新規記事の投稿を行うことで、非表示にすることが可能です。
2016年08月31日
FDMの限界 サポートについて その2
コメントで良いご質問をいただきましたので、お答えする形で記事を書かせていただきました。
サポートの基本的な考え方と、アンダー面の荒れに対する対策です。
サポートに関しては機種と樹脂が異なる場合は数値でのアドバイスが難しいです。
ですので基本的な考え方を書かせていただきます。
まず、本質的なサポートの役割についてイメージを持つ必要があります。
サポートは造形を安定させるためのものであり、綺麗にするためのものではありません。
細い造形物の横ぶれや、水平に近い張り出しを付かず離れず支えるのがサポートの本当の役割です。
サポートは言葉通りあくまでサポートです。
理想は 「造形物本体がしっかりしていて重力に負けていない状態」 なのです。
アンダー面の荒れが大きな問題であるということは、軟化した樹脂が重力に負けて垂れているということです。
ですので、まずは垂れ対策をする必要があります。
垂れは造形物が熱で軟化して起こります。ノズルの熱を造形物に伝え過ぎないことを意識してください。
すぐにできる対策はこんな感じでしょうか。
・積層厚を薄くする (一度にたくさん盛らない、下の層に支えられる面積が増える)
・ループ数を3以上に増やす (冷却時間稼ぎと本体の強度アップ)
・内側からループを描く (造形済の部分にくっついて垂れを防いでくれる)
・ループの速度を調整する(伝わる熱量を調整する)
上記は造形時間以外のデメリットは少なく試しやすいと思います。
造形温度を強度維持できる範囲で下げることも効果的ですが、樹脂の粘性が上がりすぎる場合は細かい部分が汚くなるかもしれません。
ここまで対策をして、それでもアンダー面が荒れるのであれば、そこから先はサポートで支えることになります。
サポートの理想は 「付かず離れず」 です。
造形物がひっついて剥がしづらく、剥がしたあとが荒れてしまうようであれば、サポートとのZ方向の距離を増やしてください。
距離調整は積層厚の倍数になってしまいますので、kisslicerの場合微調整は樹脂量(サポートタブのflow gain)で行うことになります。
逆に、まったくひっついていない場合は、距離が遠いかその部分にサポートが必要が無いということです。
前の記事でも書きましたが、サポートはFDMの限界の一つです。
仕方なく付けるものであり、できるだけ少なくて済む方が良いのです。
サポートを調整しても綺麗に造形できない場合は、元データを分割して理想の方向から造形し、あとで接着する方が時間も手間もかからず綺麗な造形ができる場合が多いです。
もちろんハード面での改善ができるのであればそれに越したことは無いと思います。
積層が正確だとサポートは少なくて済みますし、外すのも楽になります。
また、ABSなど垂れにくい樹脂を使うのも効果があります。(積層間の決着は弱くなる可能性はあります)
文字ばかりで長々と書いてしまいましたが、目指す方向はシンプルです。
・まず垂れを防ぐ
・サポートは付かず離れず、少なくて済むのが理想。
写真付きで質問をいただけるとより具体的なアドバイスができるかもしれません・・・できないかもしれませんが・・・。
質問にまっすぐ答えることができておりませんが、お役に立てましたでしょうか?
サポートの基本的な考え方と、アンダー面の荒れに対する対策です。
サポートに関しては機種と樹脂が異なる場合は数値でのアドバイスが難しいです。
ですので基本的な考え方を書かせていただきます。
まず、本質的なサポートの役割についてイメージを持つ必要があります。
サポートは造形を安定させるためのものであり、綺麗にするためのものではありません。
細い造形物の横ぶれや、水平に近い張り出しを付かず離れず支えるのがサポートの本当の役割です。
サポートは言葉通りあくまでサポートです。
理想は 「造形物本体がしっかりしていて重力に負けていない状態」 なのです。
アンダー面の荒れが大きな問題であるということは、軟化した樹脂が重力に負けて垂れているということです。
ですので、まずは垂れ対策をする必要があります。
垂れは造形物が熱で軟化して起こります。ノズルの熱を造形物に伝え過ぎないことを意識してください。
すぐにできる対策はこんな感じでしょうか。
・積層厚を薄くする (一度にたくさん盛らない、下の層に支えられる面積が増える)
・ループ数を3以上に増やす (冷却時間稼ぎと本体の強度アップ)
・内側からループを描く (造形済の部分にくっついて垂れを防いでくれる)
・ループの速度を調整する(伝わる熱量を調整する)
上記は造形時間以外のデメリットは少なく試しやすいと思います。
造形温度を強度維持できる範囲で下げることも効果的ですが、樹脂の粘性が上がりすぎる場合は細かい部分が汚くなるかもしれません。
ここまで対策をして、それでもアンダー面が荒れるのであれば、そこから先はサポートで支えることになります。
サポートの理想は 「付かず離れず」 です。
造形物がひっついて剥がしづらく、剥がしたあとが荒れてしまうようであれば、サポートとのZ方向の距離を増やしてください。
距離調整は積層厚の倍数になってしまいますので、kisslicerの場合微調整は樹脂量(サポートタブのflow gain)で行うことになります。
逆に、まったくひっついていない場合は、距離が遠いかその部分にサポートが必要が無いということです。
前の記事でも書きましたが、サポートはFDMの限界の一つです。
仕方なく付けるものであり、できるだけ少なくて済む方が良いのです。
サポートを調整しても綺麗に造形できない場合は、元データを分割して理想の方向から造形し、あとで接着する方が時間も手間もかからず綺麗な造形ができる場合が多いです。
もちろんハード面での改善ができるのであればそれに越したことは無いと思います。
積層が正確だとサポートは少なくて済みますし、外すのも楽になります。
また、ABSなど垂れにくい樹脂を使うのも効果があります。(積層間の決着は弱くなる可能性はあります)
文字ばかりで長々と書いてしまいましたが、目指す方向はシンプルです。
・まず垂れを防ぐ
・サポートは付かず離れず、少なくて済むのが理想。
写真付きで質問をいただけるとより具体的なアドバイスができるかもしれません・・・できないかもしれませんが・・・。
質問にまっすぐ答えることができておりませんが、お役に立てましたでしょうか?
2016年08月21日
FDMの限界 「サポート」
Qholia(クホリア)をご購入希望のお客様から、紐の結び目のようなものの再現性についてご質問をいただきました。
丁度thingiverseに良いデータがありましたので造形してみました。

造形は方向さえ気を付ければ難しくは無いのですが、サポートだらけで時間はかかりますね。
頭だけテーブルからはがしてから写真を撮り忘れていることに気付きました。
これだけみっちりサポートが付いていても、「大部分は」ペリペリさくさく剥がれます 。
あえて強調して書いたのは、残りのほんの少しにものすごく苦労させられたからです。
それは今回のテーマでもある、結び目の部分です。

例によって0.2mmノズルの0.05mm積層、素材はバーベイタムABSシルバーです。
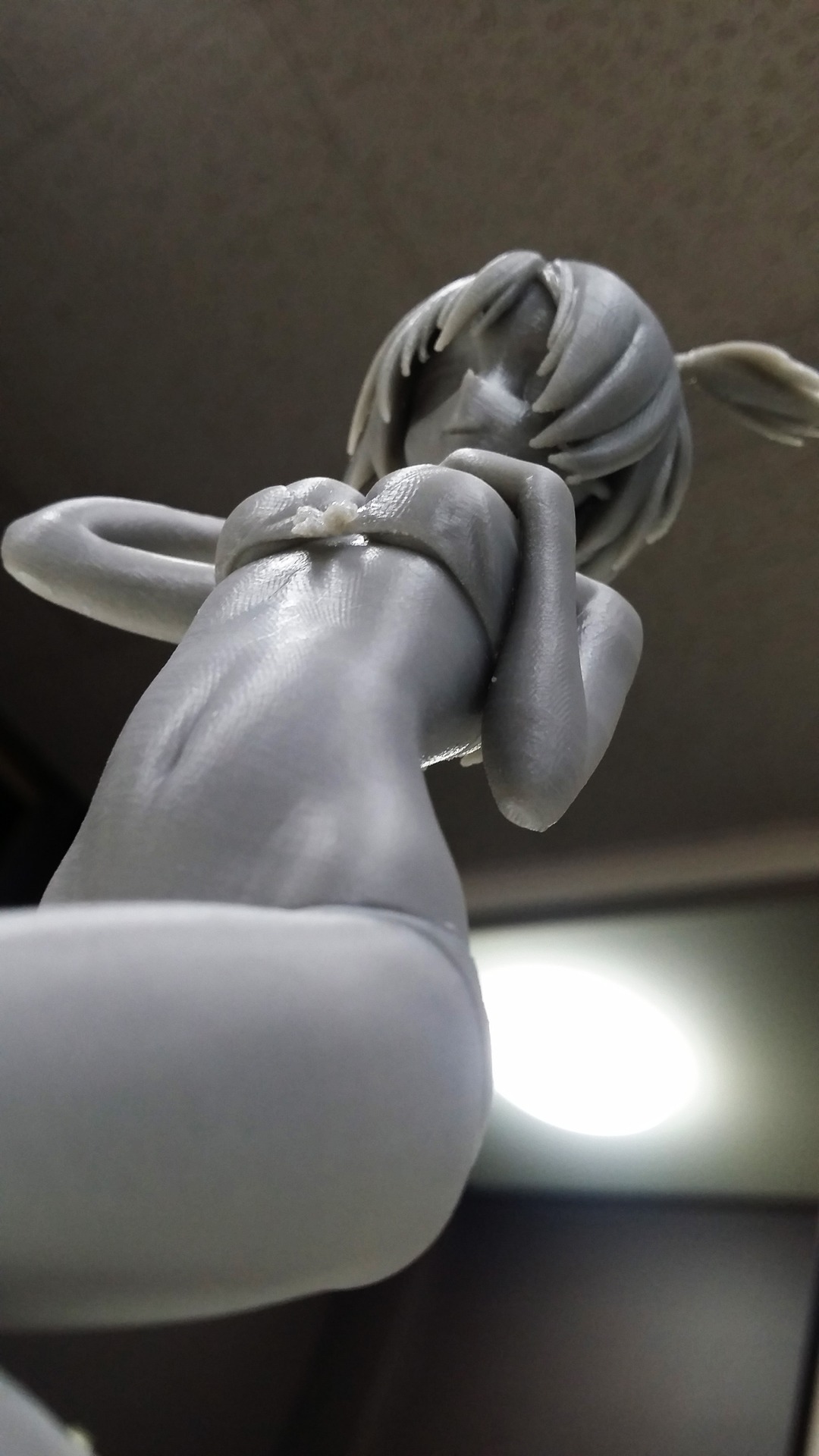
ニッパーとカッターとピンセットでサポート除去、ナイロンブラシとメラミンスポンジで細かい粉掃除をしていますが、やすりなどはかけていません。
前、大きさは10円玉と比べてみてください。10分の1くらいのスケールではないでしょうか。

後ろにも結び目があります。頭頂や腰や右手など、オーバーハングがきつかったところはやはり多少荒れます。

リボンの薄さと隙間の狭さはこんな感じです。
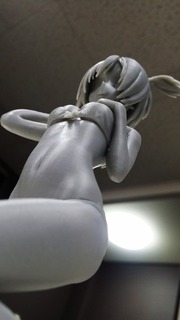
胸元の隙間が再現できて良かった・・・とにやつきながらローアングル。 完全にカメラ小僧です。 変態です。
お気付きでしょうか?
元データと比べると、胸のリボンが一部足りません。ここはサポート除去時に一緒に外れてしまいました。
「サポートよりも結着が弱い部品からサポートが剥がせない」 というFDMの限界ですね。
リボン周りにサポートが入り込まない角度から造形すれば良かったのですが、より高難度な背中のリボンを優先したために、胸元のリボンが犠牲になりました。
2射出にしてサポートを溶かす手もあるかもしれませんが、2射出で細かい造形は難易度も高いですし、時間がものすごくかかり過ぎて現実的ではないと思います。
最善手は「細かいところは光造形を使う」 ・・・ミもフタも無いですね。
FDMで再現できるレベルの部品で極端にもろい部分は 「別部品にして理想の方向から造形する」 のがよいのではないでしょうか。
実際髪の毛の結んだ部分は別データになっていました。
裏技的には 「見えない角度で部品を太く、強くする」 という手もあります。
このモデルもサポート除去後、リボンの裏側にゼリー状瞬間接着剤を塗っております。
サポートはFDMの限界の一つです。 できるだけ少ない方が、できれば無い方が良いのです。
造形時間もサポートを剥がす手間も減らせますし、サポート由来の肌荒れも無くなります。
ですので、サポートが不要になったり、少なくて済むようにモデルを分割することはものすごーく大切です。
FDMでの出力前提でデータを作成するのであれば、分割したものとしていないもので出力を比較してみることをお勧めします。
分割したモデルの方が綺麗で時間もかからないということが多いと思いますよ。
丁度thingiverseに良いデータがありましたので造形してみました。

造形は方向さえ気を付ければ難しくは無いのですが、サポートだらけで時間はかかりますね。
頭だけテーブルからはがしてから写真を撮り忘れていることに気付きました。
これだけみっちりサポートが付いていても、「大部分は」ペリペリさくさく剥がれます 。
あえて強調して書いたのは、残りのほんの少しにものすごく苦労させられたからです。
それは今回のテーマでもある、結び目の部分です。

例によって0.2mmノズルの0.05mm積層、素材はバーベイタムABSシルバーです。
ニッパーとカッターとピンセットでサポート除去、ナイロンブラシとメラミンスポンジで細かい粉掃除をしていますが、やすりなどはかけていません。
前、大きさは10円玉と比べてみてください。10分の1くらいのスケールではないでしょうか。

後ろにも結び目があります。頭頂や腰や右手など、オーバーハングがきつかったところはやはり多少荒れます。

リボンの薄さと隙間の狭さはこんな感じです。
胸元の隙間が再現できて良かった・・・とにやつきながらローアングル。 完全にカメラ小僧です。 変態です。
お気付きでしょうか?
元データと比べると、胸のリボンが一部足りません。ここはサポート除去時に一緒に外れてしまいました。
「サポートよりも結着が弱い部品からサポートが剥がせない」 というFDMの限界ですね。
リボン周りにサポートが入り込まない角度から造形すれば良かったのですが、より高難度な背中のリボンを優先したために、胸元のリボンが犠牲になりました。
2射出にしてサポートを溶かす手もあるかもしれませんが、2射出で細かい造形は難易度も高いですし、時間がものすごくかかり過ぎて現実的ではないと思います。
最善手は
FDMで再現できるレベルの部品で極端にもろい部分は 「別部品にして理想の方向から造形する」 のがよいのではないでしょうか。
実際髪の毛の結んだ部分は別データになっていました。
裏技的には 「見えない角度で部品を太く、強くする」 という手もあります。
このモデルもサポート除去後、リボンの裏側にゼリー状瞬間接着剤を塗っております。
サポートはFDMの限界の一つです。 できるだけ少ない方が、できれば無い方が良いのです。
造形時間もサポートを剥がす手間も減らせますし、サポート由来の肌荒れも無くなります。
ですので、サポートが不要になったり、少なくて済むようにモデルを分割することはものすごーく大切です。
FDMでの出力前提でデータを作成するのであれば、分割したものとしていないもので出力を比較してみることをお勧めします。
分割したモデルの方が綺麗で時間もかからないということが多いと思いますよ。
2016年08月04日
Qholia ABSでの設定を試験中です。
ABSの設定を追い込むためにいろいろとお試し中です。
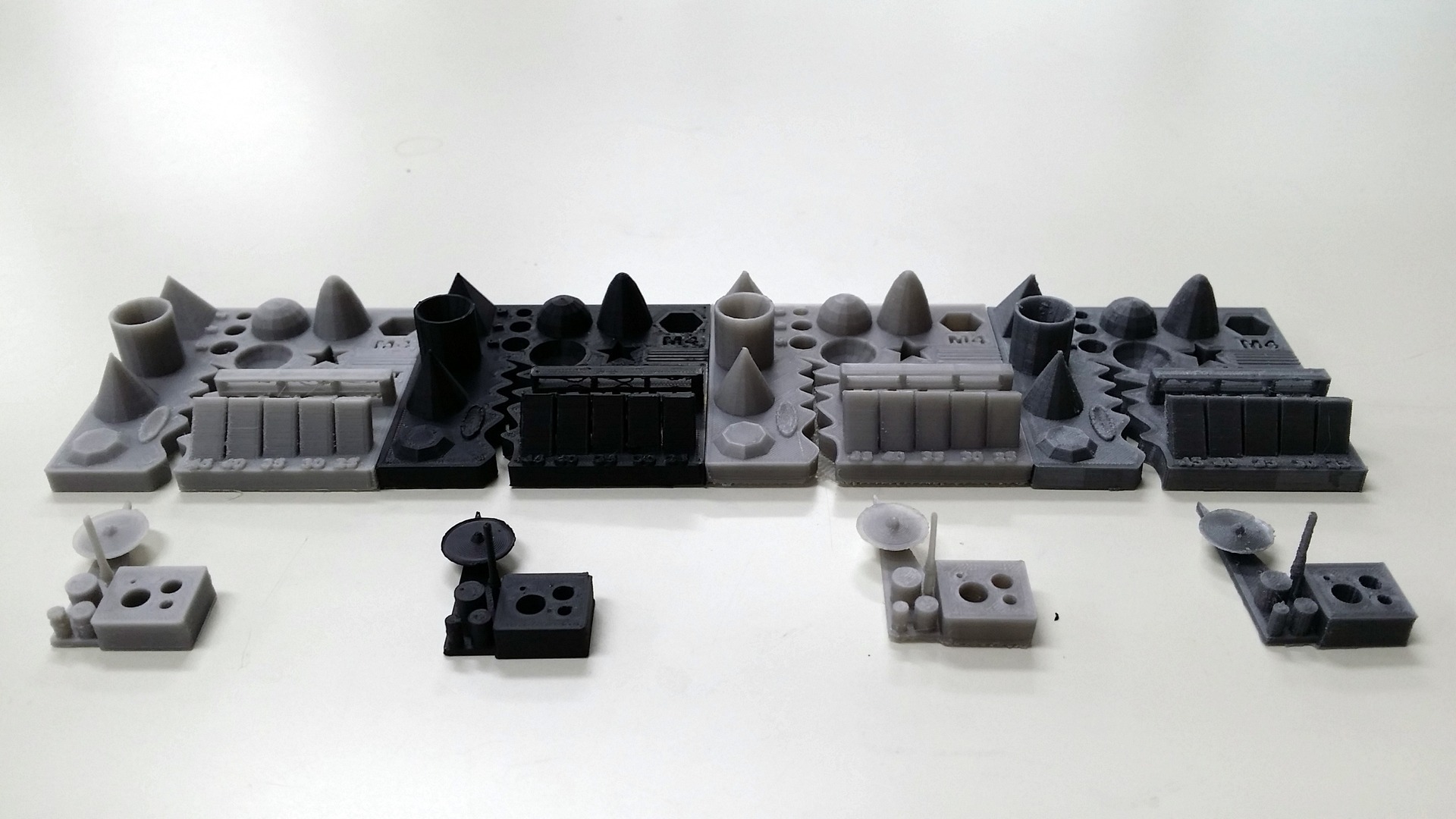
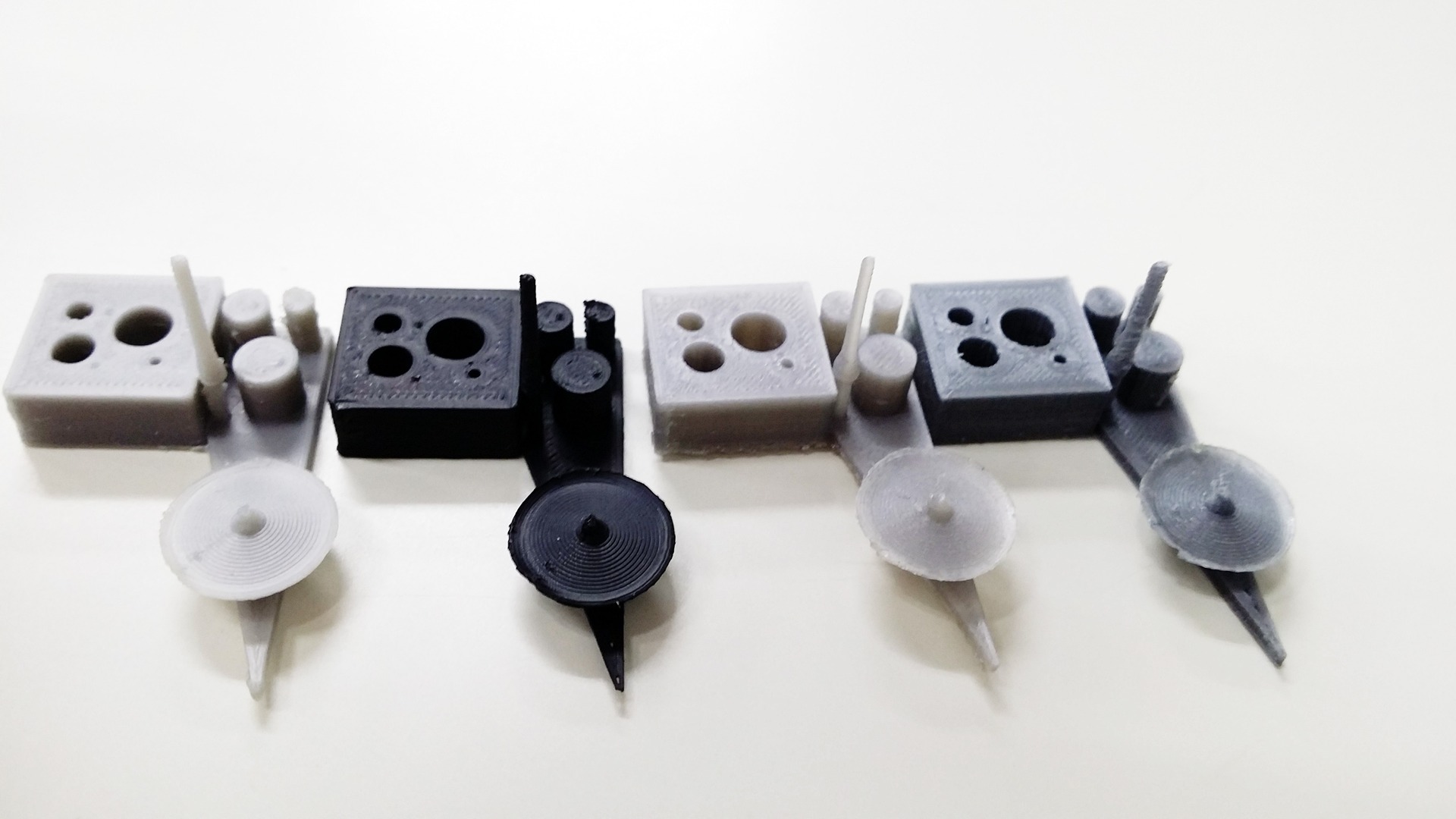
これは小さなテストピース。

70度のオーバーハング、ピン角、2、3、4mmの円柱と穴、1mmの突起、四角とインフィルなど、様々な要素をこれ一つでチェックできます。
短時間で造形できると試行回数が増やせるので、できるだけ小さくしております。
左から、バーベイタムABS、2年間乾燥剤無しでむき出し放置していた安いABS黒、バーベイタムPLA、1kg1980円のPLAシルバーです。
手元にある一番高いのと、一番条件が悪そうなので試しております。
フィラメントの性能の違いが、造形の決定的な差ではないことを教えてやる!・・・と鼻息荒く始めましたが、やはり多少差は付きます。
写真の造形も、高級フィラメントの方が1mmの突起が綺麗だったり、小さなダマが無かったりします。
安価な方ももう少し温度設定を追い込めばマシになるかもしれません。 高級フィラメントは多少温度がいい加減でも綺麗に造形できるように調整されているように思います。
これが微妙な差なのか、決定的な差かどうかは使う人と用途で変わってくると思います。
また、PLAの場合はやすり掛けのしやすさなどで大きな差が付く印象です。
ですので、一通り試してみての使い分けをお勧め致します。
ABSは定着のため第一層に時間をかける必要があることと、匂いが苦手なので敬遠しておりました。
しかし、展示会で、 「ABSは使えますか?」 「ABSでの造形を見てみたい」 とのお声の多さを実感しましたので、
設定の見直しを行った次第です。
それなりに成果がありましたので、造形写真をアップいたします。
バーベイタムABS、0.2φノズル、積層ピッチは0.05mm、元はthingiverseのデータで歯茎部分を省略しています。
これくらいのサイズなら、PLAと変わらない品質で造形ができるようですね。
大事を取って多少時間をかけるように心がけてはおります。
ABS特有のトラブルは、反りやはがれなど造形自体が失敗となる致命的なものですので、第一層に時間をかける、Z-LIFTを多めにとる、空走を多少遅くするなどの安全策を施しております。
今後の課題はABSの大物と速度アップへの挑戦でしょうか。また考えておくように致します。
これは小さなテストピース。

70度のオーバーハング、ピン角、2、3、4mmの円柱と穴、1mmの突起、四角とインフィルなど、様々な要素をこれ一つでチェックできます。
短時間で造形できると試行回数が増やせるので、できるだけ小さくしております。
 |  |
左から、バーベイタムABS、2年間乾燥剤無しでむき出し放置していた安いABS黒、バーベイタムPLA、1kg1980円のPLAシルバーです。
手元にある一番高いのと、一番条件が悪そうなので試しております。
フィラメントの性能の違いが、造形の決定的な差ではないことを教えてやる!・・・と鼻息荒く始めましたが、やはり多少差は付きます。
写真の造形も、高級フィラメントの方が1mmの突起が綺麗だったり、小さなダマが無かったりします。
安価な方ももう少し温度設定を追い込めばマシになるかもしれません。 高級フィラメントは多少温度がいい加減でも綺麗に造形できるように調整されているように思います。
これが微妙な差なのか、決定的な差かどうかは使う人と用途で変わってくると思います。
また、PLAの場合はやすり掛けのしやすさなどで大きな差が付く印象です。
ですので、一通り試してみての使い分けをお勧め致します。
ABSは定着のため第一層に時間をかける必要があることと、匂いが苦手なので敬遠しておりました。
しかし、展示会で、 「ABSは使えますか?」 「ABSでの造形を見てみたい」 とのお声の多さを実感しましたので、
設定の見直しを行った次第です。
それなりに成果がありましたので、造形写真をアップいたします。
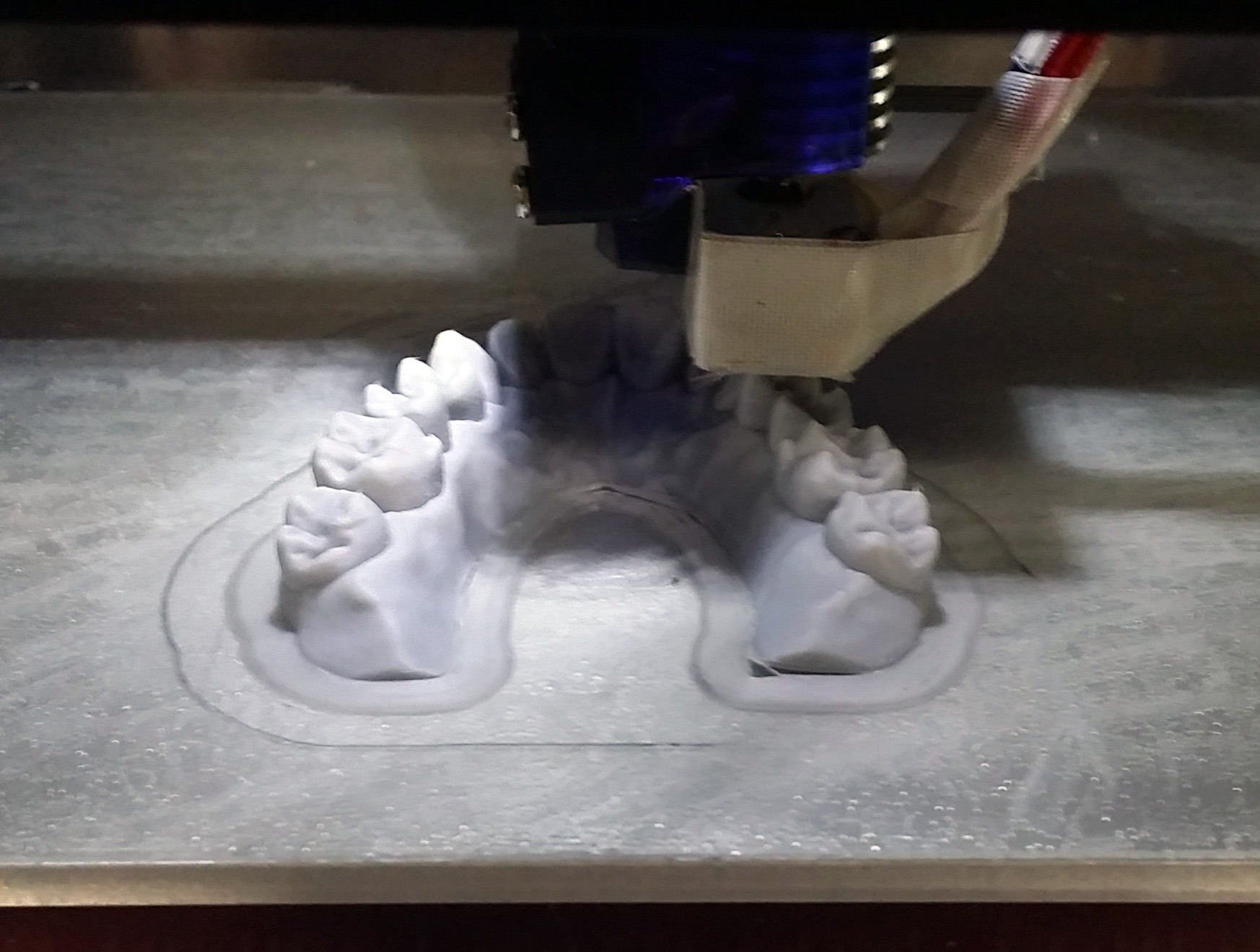 |  |
バーベイタムABS、0.2φノズル、積層ピッチは0.05mm、元はthingiverseのデータで歯茎部分を省略しています。
これくらいのサイズなら、PLAと変わらない品質で造形ができるようですね。
大事を取って多少時間をかけるように心がけてはおります。
ABS特有のトラブルは、反りやはがれなど造形自体が失敗となる致命的なものですので、第一層に時間をかける、Z-LIFTを多めにとる、空走を多少遅くするなどの安全策を施しております。
今後の課題はABSの大物と速度アップへの挑戦でしょうか。また考えておくように致します。
