
�@����ɂ��́I
�@EVE2�ł��B

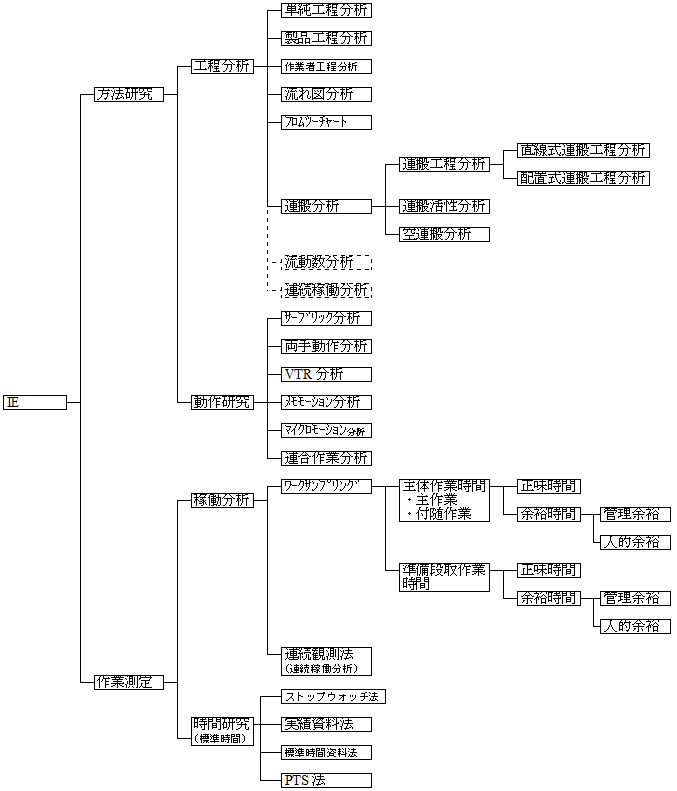
�@����܂ł́AIE(Industrial Engineering)�̍�Ƒ���̉ғ������ɂ��ĕ����܂������A�{���͎��Ԍ����̊w�K�E���͂����Ă����܂��B
[IE(Industrial Engineering)����Ƒ��聄���Ԍ���]
�@���Ԍ����ɂ́A�X�g�b�v�E�H�b�`�@�A���ю����@�A�W����Ɩ@�APTS�@������܂��B�����Ԍ���������ړI�ɂ��āA������l�ɁABing��ChatGPT�ɕ����Ă݂܂��傤�I
�@IE�iIndustrial Engineering�j�̍�Ƒ���ɂ����鎞�Ԍ����́A��Ƃ̌�������W�����Ԃ̐ݒ��ړI�Ƃ��Ă��܂��B��̓I�ɂ́A�ȉ��̖ړI�Ŏ��Ԍ������s���܂�1�F
❶�Y�I�v�f�̌��݉�
�@�v�f��Ƃɂ����鎞�Ԃ𑪒�E���͂��邱�ƂŁA���܂Ō����Ă��Ȃ������Y�I�v�f�����݉����܂��B
❷���P���ׂ��Ώۂ̕���
�@��Ƃ̕W�����Ԃ�ݒ肵�A���ۂ̏��v���Ԃ𑪒肷�邱�ƂŁA���P���ׂ��Ώۂʂ��܂��B
❸�W�����Ԃ̐ݒ�
�@�W�����Ԃ����܂邱�ƂŁA�H�������������s����Ă��邩�ʂł��܂��B
❹���@�����Ƃ̑g�ݍ��킹�ɂ�镪��
�@�Y�I�v�f���ʓI�ɔc���������̂��A���@�������g���č팸���܂��B
�@�����̎�@�́A��ƃv���Z�X�̍������A���Y���̌���A�R�X�g�̍팸�A�i���̌���Ȃǂ��������邽�߂Ɏg�p����A��Ƃ̃����E���_�E���������P���A���Y���̌����}�邱�Ƃ��ł��܂��B
�@�܂��A�����̃f�[�^�����Y�v���\�Z����A��Ǝ҂̃g���[�j���O��]���A���ʓI�ȃ��[�_�[�V�b�v�̊m���ȂǁA�g�D�̗l�X�ȑ��ʂɉe����^���܂��B
[IE(Industrial Engineering)����Ƒ��聄���Ԍ����Ƃ́H]
�@���ꂼ��A���Ԍ����̑�\�I�ȑ���@�ɂ��Ĉ�C�Ɍ��Ă����܂��傤�I
�@�X�g�b�v�E�H�b�`�@�́A��Ƃ̗v�f���ƂɃX�g�b�v�E�H�b�`�Ŏ��ۂɎ��Ԃ𑪒肵�A���肵�����Ԃ����C�e�B���O���s�����@�ł��B
�@���ю����@�́A�ߋ��̎��т���W�����Ԃ�������@�ł��B
�@�W�����Ԗ@�́A�\�ߗp�ӂ��Ă�������Ɨv�f�ʂ̕W�����Ԃ����v���邱�ƂŕW�����Ԃ�����������@�ł��B���̕W�����Ԃ𑪒肷��̂ɒ�����Ɛf�f�m�����̖��Ƃ��ďo�肳��Ă��܂��B
�@�K�n������Ǝ҂ł��邱��
�A�K�ȏ���̍�Ə����̌��ł��邱��
�B�K�v�ȗ]�T��������
�C����Ȗ����̂Ȃ���ƃy�[�X�ō�Ƃ��邱��
�ȏ��4�̏�����S�Ė����������́A��Ƃɂ����鎞�Ԃ��A�W�����ԂƂȂ�܂��B
�@�����āA�Ō��PTS�@�ł����A����������(�T�[�u���b�N)�̃��x���ɕ������A�\�ߒ�߂�ꂽ�����삲�Ƃ̕W�����Ԃ����v������@�ł��B�ʏ�s����Ƃ̔�����Ȃ̂ŁA�W�����Ԏ����@�̂悤��4�̏��������K�v�͂Ȃ��悤�ł��B
[IE(Industrial Engineering)����Ƒ��聄���Ԍ����̓���]
�@IE(Industrial Engineering)����Ƒ��聄���Ԍ����̓����́A��{��������Ȃ��Ƃ����_�ł��B�A���A��O�́A�X�g�b�v�E�H�b�`�@�ł��A���Ǝ����ɂ͂���̂ł����A�W�����Ԗ@�ł͕W�����Ԃ����߂�̂ɁA4�̏����̂��Ƒ��肵�Ă���悤�ɓǂݎ��܂��B���̓_�͂ǂ��l�����炢���̂ł��傤���H�ŏ����ԑ�����s���̂̓X�g�b�v�E�H�b�`�@�����Ȃ̂ŁA�ȏ��4�̏����̑�����s���̂́A�X�g�b�v�E�H�b�`�@���Ƃ��v�����̂ł����A��������A���C�e�B���O������K�v�͂Ȃ��ł���ˁE�E�E�B���C�e�B���O���闝�R�́A�X�g�b�v�E�H�b�`�Ōv������1�l�̎��Ԃ����ׂĂ̐l�ɓK�p�ł��Ȃ��炵������Ȃ̂ł����E�E�E�H�����̓Ǎ�������Ă��Ȃ������Ȃ̂�������܂��A���낢��^�₪�����܂��B
[�W������]
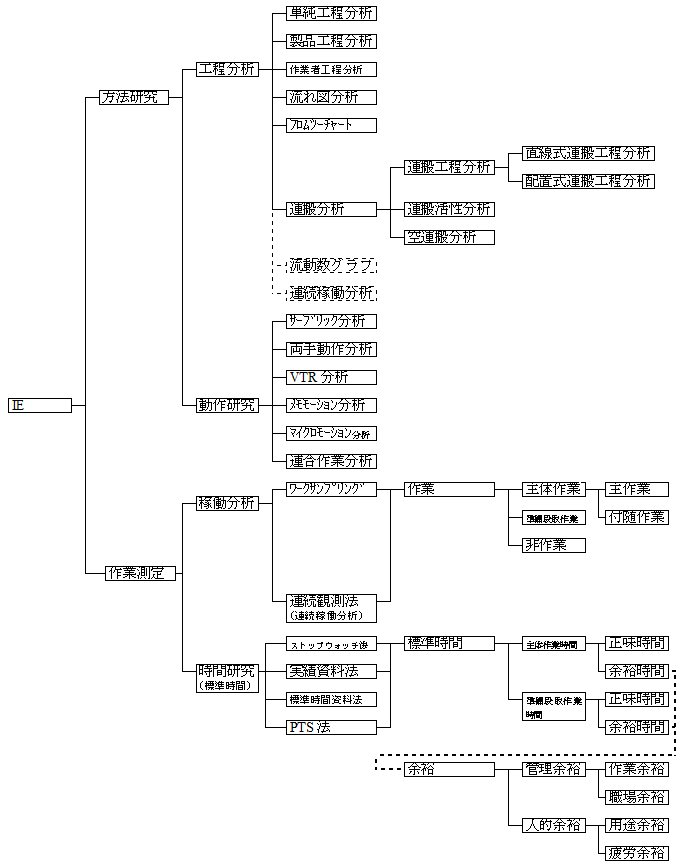
�@�ȏ��4�̂����ɂ��A�W�����Ԃ����߂܂��B���߂����̌��ʂ����x�́A���ށE�������邱�Ƃɂ��A��Ƃ̃����E���_�E���������P���A���Y���̌����}�낤�Ƃ��܂��B
�@�܂��A�W�����Ԃ��A��̍�Ǝ����������i��莞���ɕ������܂��B��̍�Ǝ��ԁA�����i��莞�Ԃɂ́A���ꂼ��A�����������]�T�����������āA���̒��̗]�T���Ԃ��Ǘ��]�T���l�I�]�T�ɕ������܂��B����ɁA�Ǘ��]�T�́A��Ɨ]�T���E��]�T�ɕ������A�l�I�]�T���p�r�]�T����J�]�T�ɕ������܂��B
�@�Ȃ��A�ȏ������������̂ł����A�����ɕ�����ɂ����E�E�E�B����������ƁA�����Ă���@�����܂�����A�u���O�ɂ����܂��B
[�]�T��]
�@�ȏ�ɂ�蕪�����ꂽ�]�T�́A�]�T���Ƃ������l�ŕ��͂����ꍇ������܂��B�W�����Ԃ������́A�������Ԃɐ�߂�]�T���Ԃ̊����ŁA�O�|���@�����|���@�ŕ����邱�Ƃ��ł��܂��B
�E�O�|���@
�@�]�T���@���@�]�T���ԁ@÷�@��������
�@�W�����ԁ@���@�������ԁ@×�@(1�@+�@�]�T��)
�E���|���@
�@�W�����Ԃɑ���]�T���Ԃ������Ŏ��̎��ŋ��߂܂��B
�@�]�T���@���@�]�T���ԁ@÷�@�W������
�@�W�����ԁ@���@�������ԁ@�{�@�]�T����
�@�@�@�@�@�@���@�������ԁ@÷�@(1�@�|�@�]�T��)
[���Ƃ���]
�@�܂��A���s���ȓ_������A�f��I�Ɍ����Ȃ������͂���܂����A���Ƃ��ďo�肳��Ă���|�C���g�͈ȏ�̂悤�Ȋ����ł��B�܂��A�ߋ���������Ă��Ȃ��̂ŁA�����K����ߒ��ő����Ă����Ǝv���܂����A���̂Ƃ��́A�܂��A�u���O�̒��ł܂Ƃ߂Ă��������Ǝv���܂��B
�@�ł́A�܂��I
��IE��@�y���Ԍ����z�^�C���X�^�f�B��O����(Mitsuri)
https://mitsu-ri.net/articles/time-study
��IE��@�y���앪�́E��ƕ��͕ҁz�����Ƃ̌�����P
https://mitsu-ri.net/articles/operations-analysis
��[�^�c�Ǘ�]IE(��ƌ���)�̏d�v�_�_�܂Ƃ�(������Ɛf�f�m �������@.com)
https://chushoshindanshi.com/industrial-engineering