ⴂ�ׂ邽�߂ɏo�͂��܂����B
�E��0.2mm�m�Y���A�^��0.3mm�m�Y���A����0.4mm�m�Y���ł��B
�傫���͑S�g��10cm��ł��B
�����┯�̖т��r����Ƒ��`�i���̈Ⴂ���ǂ��킩��܂��B
�ׂ����ˋN�⏬��������g�`��́A�m�Y���̌a���ׂ������Č����������_�}�̔��������Ȃ��ł��ˁB
���`���Ԃ�0.4mm��10���Ԓ��x�A0.3mm��0.4mm�̈ꊄ�������炢�B0.2��1.5�{���炢�����������Ǝv���܂��B
0.3mm��0.4mm�̑��`���Ԃ��قړ����Ȃ̂́A�O�k�̃��[�v��������3������ł��B
�܂�A0.3mm�̊O�k��0.9mm���A0.4mm��1.2mm���ł��B
���[�v��`���ہA�m�Y���̈ړ����x�́A���g��T�|�[�g�����������ɂ���̂���ʓI�ł��B
�ł��̂ŁA���[�v���͑��`���Ԃɑ傫���e�����܂��B
0.2�~���m�Y���ł̑��`�́A4�`6���[�v���x�K�v���Ǝv���܂��B
���f���̌`���傫���A���`���Ԃ��l���ɓ���ă��[�v�������߂Ă��܂��B
0.4mm��2���[�v�ł��\��Ȃ��̂ł����A�����I�[�o�[�n���O�����̕i���͈����Ȃ�܂��B
���̎ʐ^��0.4�~���ł�2���[�v(�E��3���[�v(��)�̑��`���̔�r�ł��B
�l�^�͋t���������đ��`��������T�|�[�g�����Ȃ����肷��ꍇ���������߁A���̃��f�����|�����`�ł��B
�ł��̂ŁA�����ƌ����ɒ[�ȃI�[�o�[�n���O���ƂȂ��Ă���܂��B
�I�[�o�[�n���O�̕i�����ڂɌ����ĈႢ�܂��ˁB

�t�B�M���A�̂悤�ɁA���g���X�J�X�J�ō\��Ȃ��o�̓��C���ł���A0.3mm�ȉ��̃m�Y���a�������߂��܂��B
����0.3mm�́A0.4mm�ɔ�ׁA���قǕς��Ȃ����Ԃő��`�ł��āA�d�オ�肪�ڂɌ����ėǂ��Ȃ�܂���B
��7/26�@�L���̊ԈႢ�����w�E���������܂����̂ŁA�����v���܂����B
�m�Y���a�̎g�������@
�g���P���̂����H�ł��B
�������0.05mm�ϑw�ł����A�Ԃ�0.4mm�m�Y���A�O���[��0.2mm�m�Y���ő��`���Ă��܂��B
���f�[�^�����炢�̃T�C�Y�ŏo�����͂��Ȃ̂ł����A�ǂ������f�[�^���k�ڂ��ԈႦ���悤�ŁA�Ԃ�������Ƃ����������Ȃ��Ă��܂��܂����B

0.4mm���撣���Ă��܂����A�݂̓ˋN�ȂǍׂ����Ƃ���A�������Ȃǔ����Ƃ����0.2mm�m�Y���ɌR�z���オ��܂��B
�����0.4mm�̃m�Y���������ɔ��ׂɓ������Ă��A0.4�����ȉ��̐��┼�a0.2�ȉ��̉~�͕`���Ȃ����ƂɋN�����܂��B
���l�ɁA0.2mm�m�Y���ł��A���ʉ𑜓x�ł͌����`�̔��ׂ��ɂ��Ȃ��܂���B�i�r�������`�@������܂��j
���̕��ϑw�̔��������d�v�ɂȂ�̂ł����A���̐ϑw��0.4mm�m�Y������0.2mm�m�Y���̕����Y��ł��B
FDM�͌�����A�����̓����������ɃR���g���[�����邱�Ƃ��ł��܂���B
�����ȃ��[�v��s���Ȋp�Ȃǃm�Y�����}���ɓ����ꏊ��p�X�̎n�܂�ƏI���ȂǁA�ǂ����Ă�����������Ȃ��A�]��Ƃ��������ۂ��N����܂��B
0.4mm�m�Y���ɔ�ׂĐ����Ŕ����A�ʐϔ��4���̈�ɂȂ�0.2mm�m�Y���́A���̖�肪���Ȃ��Ȃ�܂��B
���������ƁA0.2mm�m�Y���ŋ��̂悤�ɕ������Ă��܂��܂����A��͂�f�����b�g������܂��B
0.4mm�m�Y���ɔ�ׂĂǂ����Ă����Ԃ�������܂��B
�����̗ʂ��̐ϔ��4���̈�Ȃ̂ŁA�����ł�4�{�����邱�ƂɂȂ�܂��B
����́A�m�Y���������悭�����������A�O�s�𔖂�����A���g���X�J�X�J�ɂ���A�Ȃǂ̐ݒ�ʼn��P�ł��܂����A����ł����E�͂���܂��B
���̂悭�g���ݒ�ł́A0.4mm�m�Y����1.5�{�`2�{���x�̎��Ԃ��������ۂł��B
���ԂɊւ��Ă�0.2mm�m�Y���̕����T�|�[�g�����₷���Ȃ�����A�d�グ���y�ɂȂ�����Ƃ������`��̎�Ԃ��ς���Ă��܂��̂ŁA��T�ɔ�r�͂ł��܂��A�@�B���g�����Ԃ͊T��1.5�`2�{���C���[�W���Ă��������B
�������0.05mm�ϑw�ł����A�Ԃ�0.4mm�m�Y���A�O���[��0.2mm�m�Y���ő��`���Ă��܂��B
���f�[�^�����炢�̃T�C�Y�ŏo�����͂��Ȃ̂ł����A�ǂ������f�[�^���k�ڂ��ԈႦ���悤�ŁA�Ԃ�������Ƃ����������Ȃ��Ă��܂��܂����B
0.4mm���撣���Ă��܂����A�݂̓ˋN�ȂǍׂ����Ƃ���A�������Ȃǔ����Ƃ����0.2mm�m�Y���ɌR�z���オ��܂��B
�����0.4mm�̃m�Y���������ɔ��ׂɓ������Ă��A0.4�����ȉ��̐��┼�a0.2�ȉ��̉~�͕`���Ȃ����ƂɋN�����܂��B
���l�ɁA0.2mm�m�Y���ł��A���ʉ𑜓x�ł͌����`�̔��ׂ��ɂ��Ȃ��܂���B�i�r�������`�@������܂��j
���̕��ϑw�̔��������d�v�ɂȂ�̂ł����A���̐ϑw��0.4mm�m�Y������0.2mm�m�Y���̕����Y��ł��B
FDM�͌�����A�����̓����������ɃR���g���[�����邱�Ƃ��ł��܂���B
�����ȃ��[�v��s���Ȋp�Ȃǃm�Y�����}���ɓ����ꏊ��p�X�̎n�܂�ƏI���ȂǁA�ǂ����Ă�����������Ȃ��A�]��Ƃ��������ۂ��N����܂��B
0.4mm�m�Y���ɔ�ׂĐ����Ŕ����A�ʐϔ��4���̈�ɂȂ�0.2mm�m�Y���́A���̖�肪���Ȃ��Ȃ�܂��B
���������ƁA0.2mm�m�Y���ŋ��̂悤�ɕ������Ă��܂��܂����A��͂�f�����b�g������܂��B
0.4mm�m�Y���ɔ�ׂĂǂ����Ă����Ԃ�������܂��B
�����̗ʂ��̐ϔ��4���̈�Ȃ̂ŁA�����ł�4�{�����邱�ƂɂȂ�܂��B
����́A�m�Y���������悭�����������A�O�s�𔖂�����A���g���X�J�X�J�ɂ���A�Ȃǂ̐ݒ�ʼn��P�ł��܂����A����ł����E�͂���܂��B
���̂悭�g���ݒ�ł́A0.4mm�m�Y����1.5�{�`2�{���x�̎��Ԃ��������ۂł��B
���ԂɊւ��Ă�0.2mm�m�Y���̕����T�|�[�g�����₷���Ȃ�����A�d�グ���y�ɂȂ�����Ƃ������`��̎�Ԃ��ς���Ă��܂��̂ŁA��T�ɔ�r�͂ł��܂��A�@�B���g�����Ԃ͊T��1.5�`2�{���C���[�W���Ă��������B
