新規記事の投稿を行うことで、非表示にすることが可能です。
2016年07月26日
ワンダーフェスティバル2016夏 に3Dプリンター試作機を出展致しました。
ご来場の皆様には厚く御礼を申し上げます。本当にありがとうございました。
お陰様で盛況のうちに出展を終えることができました。
ご不明な点、至らぬところの残る解説であったかと思います。
コメントなどいただけましたら、できる限りお答え致しますのでよろしくお願い致します。
すでにご存じの方もいらっしゃると思いますが、発表をさせていただきます。
弊社3Dプリンターの名前が Qholia に決定いたしました。
弊社のブランドである Q-ho と感覚のみなもとを意味する quolia という英単語が由来の造語です。
感覚、感触の表現と共有を目指した3Dプリンターを目指し、名づけました。
旧仮名遣いで日本製であることを主張する意味を込めて、ふりがなは クホリア です。
よろしくお願い致します。
ワンフェス前日の朝に、Qholiaの名前と特徴の箇条書きを浅井真紀氏に送信したところ、
その日の午後一にはこんな素敵なパネルのデータを送っていただきました!
おおおおお! 仕事早い! 感謝感激です! 準備の疲れも吹っ飛び興奮してしまいました。
のぞみ号の中で夢の国ツアーのご家族さんに囲まれて、スマホ片手にニヤニヤする変なおじさん、それが私です。
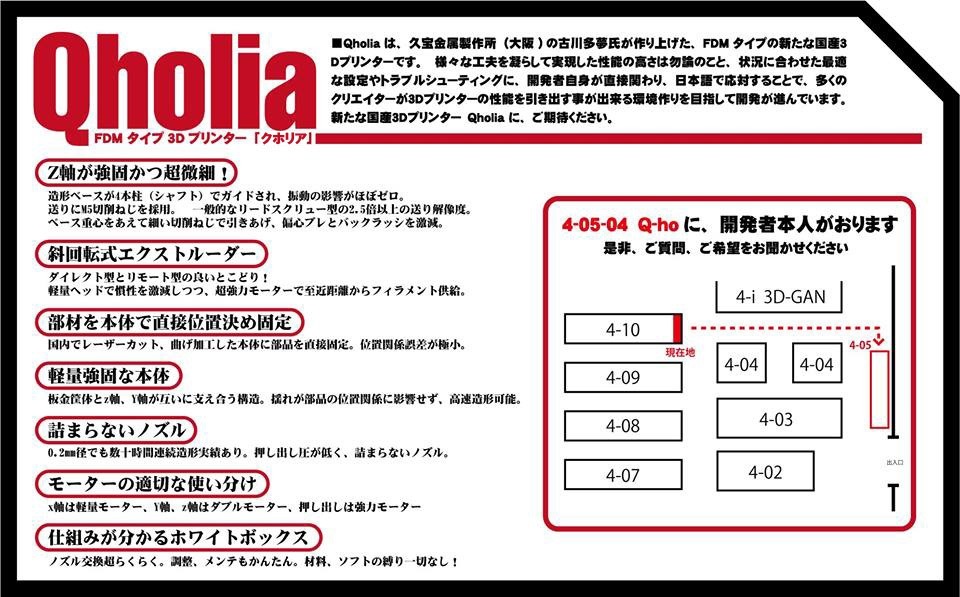
さておき、Qholiaの特徴はパネルに書かれた通りです。
Z軸が強固かつ超微細!
新発想の斜回転式エクストルーダー!
主要部材を本体そのもので位置決め固定。
軽量強固な本体
詰まらないノズル
仕組みが分かるホワイトボックス
他にもたくさんの工夫をぎゅっと詰め込んだマシンなのですが、紹介するなら多すぎない方がしつこくなくて良いかな? というわけで7つです。
基本的なコンセプトは今までに私が開発してきた製品と同じです。
インテリア棚受、レールシェルフ、非電化もみすり機、Pet&Eco(ペタンコ)
シンプルで、使ううちに仕組みが分かる、仕組みやコツが分かると出来栄えや仕事の質がグッとあがる。
自分好みの造形に近づくお手伝いができる。 凄いのはマシンではなく使い手であるお客様。
黒子としてプロの仕事を支える道具となることを目指しております。 そのための 「ソフト、材料、縛り無し」 です。
すべてお任せ、クリックするだけというマシンはすでに良いものがありますので、
私は ないものづくりエージェント として隙間を埋める役目を果たしたいと思います。
特徴の説明は項目ごとにすこしづつ進めますので、今しばらくお待ちくださいませ。
お陰様で盛況のうちに出展を終えることができました。
ご不明な点、至らぬところの残る解説であったかと思います。
コメントなどいただけましたら、できる限りお答え致しますのでよろしくお願い致します。
すでにご存じの方もいらっしゃると思いますが、発表をさせていただきます。
弊社3Dプリンターの名前が Qholia に決定いたしました。
弊社のブランドである Q-ho と感覚のみなもとを意味する quolia という英単語が由来の造語です。
感覚、感触の表現と共有を目指した3Dプリンターを目指し、名づけました。
旧仮名遣いで日本製であることを主張する意味を込めて、ふりがなは クホリア です。
よろしくお願い致します。
ワンフェス前日の朝に、Qholiaの名前と特徴の箇条書きを浅井真紀氏に送信したところ、
その日の午後一にはこんな素敵なパネルのデータを送っていただきました!
おおおおお! 仕事早い! 感謝感激です! 準備の疲れも吹っ飛び興奮してしまいました。
のぞみ号の中で夢の国ツアーのご家族さんに囲まれて、スマホ片手にニヤニヤする変なおじさん、それが私です。
さておき、Qholiaの特徴はパネルに書かれた通りです。
Z軸が強固かつ超微細!
新発想の斜回転式エクストルーダー!
主要部材を本体そのもので位置決め固定。
軽量強固な本体
詰まらないノズル
仕組みが分かるホワイトボックス
他にもたくさんの工夫をぎゅっと詰め込んだマシンなのですが、紹介するなら多すぎない方がしつこくなくて良いかな? というわけで7つです。
基本的なコンセプトは今までに私が開発してきた製品と同じです。
インテリア棚受、レールシェルフ、非電化もみすり機、Pet&Eco(ペタンコ)
シンプルで、使ううちに仕組みが分かる、仕組みやコツが分かると出来栄えや仕事の質がグッとあがる。
自分好みの造形に近づくお手伝いができる。 凄いのはマシンではなく使い手であるお客様。
黒子としてプロの仕事を支える道具となることを目指しております。 そのための 「ソフト、材料、縛り無し」 です。
すべてお任せ、クリックするだけというマシンはすでに良いものがありますので、
私は ないものづくりエージェント として隙間を埋める役目を果たしたいと思います。
特徴の説明は項目ごとにすこしづつ進めますので、今しばらくお待ちくださいませ。
2016年07月13日
独自設計の3dプリンターです。
引き続き反響の大きさに驚いています。
できる限り情報を公開したいのですが、時間が足りないことと驚いてもらうネタを取って置きた気持ちとの兼ね合いで少しずつになってしまうことをお許しください。
その分展示会では包み隠さず目いっぱいしゃべります!
では少し解説させていただきます。
本体は私の理想を形にした完全独自設計です。
外装の6面体はそのままフレームを兼ねています。
金属フレームにプラスチック外装という二重構造ではありません。
前側と上側のみ蓋があります。上部はお約束の一部開口です。
開口はフィラメントのスプールローラーを兼ねており、暖かい空気がスプールに当たって逃げていく状態です。
防湿効果のほどは計測しておりませんが、フィラメントの交換はとても楽ですし、また後ろや横にスプールぶら下げるよりもスペースを取りません。
フレームが外装を兼ねているのには大きな理由があります。
電源やモーターの熱を逃がすため、筐体全体で放熱しているのです。
ノートPCによくみられる仕組みですね。
なので正面から見えない天面、背面、底面は無塗装、無垢のアルミ板です。
放熱と蓄熱のバランスは、造形や電子部品への影響を見ながら検討中ですが、
外観が大きく変わるほどの仕様変更は無い予定です。
本体サイズは幅440mm高さ450mm、奥行き310mm程度。
これは若干変更があるかもしれません。
ノズルユニットはボルト一つとコネクタの抜き差しだけで交換可能です。
ワンタッチとはいきませんが、ベッドを温める時間+1分程度の作業です。
積層が細かいと時間がかかるんじゃない?とよく聞かれますが、その通りです。
これは弊社の3dプリンターに限った話ではなく、一般論として積層厚が半分になれば概ね倍の時間がかかります。
写真を公開しているモデルはほとんど退社時にセット、出社時に回収というフローで作っています。
それくらいまでなら十分ありかなと考えています。
また、ヘッドの高速化には拘っていて、高速に動かしても慣性力の影響を受けにくい構造を採用しています。
他機種と同じ品質で造形するのであればより早く、同じ時間で造形するのであればより美しくを目指しております。
スライサーの設定でも品質を維持しつつ多少高速化することは可能です。
この辺りはまたブログで紹介させていただきたいと思います。
ちなみに造形の最長記録はノズル0.3で3日半です。
これは機械の限界ではなく、当時スライサーを動かしていたPCのメモリの限界でした。
0.2、0.4のノズルでも2日程度の造形は何度もこなしております。
疑問や質問があれば直接コメントなどをいただければ幸いです。
まだ内緒にしておきたいことでなければ、できる限りお答えします。
できる限り情報を公開したいのですが、時間が足りないことと驚いてもらうネタを取って置きた気持ちとの兼ね合いで少しずつになってしまうことをお許しください。
その分展示会では包み隠さず目いっぱいしゃべります!
では少し解説させていただきます。
本体は私の理想を形にした完全独自設計です。
外装の6面体はそのままフレームを兼ねています。
金属フレームにプラスチック外装という二重構造ではありません。
前側と上側のみ蓋があります。上部はお約束の一部開口です。
開口はフィラメントのスプールローラーを兼ねており、暖かい空気がスプールに当たって逃げていく状態です。
防湿効果のほどは計測しておりませんが、フィラメントの交換はとても楽ですし、また後ろや横にスプールぶら下げるよりもスペースを取りません。
フレームが外装を兼ねているのには大きな理由があります。
電源やモーターの熱を逃がすため、筐体全体で放熱しているのです。
ノートPCによくみられる仕組みですね。
なので正面から見えない天面、背面、底面は無塗装、無垢のアルミ板です。
放熱と蓄熱のバランスは、造形や電子部品への影響を見ながら検討中ですが、
外観が大きく変わるほどの仕様変更は無い予定です。
本体サイズは幅440mm高さ450mm、奥行き310mm程度。
これは若干変更があるかもしれません。
ノズルユニットはボルト一つとコネクタの抜き差しだけで交換可能です。
ワンタッチとはいきませんが、ベッドを温める時間+1分程度の作業です。
積層が細かいと時間がかかるんじゃない?とよく聞かれますが、その通りです。
これは弊社の3dプリンターに限った話ではなく、一般論として積層厚が半分になれば概ね倍の時間がかかります。
写真を公開しているモデルはほとんど退社時にセット、出社時に回収というフローで作っています。
それくらいまでなら十分ありかなと考えています。
また、ヘッドの高速化には拘っていて、高速に動かしても慣性力の影響を受けにくい構造を採用しています。
他機種と同じ品質で造形するのであればより早く、同じ時間で造形するのであればより美しくを目指しております。
スライサーの設定でも品質を維持しつつ多少高速化することは可能です。
この辺りはまたブログで紹介させていただきたいと思います。
ちなみに造形の最長記録はノズル0.3で3日半です。
これは機械の限界ではなく、当時スライサーを動かしていたPCのメモリの限界でした。
0.2、0.4のノズルでも2日程度の造形は何度もこなしております。
疑問や質問があれば直接コメントなどをいただければ幸いです。
まだ内緒にしておきたいことでなければ、できる限りお答えします。
2016年07月12日
多数のお問い合わせありがとうございます。
無事、メイカーズバザール出展を終えました。
ご来場いただいた皆様と、このようなフレンドリーで楽しいイベントを企画開催いただいたロイスエンタテインメント、imedioの皆様には感謝することしきりです。
立ちっぱなしのしゃべりっぱなしで声もかすれておりますが、充実した2日間でした。
本当にありがとうございました。
造形師の浅井真紀さんのブログでご紹介いただいたこと、
ツィッターでメーカーズバザールの様子が広まったことの影響の大きさに驚いております。
現在多数のお問い合わせをいただいており、そのほとんどが造形依頼やサンプル確認依頼です。
本当にありがたく思います。
弊社は10人ほどの規模の会社で、3Dプリンターの開発担当は私だけです。
また試作機は数台あるものの、すべてバージョン違いで造形目的や検証内容を変えて運用しています。
皆様のお問い合わせに等しく丁寧にお答えする充分なリソースが無い状態です。
順番にお応えしますので、今しばらくお待ちくださいませ。
まことに申し訳ありませんが、その旨ご理解いただければ幸いです。
その代わりと言っては何ですが、少しでも良いものにすべく造形検証を継続しております。
物理的に大きな仕様変更をする予定はありませんが、例えばフリーのスライサーでも美しく安定した造形ができるような設定値を提供できるように、といったようなことです。
ファンを一つ交換するだけで、造形条件は一変します。
それを様々なノズル径と積層厚で検証と検討を繰り返すような作業をしています。
実は開発を決意するまでに、複数台の市販3Dプリンターを改良して使用しており、大きな課題抽出や設計構想は済んでいましたので初回試作には開発開始から2〜3か月しかかかりませんでした。
それでも現在の造形に近い結果は出せていました。
ただし、部品はあり合わせ、機体は武骨、使い手のスキルがそれなりにあるという条件付きの性能です。
また、安定性にも多少難を残していました。
それらを解決すべく検証を繰り返すことや、部材やその実装方法の検討は容易ではなく、
また省略できる道のりではありません。
人海戦術という手段が選べない以上、数をこなすことでしか歩を進めることは出来ません。
製品開発で最も大変なのは8合目からです。また、頂きの最後の一歩を踏むことは、
それまでの道程以上の努力が必要だといつも痛感しています。
不確定な要素を残す以上、見本市ではお話しすることができる内容でも、
確定した情報と受け取られてしまいかねないネットではいい加減なことは書けないと考えています。
ですが、少しだけ決まっていることを書かせていただきます。
ノズルの径はユーザーが任意に選択できる形で販売致します。
お客様のやりたいことやスキルによって最適解が変わるものですので、向き不向きとメリットデメリットを説明させていいただいた上で、決めていただければと思います。
交換用ノズルユニットも提供いたしますし、簡便な作業で交換できる設計です。
最小積層厚のスペックは、明記を避ける代わりにその積層厚での造形写真を公開し、
判断していただく材料を提供できればと考えております。これは順次拡充していく形になると思います。
微細積層を実用する人は少ないと思いますが、性能の指標にされがちでスペックシートにとても小さな値が記載されていることが多いように思います。
しかし、実際その積層厚での造形サンプル写真が公開されているところはあまり見かけません。(光造形は別として)
ブリッジングが難しくなったり、モデルの複数配置などの小技が必要になる場合もあります。
スペック番長にこだわるのではなく、実際にどこまでできるのか良し悪しもわかっていただける状況を作りたいと思います。
微細積層は、実はFDMへの理解があればたいていのマシンで可能です。
しかし、それが綺麗に、安定してできるかどうかとなると話は違ってきます。
展示での10ミクロン造形は、0.2ミリのノズルで、安定して、それなりの速さで微細造形ができることを示すために行ったデモで、多少美しさは犠牲にしています。そのようなさじ加減が実際の運用でも必要になるのです。
積層の美しさはFDMで最も重要な要素です。例えば50ミクロンという積層厚でも、その美しさには明確な差が出ます。
最も力を入れている項目の一つなのですが、それを写真で評価していただくことは手間と機材と撮影の腕前の問題で難しく、できれば見本市などで実際に手に取ることで実物を確認していただきたいところです。
ABSは使用可能です。 ただし、PLAに比べると提供できるスライス設定値に改善の余地が残るかもしれません。
私の用途では収縮の大きな材料は使いにくいため、どうしてもPLAでの造形経験が勝ってしまいます。
また、素材のメーカーやロットでの微妙な差でも、造形の質が大きく変わる可能性のある素材です。
前回書き忘れましたが、ワンフェスのブースはQ-ho(久宝金属製作所)4-05-04です。
皆様のご来場をお待ち申し上げております。
ご来場いただいた皆様と、このようなフレンドリーで楽しいイベントを企画開催いただいたロイスエンタテインメント、imedioの皆様には感謝することしきりです。
立ちっぱなしのしゃべりっぱなしで声もかすれておりますが、充実した2日間でした。
本当にありがとうございました。
造形師の浅井真紀さんのブログでご紹介いただいたこと、
ツィッターでメーカーズバザールの様子が広まったことの影響の大きさに驚いております。
現在多数のお問い合わせをいただいており、そのほとんどが造形依頼やサンプル確認依頼です。
本当にありがたく思います。
弊社は10人ほどの規模の会社で、3Dプリンターの開発担当は私だけです。
また試作機は数台あるものの、すべてバージョン違いで造形目的や検証内容を変えて運用しています。
皆様のお問い合わせに等しく丁寧にお答えする充分なリソースが無い状態です。
順番にお応えしますので、今しばらくお待ちくださいませ。
まことに申し訳ありませんが、その旨ご理解いただければ幸いです。
その代わりと言っては何ですが、少しでも良いものにすべく造形検証を継続しております。
物理的に大きな仕様変更をする予定はありませんが、例えばフリーのスライサーでも美しく安定した造形ができるような設定値を提供できるように、といったようなことです。
ファンを一つ交換するだけで、造形条件は一変します。
それを様々なノズル径と積層厚で検証と検討を繰り返すような作業をしています。
実は開発を決意するまでに、複数台の市販3Dプリンターを改良して使用しており、大きな課題抽出や設計構想は済んでいましたので初回試作には開発開始から2〜3か月しかかかりませんでした。
それでも現在の造形に近い結果は出せていました。
ただし、部品はあり合わせ、機体は武骨、使い手のスキルがそれなりにあるという条件付きの性能です。
また、安定性にも多少難を残していました。
それらを解決すべく検証を繰り返すことや、部材やその実装方法の検討は容易ではなく、
また省略できる道のりではありません。
人海戦術という手段が選べない以上、数をこなすことでしか歩を進めることは出来ません。
製品開発で最も大変なのは8合目からです。また、頂きの最後の一歩を踏むことは、
それまでの道程以上の努力が必要だといつも痛感しています。
不確定な要素を残す以上、見本市ではお話しすることができる内容でも、
確定した情報と受け取られてしまいかねないネットではいい加減なことは書けないと考えています。
ですが、少しだけ決まっていることを書かせていただきます。
ノズルの径はユーザーが任意に選択できる形で販売致します。
お客様のやりたいことやスキルによって最適解が変わるものですので、向き不向きとメリットデメリットを説明させていいただいた上で、決めていただければと思います。
交換用ノズルユニットも提供いたしますし、簡便な作業で交換できる設計です。
最小積層厚のスペックは、明記を避ける代わりにその積層厚での造形写真を公開し、
判断していただく材料を提供できればと考えております。これは順次拡充していく形になると思います。
微細積層を実用する人は少ないと思いますが、性能の指標にされがちでスペックシートにとても小さな値が記載されていることが多いように思います。
しかし、実際その積層厚での造形サンプル写真が公開されているところはあまり見かけません。(光造形は別として)
ブリッジングが難しくなったり、モデルの複数配置などの小技が必要になる場合もあります。
スペック番長にこだわるのではなく、実際にどこまでできるのか良し悪しもわかっていただける状況を作りたいと思います。
微細積層は、実はFDMへの理解があればたいていのマシンで可能です。
しかし、それが綺麗に、安定してできるかどうかとなると話は違ってきます。
展示での10ミクロン造形は、0.2ミリのノズルで、安定して、それなりの速さで微細造形ができることを示すために行ったデモで、多少美しさは犠牲にしています。そのようなさじ加減が実際の運用でも必要になるのです。
積層の美しさはFDMで最も重要な要素です。例えば50ミクロンという積層厚でも、その美しさには明確な差が出ます。
最も力を入れている項目の一つなのですが、それを写真で評価していただくことは手間と機材と撮影の腕前の問題で難しく、できれば見本市などで実際に手に取ることで実物を確認していただきたいところです。
ABSは使用可能です。 ただし、PLAに比べると提供できるスライス設定値に改善の余地が残るかもしれません。
私の用途では収縮の大きな材料は使いにくいため、どうしてもPLAでの造形経験が勝ってしまいます。
また、素材のメーカーやロットでの微妙な差でも、造形の質が大きく変わる可能性のある素材です。
前回書き忘れましたが、ワンフェスのブースはQ-ho(久宝金属製作所)4-05-04です。
皆様のご来場をお待ち申し上げております。
2016年07月09日
さらば、シマシマ。

今日明日の7月9日、10日に大阪ATCにて開催の「メイカーズバザール」に試作機を出展しています。
一日を終えて評判は上々。
なんと超大手3Dプリンターメーカーの代表様に「美しさでは負けました」とお褒めの言葉をいただきました。
タイトルは、美しく微細に造形できることをアピールするために少し煽り気味に書いております。
3Dプリントは論より証拠だと思っておりますので、言った分だけリスクを負って現場で10ミクロン積層をデモンストレーションさせていただきました。
朝に車で搬入し、設置後なんの調整もせずのスタートでしたが、0.2ミリノズルで丸一日ぶっ通し造形しまったくトラブルなく完走。
色の薄いモアイ君が10ミクロン積層デモで造形したものです。

この3Dプリンター、7月24日開催のワンダーフェスティバルにも出展させていただきます。
そして、7月29日、弊社 株式会社久宝金属製作所 でお披露目会を開催します。
ばたばたしていることもあり、本格的な情報発信はその後になります。
